 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
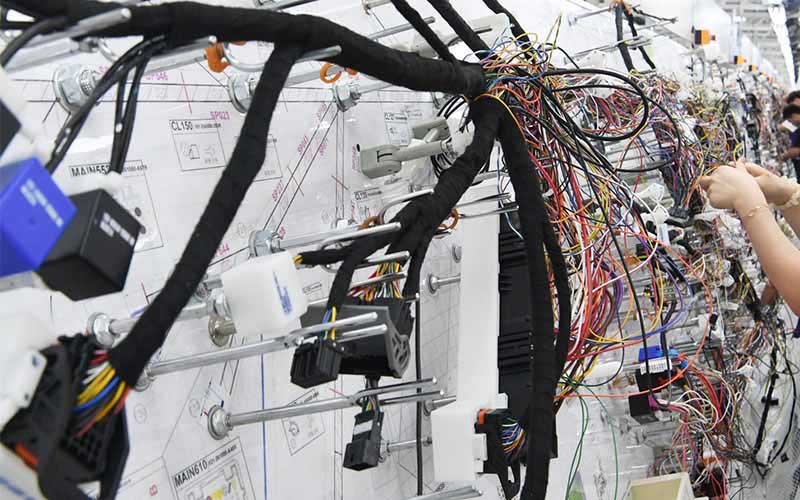
Perhimpunan abah -abah pendawaian dalam proses pembangunan produk baru mesti mengikuti proses berstruktur berikut, Mengintegrasikan perancangan reka bentuk, pelaksanaan proses dan pengesahan kualiti:
1. Reka bentuk dan pembangunan awal
Analisis dan reka bentuk lukisan
Tentukan parameter elektrik, Dimensi dan lokasi pemasangan abah pendawaian berdasarkan keperluan fungsi produk, Gunakan perisian profesional untuk melukis lukisan dua dimensi/tiga dimensi, dan menjelaskan spesifikasi wayar, hubungan dan arah sambungan.
Buat sampel dan sahkan rasionalitas reka bentuk melalui prestasi elektrik, Kekuatan mekanikal dan ujian kebolehsuaian alam sekitar .
Perhimpunan abah kawat dengan harga terbaik di China oleh produk elektrik dan bersekutu
Tentukan sambungan elektrik yang diperlukan untuk produk, termasuk jenis wayar, keperluan penyambung, dan keadaan alam sekitar.
Buat skema:
Membangunkan gambarajah pendawaian yang menggambarkan struktur dan sambungan abah -abah.
Pilih komponen:
Pilih wayar yang sesuai, penyambung, terminal, dan bahan pelindung.
Letakkan abah -abah:
Rancang susun atur fizikal wayar dan komponen, Memandangkan kekangan ruang dan kemudahan perhimpunan.
Perancangan dan Perolehan Bahan -bahan
Kenal pasti bahan abah pendawaian (wayar, penyambung, lengan penebat, dll.), dan menubuhkan perpustakaan sumber pembekal untuk memastikan bekalan bahan mentah.
Senario khas (seperti abah-abah pendawaian voltan tinggi) Memerlukan penggunaan wayar suhu tinggi/voltan tinggi dan bahan penebat api-api .
2. Proses pemasangan dan pemprosesan
SUB-bahan bilangan pengeluaran
Memotong wayar dengan tepat mengikut plat kedudukan untuk mengelakkan sisa kerana saiz sisihan, dan melakukan ujian elektrik dan pemeriksaan penuh setelah selesai.
WIRING DAN PLUGGING
Condongkan nombor sub-material mengikut partisi lukisan, dan ikuti urutan pendawaian kawasan tunggal terlebih dahulu, Cross-area kedua, Mudah pertama, dan kedua -dua kompleks. Semasa memasukkan pin, pastikan terminal sepadan dengan penyambung, dan wayar silang rantau perlu menempah panjang yang sesuai.
