 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Perkara utama reka bentuk abah-abah sambungan dan pembangunan pengeluaran
I. Reka bentuk dan pembangunan
Proses reka bentuk
Analisis keperluan: Jelaskan parameter elektrik (seperti kapasiti bawaan arus 400A), saiz fizikal (ketumpatan terminal meningkat sebanyak 30%) dan lokasi pemasangan abah-abah, dan menyesuaikan reka bentuk dalam kombinasi dengan seni bina kenderaan (seperti pengawal domain).
Modular Design: Mengguna pakai penyelesaian platform (seperti sistem penyambung besar MX), mengintegrasikan bekalan kuasa, penghantaran isyarat dan fungsi pelesapan haba, menyokong palam panas untuk memendekkan masa naik taraf OTA dengan 70%.
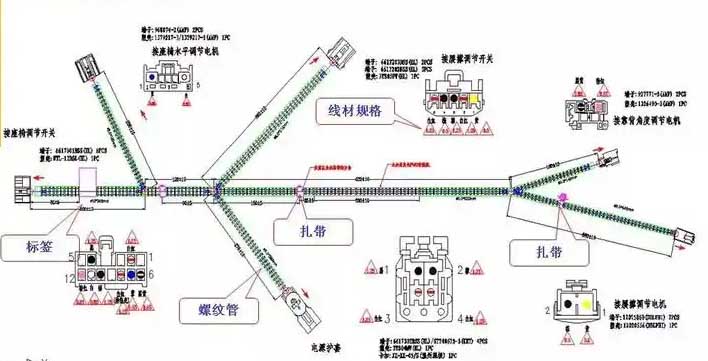
Keluaran lukisan: Lukis gambarajah susun atur tiga dimensi melalui perisian profesional, tandakan spesifikasi wayar, jenis penyambung dan keperluan perlindungan, dan pada masa yang sama menjana jadual gelung dan rajah arah memanfaatkan.
Prototaip dan Pembuatan Perhimpunan Kawat Kabil tersuai
Teknologi utama
Reka bentuk keserasian elektromagnet: Gunakan wayar berperisai jalinan dan penyambung dengan lapisan pelindung untuk menyekat gangguan elektromagnet (crosstalk dikawal di bawah -50dB).
Susunan lapisan atau selari abah-abah voltan tinggi dan rendah untuk mengurangkan gangguan voltan tinggi pada sistem voltan rendah.
Pengoptimuman sistem voltan tinggi:
Reka bentuk dwi-trek memastikan kestabilan litar voltan tinggi DC. Penyambung mesti memenuhi keperluan rintangan voltan tinggi (seperti sistem 48V), tahap perlindungan yang tinggi dan saling mengunci gelung.
Algoritma pampasan voltan dinamik mengawal turun naik bekalan kuasa dalam ±0.5V untuk meningkatkan kebolehpercayaan sistem.
Pembangunan Gambarajah Skema dan Pendawaian:
Buat skema dan gambar rajah pendawaian terperinci untuk menentukan interaksi komponen dan sambungan fizikal.
Pemilihan Komponen:
Pilih wayar yang sesuai, penyambung, terminal, dan bahan penebat berdasarkan keperluan.
Reka Bentuk Susun Abah:
Rancang susunan fizikal wayar, penyambung, dan unsur-unsur lain, mengambil kira had ruang, penghalaan, dan melegakan ketegangan.
Prototaip:
Bina prototaip untuk mengesahkan reka bentuk dan membuat pelarasan yang diperlukan sebelum pengeluaran skala penuh.
2. Pengeluaran dan pembangunan
Proses teras
Pemilihan bahan mentah:
Kawat menggunakan teras tembaga tahan suhu tinggi atau dawai teras aluminium (seperti abah-abah wayar voltan tinggi untuk kenderaan tenaga baharu), dan penyambung perlu menyesuaikan diri dengan ketumpatan terminal dan keperluan semasa (seperti siri DF53 dengan arus berterusan 10A).
Bahan penebat mestilah mempunyai kalis api dan rintangan elektrolit (seperti penyambung FPC siri TB4).
Proses pemprosesan:
Pemotongan wayar: Potong mengikut ketepatan lukisan, dan toleransi mesti memenuhi piawaian pengiraan panjang wayar.
Pengeliman terminal: Gunakan peralatan pengelim automatik sepenuhnya untuk memastikan rintangan sentuhan <5MΩ.
Perlindungan perhimpunan: Masukkan tiub atau hos beralun, betulkan dengan ikatan kabel, dan tambah tanda label.

