 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt



Taktilni prekidači 6 x 6 mm, 5 mm Act Visina, 260 gf, Crni, Površinska montaža, SPST, Taktni prekidači za površinsku montažu dimenzija 3,5 mm x 2,6 mm s očekivanim životnim vijekom do 500,000 ciklusi.
 Taktilni prekidač membranski prekidač vodootporni prekidač |
 MD SMT Najnoviji taktilni prekidači, Taktni prekidač PCB za površinsku montažu |
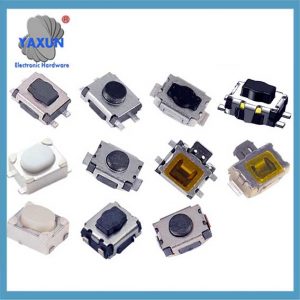 1.7H 1.8H 1.87H 1.92H 2.0H 2.5H 2.6H 2.8H 3.0H 3.5H 4.0H dodirni prekidač |
Taktilna površinska montaža, PCB taktni prekidač
Glavne specifikacije taktnih prekidača su: ekološki prihvatljivi taktni prekidači otporni na visoke temperature; SMD taktni prekidači; priključne taktne sklopke; bočni utični taktni prekidači; veliki/srednji/mali taktni prekidači u obliku kornjače; 2*4 taktne sklopke; 3*3 taktne sklopke; 3.7*3.7*0.3 uvozne taktne sklopke; 4*4*1.5/1.6/17mm taktne sklopke; 3*6*4.3/5.0mm automobilski taktni prekidači; 4*6*2.6 taktni prekidač; 4.5*4.5*3.8/4.8/5/0/6/7/8/9 SMD taktni prekidač; plug-in taktni prekidač; bočni tri rješenja takt prekidač; 6*6*4.3/5.0/5.5/6/7/8/9/9.5/10/11/12/13/14/15/16/17/18/19/20/21/26mm taktni prekidač; SMD taktni prekidač; plug-in taktni prekidač; 6.2*6.2*2.5/2.7/3.1/3.4 taktni prekidač; 12*12*4.3/5.0/5.5/6/7/8/9/10/11/12/13/14/15/16/17/18/19/20/21/22/23mm taktni prekidač. 6*6 serijski vodootporni prekidač na dodir; 8*8 serijski vodootporni prekidač na dodir; 10*10 serijski vodootporni prekidač na dodir; 12*12 serijski vodootporni prekidač na dodir.
Čimbenici koji utječu na kvalitetu dodirnih prekidača: poglavito određena zaštitom, lemljivost, pouzdanost provođenja, život, osjećaj, proizvodni proces i veličina ugradnje prekidača na dodir.
1. Pin supstrat: Podloga igle dodirnog prekidača je mesing ili fosforni bakar (niskokvalitetno željezo). Kako bi se smanjio kontaktni otpor, igla je u osnovi posrebrena, jer će srebro oksidirati kada naiđe na plin SO2 u zraku, što izravno utječe na lemljivost i kontaktni otpor sklopke. Stoga, visokokvalitetni prekidači na dodir moraju prvo kontrolirati debljinu posrebrenja i postupak posrebrenja supstrata igle. Redoslijed posrebrenja na tržištu je sljedeći:
Debljina posrebrenja: iznad 0,3 um (post-srebro), 0.2jedan (tanko srebro), 0.1jedan (bijela oplata).
Postupak posrebrenja: prethodno poniklavanje podloge i zatim posrebrenje, podloga prije bakrenja i zatim posrebrenja, izravno posrebrenje supstrata.
Vrlo je važno da li je podloga nakon posrebrenja tretirana zaštitnim sredstvom ili je prekidač otporan na prašinu i vodu. Inače, čak i s najboljim posrebrenjem, prekidač će biti oksidiran.
2. Ključni faktor koji utječe na pouzdanost provođenja je struktura kontaktne točke. Budući da je funkcija dodirnog prekidača da kontaktna točka i opruga budu u kontaktu i vode, što je veća kontaktna površina dodirne točke, tim bolje. Kontaktna površina određena je strukturom. Na tržištu postoje otprilike tri vrste struktura, a redoslijed prednosti i nedostataka je sljedeći: “O-tip kontakta”, “kontakt s prorezima”, “ravni mjehurić kontakt”.
3. Život i osjećaj: Život i osjećaj određeni su hodom dodirnog prekidača i koordinacijom opruge. Što je hod kraći, zvuk je lakši i život duži, a što je hod duži, suprotnost. Pod uvjetom tehnologije fiksnih opruga, životni vijek dodirnog prekidača uglavnom je određen hodom ili zvukom. Uz to, ključni čimbenik koji određuje vijek trajanja opruge i dalje je tehnologija žigosanja. Tehnologija žigosanja Japana i Tajvana sada je vrlo popularna u Kini. Stoga, pod uvjetom tehnološkog unapređenja, zahtjevi za materijale jesu li smanjeni uvozni materijali. Na primjer, na tržištu postoje četiri glavne vrste gelera od 160 gf: oko 50,000 vrijeme (domaći fosforni bakar ili relativno zaostala tehnologija žigosanja), oko 100,000 vrijeme, više od 200,000 vrijeme (nehrđajući čelik), i 300,000 vrijeme.
4. Proces proizvodnje: Nakon što je pribor, posljednji faktor koji utječe na kvalitetu je proces montaže, što ovisi o čimbenicima kao što su sposobnost upravljanja proizvodnom tvrtkom, kvalitetna namjera zaposlenika, i sposobnost osiguranja kvalitete. Kvaliteta konačnog proizvoda s različitim mogućnostima osiguranja definitivno je drugačija. Sada tržišne metode montaže uključuju ručne i strojne. Budući da se trenutne mogućnosti automatizacije još uvijek poboljšavaju, svaki ima svoje prednosti i nedostatke: trošak montaže stroja je nizak, ali je kvaliteta proizvoda niska, i cijena ručne montaže je visoka, ali je i kvaliteta visoka.
5. Tvornička inspekcija: Metode i predmeti tvorničke inspekcije također utječu na kvalitetu završnog dodirnog prekidača. Na primjer, da li izgled, osjećaj, kondukcija, otpor i drugi predmeti se uzorkuju ili u potpunosti pregledaju. Na primjer, stopa otpada koju zahtijevaju neke velike tvornice mjeri se PPM-om ili nultim defektima. Potrebno je postaviti inspekciju uzorkovanja ili inspekciju kvalitete nakon postavljanja potpune inspekcije u tvorničkoj inspekciji.