 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Ključne točke dizajna i razvoja proizvodnje priključnih svežnja
I. Dizajn i razvoj
Proces dizajna
Analiza zahtjeva: Pojasnite električne parametre (kao što je 400A strujni kapacitet), fizička veličina (terminalna gustina povećana za 30%) i mjesto ugradnje pojasa, i prilagodite dizajn u kombinaciji sa arhitekturom vozila (kao što je kontroler domene).
Modularni dizajn: Usvojite platformska rješenja (kao što je MX sistem velikih konektora), integrisati napajanje, prijenos signala i funkcije odvođenja topline, podržavaju hot plugging kako biste skratili vrijeme nadogradnje OTA-a 70%.
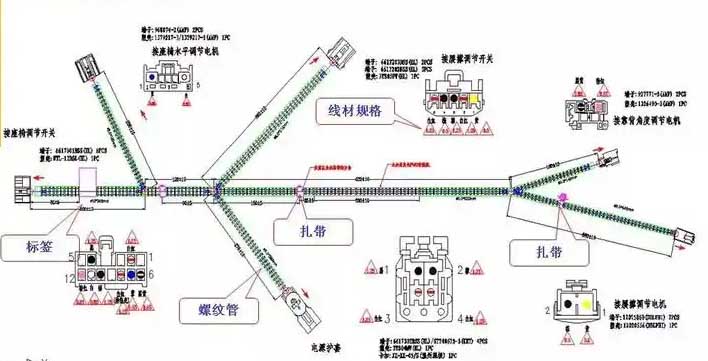
Izlaz crteža: Nacrtajte trodimenzionalni dijagram izgleda kroz profesionalni softver, označite specifikacije žice, vrste konektora i zahtjevi zaštite, i istovremeno generirati tabelu petlje i dijagram smjera pojasa.
Prototipi i proizvodnja prilagođenih žičanih kabela i proizvodnje
Ključna tehnologija
Dizajn elektromagnetne kompatibilnosti: Koristite pletenu zaštićenu žicu i konektore sa zaštitnim slojem za suzbijanje elektromagnetnih smetnji (preslušavanje se kontroliše ispod -50dB).
Slojeviti ili paralelni raspored visokonaponskih i niskonaponskih svežnja za smanjenje smetnji visokog napona na niskonaponskom sistemu.
Optimizacija visokonaponskog sistema:
Dvostruki dizajn osigurava stabilnost DC visokonaponskog kola. Konektor mora ispunjavati zahtjeve visokonaponskog otpora (kao što je sistem od 48V), visok nivo zaštite i preklapanje petlje.
Algoritam dinamičke kompenzacije napona kontroliše fluktuaciju napajanja unutar ±0,5V radi poboljšanja pouzdanosti sistema.
Izrada sheme i dijagrama ožičenja:
Kreirajte detaljne šeme i dijagrame ožičenja kako biste definirali interakcije komponenti i fizičke veze.
Odabir komponenti:
Odaberite odgovarajuće žice, Konektori, terminali, i izolacijskih materijala prema zahtjevima.
Harness Layout Design:
Planirajte fizički raspored žica, Konektori, i drugi elementi, s obzirom na prostorna ograničenja, rutiranje, i ublažavanje naprezanja.
Prototipiranje:
Napravite prototip da potvrdite dizajn i izvršite potrebna prilagođavanja prije proizvodnje u punom obimu.
2. Proizvodnja i razvoj
Osnovni proces
Odabir sirovina:
Žica koristi bakreno jezgro otporno na visoke temperature ili žicu od aluminija (kao što je visokonaponski žičani svežanj za nova energetska vozila), a konektor se mora prilagoditi gustini terminala i zahtjevima struje (kao što je serija DF53 sa 10A kontinuiranom strujom).
Izolacijski materijal mora imati otpornost na plamen i otpornost na elektrolit (kao što je FPC konektor serije TB4).
Proces obrade:
Sečenje žice: Izrežite prema preciznosti crteža, a tolerancija mora zadovoljiti standard za proračun dužine žice.