Reka bentuk abah-abah pendawaian modular memudahkan pembuatan dan penyelenggaraan
Pengesahan Kualiti
Ujian Elektrik:
Ujian kesinambungan untuk memeriksa litar terbuka, ujian rintangan penebat untuk mengesan kebocoran, dan menahan ujian voltan untuk mengesahkan kestabilan dalam persekitaran voltan tinggi.
Ujian kadar ralat bit (seperti pengekalan siri IT14 0.01% kadar ralat bit pada 85°C) memastikan kebolehpercayaan penghantaran isyarat berkelajuan tinggi.
Ujian Mekanikal dan Alam Sekitar:
Getaran, semburan garam dan ujian kitaran suhu tinggi dan rendah untuk memastikan ketahanan abah-abah pendawaian di bawah keadaan kerja yang melampau.
Pemeriksaan rupa menunjukkan tiada burr atau kerosakan, dan bahan pelindung dilindungi sepenuhnya.
Iii. Trend Industri
Integrasi Pintar: Melalui gabungan sensor (seperti penderia hingar jalan RNC) dan algoritma, ketepatan pengurangan hingar ±0.5dB dicapai, dan kecekapan tenaga dioptimumkan.
Ringan dan Cekap: Reka bentuk modular mengurangkan sambungan pateri dan panjang abah-abah pendawaian (seperti siri TB4 mengurangkan waktu pemasangan sebanyak 70%), membantu mengurangkan berat kenderaan sebanyak 12kg.
Proses dan inovasi teknologi di atas telah disahkan dalam projek pengeluaran besar-besaran syarikat seperti Molex dan Hirose Electric, meliputi kenderaan tenaga baharu, pusat data, dan robot humanoid.
Membangunkan abah-abah sambungan melibatkan proses pelbagai peringkat dari reka bentuk ke pengeluaran. Ia bermula dengan menentukan keperluan, mewujudkan skema, memilih komponen, dan kemudian meletakkan abah -abah secara fizikal. Pengeluaran termasuk pemotongan, pelucutan, Menyambung wayar, pemasangan, dan menguji produk siap.
Pelan akhir untuk mereka bentuk abah-abah sambungan ditentukan:
Konsep: Sebelum pengeluaran besar-besaran abah-abah wayar yang disambungkan, jurutera proses perlu mengesahkan kaedah proses selepas membahagikan stesen kerja (itu, kaedah proses yang digunakan semasa SOP). Pelarasan dan pengesahan semula dibuat semasa proses pengesahan, dan kaedah proses yang dimuktamadkan adalah rancangan akhir.
Masa untuk menentukan rancangan: Pada peringkat akhir peringkat PPAP, sebelum ramp-up rasmi, jurutera proses perlu memuktamadkan rancangan akhir.
Tentukan tujuan program
1. Bagi memastikan kelancaran proses semasa pelancaran rasmi. Masalah yang ditemui semasa proses pengesahan boleh diselesaikan seawal mungkin dan tidak akan ditinggalkan semasa pengeluaran besar-besaran.
2. Tidak akan ada masalah besar atau stesen kesesakan pada peringkat awal pengeluaran besar-besaran.
3. Ia membolehkan pasukan menyelesaikan pengeluaran besar-besaran dalam masa yang ditetapkan, lancar masuk peringkat SOP, dan berhubung dengan lancar dengan peringkat SOP pelanggan.
4. Pastikan kualiti abah-abah wayar yang dihasilkan dalam peringkat pengeluaran besar-besaran adalah utuh.

Perindustrian Tersuai & Abah-abah Kawalan Perubatan
Kriteria untuk menentukan reka bentuk akhir abah-abah sambungan
A. Setiap stesen berjalan lancar mengikut kaedah proses. Apa yang dipanggil kelancaran bermakna kaedah proses beroperasi dengan lancar, dan manusia dan manusia serta mesin bekerjasama antara satu sama lain secara diam-diam, tanpa konflik atau menunggu. Piawaian khusus adalah seperti berikut:
Urutan pemasangan yang betul
Untuk pemasangan pemasangan abah-abah wayar, langkah manual adalah rumit. Apabila merumus kaedah proses, perhatian khusus harus diberikan kepada urutan pemasangan. Walaupun urutan pemasangan telah disahkan pada mulanya apabila menerima kad operasi, apabila rancangan akhir ditentukan, kandungan dan urutan perhimpunan masih perlu dikaji dan dianalisis, kerana kandungan kerja ini perlu disiapkan dalam masa kitaran. Pada peringkat ini, lebih banyak perhatian diberikan kepada butiran operasi operator di stesen kerja, seperti sama ada bahan yang diambil mengikut urutan operasi, sama ada terdapat konflik dalam operasi berbilang orang di stesen kerja, dll.