Binding dan penetapan
Gunakan hubungan kabel atau pita untuk mengikat wayar. Titik permulaan dipilih di kedudukan berganda. Jarak antara gelung mengikat dawai adalah kira -kira 25mm. Akhirnya dikhaskan untuk 10mm dan terikat untuk mengelakkan melonggarkan.
Pelabelan dan menandakan: Labelkan abah -abah dan wayar individu untuk pengenalan dan kebolehkesanan.
Pembungkusan: Sediakan abah -abah siap untuk penghantaran dan penyimpanan.
Dengan mengikuti langkah -langkah ini, Pengilang dapat memastikan bahawa abah -abah dawai direka bentuk, berkumpul, dan diuji untuk memenuhi keperluan khusus produk baru, Hasil hubungan elektrik yang boleh dipercayai dan cekap.

Bengkel Reka Bentuk dan Perhimpunan Kawat Paling Lanjutan
3. Pautan pengesahan kualiti
Pengukuran Elektrik dan Ujian Fungsi
Gunakan peralatan automatik untuk melaksanakan pengaliran, penebat dan menahan ujian voltan, dan secara serentak memantau kualiti terminal terminal (seperti ujian sistem tekanan).
Penjahat pendawaian kompleks mesti disahkan oleh PE/QE sebelum pelan ujian dilaksanakan.
Pemeriksaan dan gudang full
Periksa toleransi terminal, Keseragaman mengikat wayar dan ketepatan pemasangan komponen. Tiub pengecutan haba tidak boleh menjadi kuning atau rosak.
Setelah lulus pemeriksaan OQC, Ia dimasukkan ke dalam simpanan untuk memastikan pematuhan piawaian IPC-620 dan ROHS.
4. Arah pengoptimuman proses
Memperkenalkan peralatan pembuatan pintar (seperti kedudukan penglihatan mesin, Sistem Kawalan Servo) untuk meningkatkan kadar automasi dan mengurangkan campur tangan manual. Mengoptimumkan laluan pendawaian dan kecekapan aliran bahan melalui pengurusan kurus untuk mengurangkan kitaran pembangunan.
Proses ini memastikan kebolehpercayaan dan proses kebolehpercayaan yang tinggi untuk memanfaatkan pendawaian dalam pembangunan produk baru melalui kolaborasi multi-pautan dan pengesahan yang ketat.
Proses Perhimpunan Harness Wire-of-the-Art
Apakah proses pembangunan produk baru untuk memanfaatkan pendawaian automotif? Dalam artikel ini, Jurutera abah pendawaian terutamanya bercakap mengenai pengurusan projek dalam industri abah -abah pendawaian automotif dari perspektif kilang pendawaian. Proses Pembangunan Produk Wire Harness dengan tepat membantu kita memahami reka bentuk dan pembangunan produk abah kawat dari perspektif global.
01. Kata Pengantar: Pengurusan Projek dalam Industri Harness Pendawaian Automotif, Memegang tepat proses pembangunan produk pendawa.
Hari ini adalah era di mana persekitaran perniagaan dan ekonomi global berubah dengan pesat dan persaingan pasaran menjadi semakin sengit. Perkembangan produk baru secara langsung berkaitan dengan kelangsungan hidup perusahaan, Terutama dalam konteks penurunan berterusan industri kereta. Oleh itu, Cara Menjalankan Projek Pembangunan Baik supaya perusahaan dapat mencapai pembangunan mampan adalah isu yang sangat penting.
Hai semua, Ini adalah sesuatu yang saya ingin berkongsi dengan anda untuk masa yang lama. Di satu pihak, Penulis berasal dari latar belakang teknikal, Oleh itu, sebahagian besar kerjayanya telah dibelanjakan untuk kraf, Penyelidikan dan Pembangunan, projek, dll. Sebaliknya, Menghapuskan sisa dari proses pembangunan produk baru akhir lebih konsisten dengan amalan kurus. Berdasarkan pengalaman kerja peribadi (Dari perspektif pengeluar harness pendawaian), Mari kita bercakap mengenai pengurusan projek dalam industri pendawaian automotif. Proses Pembangunan Produk Wire Harness dengan tepat membantu kita memahami reka bentuk dan pembangunan produk abah kawat dari perspektif global.