Krimovanje terminala: Koristite potpuno automatsku opremu za presovanje kako biste osigurali otpornost na kontakt <5mΩ.
Zaštita montaže: Umetnite valovitu cijev ili crijevo, pričvrstite ga vezicom za kablove, i dodajte oznaku etikete.

Modularni dizajn kabelskog svežnja pojednostavljuje proizvodnju i održavanje
Provjera kvaliteta
Električni test:
Test kontinuiteta za provjeru otvorenog kruga, test otpora izolacije za otkrivanje curenja, i izdržati test napona kako bi se potvrdila stabilnost u visokonaponskom okruženju.
Test brzine bitnih grešaka (kao što održava serija IT14 0.01% brzina bitne greške na 85°C) osigurava pouzdanost prijenosa signala velike brzine.
Mehanički i ekološki test:
Vibracije, slani sprej i ciklusni testovi na visokim i niskim temperaturama kako bi se osigurala izdržljivost kabelskog svežnja u ekstremnim radnim uvjetima.
Pregled izgleda ne pokazuje izbočine ili oštećenja, a zaštitni materijal je u potpunosti pokriven.
III. Industry Trends
Inteligentna integracija: Kroz fuziju senzora (kao što su RNC senzori buke na cesti) i algoritmi, Postignuta je tačnost smanjenja šuma od ±0,5dB, a energetska efikasnost je optimizovana.
Lagan i efikasan: Modularni dizajn smanjuje lemne spojeve i dužinu kabelskog svežnja (kao što je serija TB4 smanjuje sate montaže 70%), pomaže u smanjenju težine vozila za 12 kg.
Gore navedeni procesi i tehnološke inovacije su verifikovane u projektima masovne proizvodnje kompanija kao što su Molex i Hirose Electric, pokrivaju vozila nove energije, data centri, i humanoidni roboti.
Razvoj kabelskog snopa uključuje višestepeni proces iz dizajna do proizvodnje. Počinje definiranjem zahtjeva, Stvaranje šema, Odabir komponenti, a zatim fizički postavljajući kabel. Proizvodnja uključuje rezanje, skidanje, Povezivanje žica, sastavljanje, i testiranje gotovog proizvoda.
Određuje se konačni plan za projektovanje priključnog svežnja:
Koncept: Prije masovne proizvodnje povezanih žičanih svežnja, procesni inženjeri moraju provjeriti procesnu metodu nakon podjele radnih stanica (to jest, procesna metoda koja se koristi tokom SOP-a). Prilagođavanja i ponovne verifikacije se vrše tokom procesa verifikacije, a metoda finaliziranog procesa je konačni plan.
Vrijeme je da se odredi plan: U kasnijim fazama PPAP faze, prije zvaničnog pokretanja, procesni inženjeri treba da finaliziraju konačni plan.
Odredite svrhu programa
1. Kako bi se osigurao nesmetan napredak procesa tokom zvaničnog pokretanja. Problemi otkriveni tokom procesa verifikacije mogu se riješiti što je prije moguće i neće biti ostavljeni tokom masovne proizvodnje.
2. Neće biti većih problema ili uskih grla u ranim fazama masovne proizvodnje.
3. Omogućava timu da završi masovnu proizvodnju u određenom roku, glatko ući u SOP fazu, i besprijekorno se povežite s kupčevom SOP fazom.
4. Uvjerite se da je kvalitet kabelskog svežnja proizvedenog u fazi masovne proizvodnje netaknut.

Custom Industrial & Medicinski kontrolni pojasevi
Kriterijumi za određivanje konačnog dizajna priključnog svežnja
A. Svaka stanica radi glatko prema metodi procesa. Takozvana glatkoća znači da procesna metoda radi glatko, a ljudi i ljudi i mašine prećutno sarađuju jedni s drugima, bez sukoba i čekanja. Specifični standardi su sljedeći:
Ispravan redoslijed montaže
Za montažu sklopa kabelskog svežnja, ručni koraci su komplikovani. Prilikom formulisanja metode procesa, posebnu pažnju treba obratiti na redoslijed montaže. Iako je redoslijed montaže inicijalno provjeren prilikom prihvatanja operativne kartice, kada se odredi konačni plan, sadržaj i redoslijed skupa tek treba proučiti i analizirati, jer ovi radni sadržaji moraju biti završeni unutar vremena ciklusa. U ovoj fazi, više pažnje se posvećuje detaljima operacija operatera na radnoj stanici, kao što je da li je uzeti materijal u skladu sa radnim redosledom, da li postoje sukobi u radu više ljudi na radnoj stanici, itd.