B. Masa untuk setiap stesen melengkapkan pemasangan abah-abah wayar adalah dalam kitaran. Kami memerlukan yang berkesan (nilai tambah) masa operasi setiap stesen kerja bukan sahaja perlu dalam masa kitaran, tetapi juga perlu hampir tidak terhingga dengan masa kitaran, untuk memastikan kecekapan pengendali dimaksimumkan. Memaksimumkan kecekapan bermakna memaksimumkan keberkesanan (nilai tambah) masa operasi kakitangan dalam masa yang ditetapkan. Konsep itu melibatkan berkesan, masa operasi nilai tambah, yang secara khusus difahami seperti berikut:
Untuk operasi dalam proses pengeluaran abah-abah wayar, ia terbahagi kepada empat jenis berikut:
1. Tindakan nilai tambah: operasi yang berkesan, operasi yang diperlukan untuk pengeluaran abah-abah wayar, seperti memasukkan terminal, pita pembalut, dan memasang bahagian penentududukan. Ini adalah tindakan yang perlu semasa memasang komponen. Tanpa operasi ini, abah-abah pendawaian tidak boleh dipasang.
2. Tindakan yang tidak menambah nilai: Itu, operasi tidak sah, operasi yang tidak perlu untuk pengeluaran abah-abah wayar. Seperti meluruskan wayar untuk mengelakkannya daripada bercelaru; memegang terminal ke arah yang salah apabila memasukkan terminal; perlu memutar wayar untuk melaraskan arah terminal, mengutip bahan yang tercicir, dll. Tindakan ini ialah tindakan tambahan yang dijana semasa pemasangan dan akan menjejaskan masa pemasangan. Tindakan ini ialah tindakan yang IE perlu temui dan hapuskan.
3. Menunggu: itu, menunggu dalam masa yang ditetapkan. Terdapat dua jenis menunggu: satu ialah apabila pekerja telah menyiapkan semua kerja di stesen ini, tapi masa takt belum sampai dan tiada apa yang perlu dibuat, menunjukkan bahawa beban kerja di stesen ini tidak mencukupi. Satu lagi ialah pekerja memerlukan talian yang dilalui dari stesen kerja sebelumnya untuk menyelesaikan operasi stesen kerja ini. Walau bagaimanapun, pada masa yang ditetapkan, stesen kerja sebelumnya tidak melepasi barisan masuk, menunjukkan bahawa terdapat kesesakan di stesen kerja sebelumnya dan kerja tidak dapat disiapkan dalam masa yang ditetapkan dan dipindahkan ke stesen kerja seterusnya. Penantian ini juga yang IE perlu hapuskan.
Berjalan ke sana ke mari:
Apabila pekerja beroperasi, mereka perlu bergerak dari titik A ke titik B sebelum mereka boleh memasuki operasi; Walau bagaimanapun, tiada operasi semasa overshoot dari A ke B, hanya berjalan. Situasi yang paling biasa ialah seorang pekerja mengendalikan dua stesen kerja, dan pekerja itu perlu pergi dari A ke B. Masa-masa bergerak ini juga tidak diingini. Oleh itu, semasa meletakkan stesen kerja, cuba letakkan kandungan yang diperlukan oleh pekerja yang sama untuk beroperasi pada satu stesen kerja, atau letakkan bahagian stesen kerja sedekat mungkin untuk mengelak bergerak ke depan dan ke belakang.
Kami berharap dapat menjadualkan sepenuhnya operasi nilai tambah pekerja dalam masa kitaran terhad dan mengesahkan bahawa ia boleh dilaksanakan semasa penyelesaian penyelesaian..
C. Sambungan antara stesen kerja adalah jelas dan lancar. Dicerminkan secara khusus dalam aspek berikut:
1. Apabila abah-abah wayar dipindahkan antara stesen kerja, alatan yang digunakan untuk pemindahan direka bentuk dengan munasabah untuk memudahkan pekerja meletakkan abah-abah wayar. Abah-abah wayar diletakkan pada alat pemindahan dengan cara yang jelas tanpa merosakkan abah-abah wayar, dan kuantiti yang diletakkan ditakrifkan dengan jelas.
2. Proses pemindahan adalah mudah dan mudah untuk pekerja beroperasi. Pada masa yang sama, mudah untuk mengambil abah-abah pendawaian di stesen kerja seterusnya.