02 Siasatan RFQ
1. Pengenalan bahan produk baru: Tanya laman web pembekal dan gunakan "pautan laman web pembekal", seperti yang ditunjukkan di bawah.
Komposisi Bahan Harness Wire: klasifikasi dan pengenalan wayar, sarung, terminal, hos, dll. Terdapat juga kes di mana bahan -bahan yang jarang berlaku tidak dapat dijumpai dalam talian. Pada masa ini, Anda boleh meminta pertolongan dalam kumpulan yang berkaitan dengan pendawaian. Sudah tentu, Anda juga boleh membuat beberapa sumber pembekal pada hari kerja, Dan bahkan membuat pangkalan data untuk kecemasan.
2. Penyediaan petikan: Gunakan perisian Excel untuk membuat jadual litar
Perhatian khusus: jadual gelung: Sel mesti mempunyai kandungan, seperti: buku, Double Union Vlookup, Sumif, Countif, penguasaan formula fungsi matematik,
3. Penubuhan dan peningkatan jadual BOM
Jabatan Perancangan Pengeluaran Mengurangkan Jadual BOM yang Ditubuhkan oleh Jabatan Proses ke Bahan yang Diperlukan untuk Pengeluaran Bengkel, dan kemudian menambah kuota proses setiap model kenderaan standard yang disediakan untuk membentuk bahan yang diperlukan untuk pengeluaran.
Pertubuhan dan penyelenggaraan semasa pengeluaran
Purata dan keseimbangan semua proses pengeluaran, Laraskan beban kerja setiap proses, Buat masa kerja setiap proses yang serupa, dan mengimbangi jam kerja antara setiap proses sebanyak mungkin.03 Perancangan laluan proses
1. Analisis lukisan
① Jadual Pemilihan dan Penyediaan, ② jadual penyediaan wayar gelung, ③ Gambar rajah susun atur arah wayar.
2. Output fail proses
① Statistik Data Asas
Maklumat gelung: Statistik Loop-by-loop, Jenis wayar, Panjang wayar, bahan wayar, terminal dan palam pengedap.
Langkah: Nombor setiap sarung pada lukisan produk siap mengikut urutan dari kiri ke kanan dan atas ke bawah, seperti yang ditunjukkan dalam nombor z1, Z2, Z3, dll.;
②Circuit Table Production
A. Perbezaan antara garis lurus dan pendawaian
B. Maklumat yang perlu dinyatakan dalam jadual litar, Mengetuk tajuk di kedua -dua hujungnya, pra-nota, Parallels ganda, terminal, dll.
Ungkapan pelucutan dan pendawaian, ungkapan selari berganda
C. Pengiraan panjang garis
Panjang tangen = panjang asas + panjang tambahan + panjang perlombongan
Panjang Asas = Jumlah dimensi litar yang sama antara satu atau dua akar sarung atau jumlah dimensi dari satu akar sarung ke outlet tengah.
D. Pertimbangkan toleransi panjang pendawaian pendawaian
③ Pengeluaran gambarajah pendawaian
A. Ungkapan hubungan pendawaian, sambungan dan orientasi;
B. Peraturan pemilihan terminal (Diameter wayar yang berbeza sesuai dengan terminal yang berbeza);
C. Cara melukis wayar terlindung;
D. Tetapan kenalan adalah munasabah;
④ Buat gambar pra-pemasangan
A. Semua garis lurus diatur dan dipasang sebelum;
B. Susunan pendawaian mudah dipasang sebelum ini (Susun satu hujung cawangan yang berasingan) dan susunan rumit tidak diperlukan;
C. Sarung satu lubang diatur untuk dipasang sebelum ini;
D. Sekiranya terminal sukar dimasukkan dan sarungnya rumit untuk beroperasi, cuba mengatur sebanyak mungkin litar;
E. Perhatikan bahawa sarung dengan sekeping kunci dan lekuk kunci dipasang dengan atau tanpa lekuk kunci;
F. Penggunaan paip beralun tertutup untuk cawangan dicerminkan dalam rajah pra-pemasangan. Sekiranya bahagian getah dan kurungan perlu diletakkan terlebih dahulu, peringatan mesti ditambah;
G. Penerangan arah pandangan digabungkan dengan rajah pra-pemasangan;
H. Penerangan mengenai kaedah pengunduran tidak dapat ditinggalkan;
Pemilihan sarung primer dan sekunder: Cuba pilih sarung dengan lebih banyak litar sebagai sarung utama. Sekiranya terdapat banyak cawangan pendawaian, anda boleh memasukkannya secara langsung di papan perkakas tanpa pemasangan pra-pemasangan.