B. Vrijeme za svaku stanicu da završi montažu kabelskog svežnja je unutar ciklusa. Zahtevamo da je efikasan (dodanu vrijednost) vrijeme rada svake radne stanice ne samo da mora biti unutar vremena ciklusa, ali takođe treba da bude beskonačno blizu vremena ciklusa, kako bi se osigurala maksimalna efikasnost operatera. Maksimiziranje efikasnosti znači maksimiziranje efektivnosti (dodanu vrijednost) vrijeme rada osoblja u navedenom vremenu. Koncept uključuje efektivno, vrijeme rada s dodanom vrijednošću, što se posebno shvata na sledeći način:
Za operacije u procesu proizvodnje žičanog svežnja, dijeli se na sljedeća četiri tipa:
1. Akcije s dodanom vrijednošću: efektivne operacije, operacije potrebne za proizvodnju žičanog svežnja, kao što je umetanje terminala, traka za omotavanje, i ugradnju dijelova za pozicioniranje. Ovo su neophodne radnje prilikom sastavljanja komponenti. Bez ovih operacija, kabelski svežanj se ne može sastaviti.
2. Radnje koje ne dodaju vrijednost: To je, nevažeće operacije, nepotrebne operacije za proizvodnju žičanog svežnja. Kao što je ispravljanje žica kako bi se spriječilo njihovo oštećenje; držite terminale u pogrešnom smjeru prilikom umetanja terminala; potrebno je rotirati žice kako bi se prilagodio smjer terminala, pokupiti ispušteni materijal, itd. Ove akcije su dodatne akcije koje se generišu tokom sastavljanja i utiču na vreme sastavljanja. Ove akcije su akcije koje IE treba da otkrije i eliminiše.
3. Čekam: to jest, čekanje u navedenom roku. Postoje dvije vrste čekanja: jedan je kada je zaposlenik završio sav posao na ovoj stanici, ali vrijeme tekta još nije stiglo i nema šta da se radi, što ukazuje da radno opterećenje na ovoj stanici nije dovoljno. Drugi je da je zaposlenima potrebna linija koja je prošla sa prethodne radne stanice da bi završili rad ove radne stanice. Međutim, u navedeno vrijeme, prethodna radna stanica nije prošla dolaznu liniju, što ukazuje da je na prethodnoj radnoj stanici došlo do uskog grla i da se posao nije mogao završiti u navedenom roku i prenijeti na sljedeću radnu stanicu. Ova čekanja su takođe ono što IE treba da eliminiše.
Hodajte napred i nazad:
Kada zaposleni rade, moraju se pomaknuti od tačke A do tačke B prije nego što mogu ući u operaciju; međutim, nema operacije tokom prekoračenja od A do B, samo hodanje. Najčešća situacija je da jedan zaposleni ima dvije radne stanice, a zaposlenik treba da ide od A do B. Ova vremena kretanja su takođe nepoželjna. Stoga, prilikom postavljanja radne stanice, pokušajte da na jednu radnu stanicu postavite sadržaj koji je potreban istom zaposleniku za rad, ili postavite dijelove radne stanice što bliže kako biste izbjegli pomicanje naprijed-nazad.
Nadamo se da ćemo u potpunosti planirati rad zaposlenika s dodanom vrijednošću unutar ograničenog vremena ciklusa i potvrditi da je to izvodljivo tokom finalizacije rješenja.