3. Maklumat dihantar sepenuhnya tanpa kehilangan. Selepas mendapat abah wayar di stesen ini, dengan jelas membimbing model atau ID abah-abah wayar di tangan. Dalam menguji abah-abah pendawaian, anda perlu menggunakan ID abah-abah pendawaian untuk mendapatkan semula program abah-abah pendawaian yang sepadan. Oleh itu, semasa proses penghantaran, pembawa yang memaparkan ID abah-abah, seperti pesanan atau label abah-abah, mesti konsisten dengan abah sendiri, dan identiti tidak boleh hilang semasa penghantaran.
Proses pengeluaran abah-abah sambungan
A. Kerja persediaan: Beberapa persediaan awal diperlukan sebelum pelan akhir ditentukan. Tugasan ini perlu disediakan lebih awal sebelum pengesahan kaedah proses dapat dilaksanakan. Butiran khusus adalah seperti berikut:
1. Status alatan dan peralatan adalah terkini dan telah dikeluarkan. Kerana perubahan kejuruteraan abah-abah pendawaian adalah kerap, perubahan kejuruteraan tidak dapat dielakkan walaupun semasa fasa peningkatan. Oleh itu, perkakasan dan peralatan di tapak perlu memastikan bahawa perubahan kejuruteraan telah dilaksanakan dengan betul dan telah diterima oleh jabatan kualiti dan boleh digunakan untuk pengeluaran.
2. Susun atur kawasan pengeluaran di tapak adalah lengkap dan tiada kecacatan. Rak alat diletakkan pada kedudukan yang betul, alatan dan peralatan adalah utuh dan bebas daripada kesalahan, dan alatan yang digunakan diletakkan pada kedudukan yang betul.
3. Kaedah proses pada mulanya telah disahkan oleh IE, dan status kejuruteraan adalah yang terkini.
4. Status parameter yang diperlukan untuk pelbagai pengeluaran adalah terkini dan telah disahkan dan dikeluarkan.
5. Wayar dan bahan mentah lain hendaklah dibawa dengan cara yang betul (konduktor, kotak bahan, dll.) dan diletakkan pada kedudukan yang betul pada rak perkakas.
6. Sistem sambungan sudah lengkap: alatan sambungan yang digunakan direka bentuk dengan munasabah, penghantaran maklumat adalah berterusan dan lengkap, dan pembawa maklumat (pesanan abah-abah wayar, kad maklumat, label) yang digunakan pada akhir permulaan maklumat sudah sedia.
7. Sambungan rangkaian adalah baik: rakaman dan komunikasi keputusan ujian, sistem pengesanan abah-abah wayar, dll. berjalan seperti biasa, percetakan label adalah perkara biasa dan maklumat yang dipaparkan pada label adalah betul.
8. Operator ada di tempat. Operator dikehendaki menjadi pekerja pengeluaran yang berpengalaman. Ia memerlukan pekerja yang mempunyai pengalaman pengeluaran yang kaya, atau pekerja yang berpengalaman dalam pengeluaran abah-abah wayar ini, yang biasa dengan proses pemasangan abah-abah wayar ini dan mahir dalam operasi. Apabila beberapa pekerja beroperasi di stesen kerja yang sama, bilangan pekerja di stesen kerja ini perlu dipadankan dan disahkan pada masa yang sama. Jika tidak, ia tidak dapat disahkan sama ada terdapat konflik antara stesen kerja.
Mengikut kad proses, kandungan operasi setiap stesen kerja dibahagikan kepada beberapa unit tindakan dan diletakkan dalam senarai tindakan. Apabila membahagikan, anda perlu memberi perhatian kepada saiz bahagian tindakan yang sesuai. Secara amnya, IE diukur secara manual di tapak dengan jam randik, dan terdapat ralat dalam pengukuran itu sendiri. Jika pembahagiannya terlalu halus, ralat yang terdapat dalam pengukuran akan dikuatkan, mengakibatkan waktu kerja yang tidak tepat untuk tindakan ini. Jika pembahagiannya terlalu kasar, waktu kerja sebenar tindakan ini selepas beberapa tindakan dipindahkan ke stesen lain tidak boleh diperoleh apabila mengimbangi stesen kerja. Mengikut pengalaman, kaedah pembahagian ini biasanya diikuti:
1: Ambil wayar dari rak bahan, masukkan terminal, dan meletakkan wayar (ketiga-tiga tindakan ini secara amnya membentuk unit tindakan untuk pengukuran).
2: Ambil bahagian plastik dari rak bahan dan letakkannya dalam lekapan tetap.
3: Litar di stesen kerja yang sama dan bahagian plastik yang sama dibahagikan kepada beberapa unit tindakan untuk ujian. Unit tindakan mengandungi lebih daripada 2 gelung.