⑤ Penciptaan dan Penambahbaikan Senarai BOM
1. Berdasarkan lukisan, menganalisis litar, casings, Sponges, dll., dan membuat senarai material untuk produk harness pendawaian untuk mengurangkan kemungkinan ketinggalan;
2. Rujuk kepada "Prosedur Operasi ERP" dan masukkan senarai bahan ke dalam sistem ERP;
3. Setelah input selesai, Sebelum semakan, Produk baru akan diperiksa untuk pertama kalinya mengikut "Prosedur Pemeriksaan BOM". Simpan maklumat sokongan pengesahan dan serahkannya kepada pengulas untuk semakan BOM;
3. Juruaudit dengan Pihak Berkuasa Audit BOM Sistem ERP Perlu Memeriksa Bahan Sokongan Pengesahan Sebelum Audit, dan masukkan sistem ERP setelah mengesahkan bahawa mereka betul. Menjalankan operasi audit untuk produk yang perlu diaudit;
Wayar, terminal, sarung, Palam pengedap, palam, mengepam kaki, hubungan kunci, Buckles, kurungan, pelbagai tiub.
Label kelayakan, Kad insurans bahagian getah bernombor dari awal hingga akhir: Jenis Fungsian, Jenis selongsong. Aksesori, dll. perlu memastikan 100% ketepatan dalam proses dan input bom.
⑥ Lukisan dan pengeluaran lukisan perkakas
Semasa melukis lukisan perkakas, Prinsipnya adalah untuk memulakan pendawaian dari kiri ke kanan. Untuk mempertimbangkan kemudahan kerja dan perhimpunan di tempat, Garis cawangan biasanya diedarkan di kuadran pertama dan keempat.
Direka ergonomik: dekat dengan pusat papan di bahagian atas, dengan pengaturan yang kurang di bahagian bawah untuk meminimumkan pergerakan lenturan.
Mula meletakkan garis utama dari sebelah kiri papan perkakas. Berdasarkan prinsip bahawa tidak perlu mengubah garis utama, Pilih spesifikasi papan kertas dan perkakas dengan panjang yang sesuai. Grafik, gambar, dan teks harus disimpan dari kawasan pemasangan perlawanan.
Nota: Tanpa menjejaskan susun atur perkakas dan pemasangan perlawanan, Rajah dan nama sarung boleh diperbesarkan secara berskala dan ditandai dengan warna untuk dilihat dengan mudah oleh operator.
Nombor -nombor itu diatur agar mudah dicari.
Keperluan teknikal seperti lukisan bingkai, keperluan teknikal, Sejarah Semakan, perubahan reka bentuk, titik operasi, dll. tidak boleh ditinggalkan.
⑦ Buku Standard Standard dan Buku Piawaian Standard
Standard operasi tertentu untuk objek yang dirumuskan untuk memastikan kualiti dan keselamatan proses pengeluaran. Arahan kerja rumah harus dari awal hingga akhir tindakan, Dan setiap tindakan di tengah harus dijelaskan secara terperinci.
Dari perspektif struktur abah pendawaian kereta, Proses pembuatan sangat bergantung pada kerja manual, Dan bentuk pengeluaran adalah perusahaan intensif buruh. Oleh itu, Buku arahan kerja yang baik mudah difahami, dengan gambar dan teks, yang membantu pekerja mematuhi spesifikasi kerja dan mencapai tujuan pengurusan visual.
Selepas penyediaan awal arahan kerja, Kajian pra-pengeluaran proses pengeluaran dapat dijalankan untuk mengesan dan membetulkan kecacatan reka bentuk proses awal dan mempromosikan peningkatan proses untuk memenuhi keperluan untuk peningkatan produk yang berterusan.
Piawaian pemeriksaan: Pemeriksaan yang dilakukan untuk mengelakkan produk yang cacat dari projek dari mengalir ke projek seterusnya. Kandungannya termasuk: item pemeriksaan, penanda aras, kaedah, mengukur lekapan, kekerapan, dll.
04 Output setiap peringkat
1. Mematuhi kehendak buku program
"Buku Prosedur Pembangunan Produk Baru"
A. Laporan Kelayakan Pembuatan Produk Baru
B. Pembentukan ahli pasukan APQP
C. Reka bentuk ringkas
D. Senarai Bahan Awal
E. Carta aliran proses
F. Pelan Jaminan Produk
G. Senarai ciri khas proses produk
H. Proses fmea
I. Penyerahan data PPAP
2. Log masuk sistem dan penggunaan
Setiap peringkat perlu mengeluarkan nama dan senarai borang. Data pembangunan teknikal lengkap, termasuk: lukisan, jadual litar, Lukisan Alat, Lukisan pra-pemasangan, Bom, standard kerja, Borang pemeriksaan dan dokumen aliran proses lain.
3. Pengeluaran Ketiga- dan bentuk peringkat keempat
Matlamat: Semua borang boleh dibuat mengikut keadaan sebenar
05 Pengurusan aliran awal
Ia terpakai dari permulaan pengeluaran besar -besaran produk baru hingga tiga bulan pengeluaran besar -besaran atau sehingga kualiti menjadi stabil setelah sasaran kualiti mencapai keadaan mengangkat. Apabila bahan, Kaedah pembinaan, dan peralatan diubah semasa perubahan kejuruteraan, Tempoh masa aliran awal akan ditentukan berdasarkan kepentingan mereka. Dalam tempoh ini, Siri pengurusan dijalankan untuk memastikan kualiti dan penghantaran.
06 Kesimpulan
Dalam pembangunan produk baru, Sekiranya proses produk tidak ditentukan pada peringkat awal, Bahan dan peralatan yang sesuai tidak dipilih, dan kerja pengesahan yang mencukupi tidak dilakukan, ia akan menyebabkan kerugian besar pada pengeluaran besar -besaran kemudian. Analisis lukisan abah -abah wayar adalah tugas asas dan kritikal dalam pemprosesan abah wayar.
Oleh itu, Ketepatan dan kecekapan analisis lukisan sangat penting, dan secara langsung akan menjejaskan komposisi kos produk, seperti apa bahan standard, bahagian standard, dan anggaran jam buruh digunakan. Kawalan yang munasabah terhadap kos abah -abah yang munasabah dengan berkesan menjadikan analisis kos abah -abah lebih telus dan rasional. Oleh itu, Semasa proses pembangunan, Pengoptimuman kos yang munasabah dijalankan, dan demonstrasi ujian yang berkaitan dijalankan untuk menjalankan penggantian dan penyetempatan bahagian dan komponen yang sepadan, yang akan menyumbang kepada penjimatan kos produk.
R&D Proses, Sebagai pendahulu untuk proses pengeluaran, mesti selalu mempertimbangkan bagaimana produk yang direka dapat dihasilkan secara besar-besaran. Menekankan keharmonian antara cadangan pelanggan dan proses pengeluaran (Matlamatnya adalah untuk mencapai pengeluaran tanpa lemak), Oleh itu, lebih banyak perhatian akan dibayar kepada penyertaan kakitangan yang berkaitan dalam proses pengeluaran.