4: Ambil pita dari rak bahan, koyakkan pita itu, dan bungkus dahan itu. Secara amnya, terdapat satu unit tindakan setiap cawangan.
5: Ambil bahagian kedudukan dari rak bahan, pasang bahagian kedudukan, dan potong ekor.
Pengukuran jam-manusia untuk menghasilkan abah-abah sambungan:
Selepas kerja persediaan selesai, IE perlu mengkaji setiap stesen kerja dan mengukur waktu operasinya. Kaedah pelaksanaan khusus adalah seperti berikut:
Waktu kerja sebenar:
Selepas membahagikan unit tindakan, mengisi jadual ukuran waktu bekerja, dan kemudian ukur waktu bekerja mengikut tindakan. 10 data yang sah perlu direkodkan. Penghakiman data yang sah
pada dasarnya:
Apabila masa operasi unit ialah ≤30 saat, julat daripada 10 set data sepatutnya: 90% * Purata (10 set data) ~ 110% * Purata (10 set data).
Apabila masa operasi unit adalah >30 saat, julat daripada 10 set data sepatutnya: 95%*Purata (10 set data) ~ 105%*Purata (10 set data).
Masa yang dihabiskan untuk berjalan-jalan dan menunggu perlu diukur juga. Selain merekod waktu operasi sebenar, ia juga perlu untuk memerhatikan butiran pekerja semasa beroperasi. Apabila mengukur waktu kerja, anda perlu membezakan antara tindakan nilai tambah dan bukan nilai tambah. Jika didapati terdapat tindakan bukan nilai tambah dalam operasi, waktu kerja yang diukur perlu ditanda khas, dan ujian akan diuji semula selepas penambahbaikan.
Stesen pengimbangan untuk menghasilkan abah-abah sambungan:
Waktu kerja setiap stesen kerja ditambah dan diekstrak untuk membentuk dinding keseimbangan stesen kerja. Analisis dan laraskan dinding imbangan stesen kerja:
a. Hapuskan stesen kesesakan: Pindahkan kerja yang melebihi masa kitaran ke stesen yang tidak penuh. Seperti yang ditunjukkan dalam gambar di bawah, sebahagian daripada kerja di stesen 3 telah dipindahkan ke stesen 2.
b. Hilangkan masa berjalan: amati operasi sebenar dan letakkan bahagian yang perlu digerakkan bersama sebanyak mungkin
c. Hilangkan masa menunggu: memindahkan kerja limpahan dari stesen lain ke stesen ini
d. Temui kerja tanpa nilai tambah, mengoptimumkan stesen kerja, meningkatkan kandungan kerja nilai tambah, dan meningkatkan kecekapan
-Selepas mengimbangi stesen kerja
Selepas mendapat kandungan kerja baharu stesen kerja, adalah perlu untuk mengukur semula waktu kerja stesen kerja untuk mengesahkan sama ada penyelesaian seimbang boleh dilaksanakan. Jika masih terdapat ketidakseimbangan selepas pengesahan, operasi di atas perlu diulang semula.
C. Proses kemas kini: Selepas stesen kerja seimbang, kandungan yang perlu dikemas kini adalah seperti berikut: Tentukan item kemas kini khusus mengikut situasi sebenar.
1. Kemas kini kad operasi proses dan serahkan semula kepada keluaran kualiti.
2. Kemas kini dinding imbangan stesen kerja
3. Kemas kini kandungan papan perkakas, terutamanya kandungan papan kit dan papan pemasangan talian pemasangan; keluaran kualiti masih diperlukan selepas kemas kini.
4. Kemas kini kandungan operasi peralatan, pelarasan parameter, dll., dan serahkannya kepada keluaran berkualiti selepas dikemas kini.
5. Kemas kini rak alat untuk memasukkan alat untuk menyambungkan sistem. Oleh kerana pelarasan beban kerja, bahan yang sepadan yang digunakan juga akan dilaraskan. Rak perkakas yang sepadan akan mengambil kedudukan meningkat dan menurun untuk meletakkan bahan, dan label bahan akan dikemas kini pada masa yang sama.
6. Kemas kini aliran maklumat, pesanan/label abah-abah wayar dan maklumat lain yang perlu diperbetulkan berdasarkan maklumat stesen kerja terkini
7. Kemas kini susun atur kerja di tapak, melaksanakan rancangan reka bentuk terkini, dan keluarkan kualiti semula.
8. Latih pengendali di tapak mengikut pelan proses pengeluaran terkini untuk membiasakan mereka dengan kaedah.