C. Veza između radnih stanica je jasna i glatka. Posebno se ogleda u sljedećim aspektima:
1. Kada se kablovi prenose između radnih stanica, Alati koji se koriste za prijenos su razumno dizajnirani da olakšaju zaposlenicima postavljanje kablova. Kabelski svežanj je postavljen na alat za prijenos na jasan način bez oštećenja kabelskog svežnja, a plasirana količina je jasno definisana.
2. Proces transfera je jednostavan i lak za rad zaposlenih. Istovremeno, lako je pokupiti svežanj ožičenja na sljedećoj radnoj stanici.
3. Informacije se prenose potpuno bez gubitka. Nakon što dobijem kabelski svežanj na ovoj stanici, jasno vodite model ili ID kabelskog svežnja u ruci. U testiranju kabelskog svežnja, trebate koristiti ID kabelskog svežnja za preuzimanje odgovarajućeg programa ožičenja. Stoga, tokom procesa isporuke, nosač koji prikazuje ID pojasa, kao što je narudžba ili etiketa, mora biti u skladu sa samim pojasom, i identitet se ne može izgubiti tokom isporuke.
Proces proizvodnje priključnog svežnja
A. Pripremni radovi: Prije utvrđivanja konačnog plana potrebne su neke preliminarne pripreme. Ovi zadaci moraju biti pripremljeni unaprijed prije nego što se može provesti verifikacija procesnih metoda. Konkretni detalji su sljedeći:
1. Status alata i opreme je ažuriran i objavljen je. Zato što su inženjerske promjene ožičenja česte, inženjerske promjene su neizbježne čak i tokom faze povećanja. Stoga, alati i oprema na licu mjesta trebaju osigurati da su inženjerske promjene ispravno implementirane i da su prihvaćene od odjela za kvalitetu i da se mogu koristiti za proizvodnju.
2. Raspored proizvodnog prostora na licu mesta je kompletan i nema nedostataka. Stalak za alat je postavljen u ispravan položaj, alati i oprema su netaknuti i bez grešaka, a korišćeni alati postavljeni su na ispravan položaj.
3. Metoda procesa je prvobitno verifikovana od strane IE, a inženjerski status je najnoviji.
4. Status parametara potrebnih za različite produkcije je ažuriran i verificiran je i objavljen.
5. Žice i druge sirovine treba prenositi na ispravan način (provodnici, kutije za materijal, itd.) i postavljen na ispravan položaj na stalku za alat.
6. Sistem povezivanja je završen: korišteni alati za povezivanje su razumno dizajnirani, prijenos informacija je kontinuiran i potpun, i nosioci informacija (narudžbe za kablove, informativne kartice, etikete) koje se koriste na početnom kraju informacija su sve spremne.
7. Mrežna veza je dobra: snimanje rezultata testa i komunikacija, sistem za praćenje žica, itd. rade normalno, štampanje etikete je normalno i informacije prikazane na etiketi su tačne.
8. Operateri su na mestu. Od operatera se traži da budu zaposleni u proizvodnji. Zahtijeva zaposlenike sa bogatim proizvodnim iskustvom, ili zaposlenike sa iskustvom u proizvodnji ovog žičanog pojasa, koji su upoznati sa procesom montaže ovog kabelskog svežnja i vješti u radu. Kada više zaposlenih radi na istoj radnoj stanici, broj zaposlenih na ovoj radnoj stanici treba uporediti i istovremeno provjeriti. Inače, ne može se provjeriti postoji li sukob između radnih stanica.
Prema procesnoj kartici, radni sadržaj svake radne stanice podijeljen je u nekoliko akcionih jedinica i stavljen u listu akcija. Prilikom podjele, morate obratiti pažnju na odgovarajuću veličinu podjele akcije. Generalno, IE se mjeri ručno na licu mjesta pomoću štoperice, i postoje greške u samom mjerenju. Ako je podjela previše fina, greške prisutne u mjerenju će biti pojačane, što rezultira netačnim radnim vremenom za ovu akciju. Ako je podjela pregruba, stvarno radno vrijeme ove akcije nakon što se neke radnje premjeste na druge stanice ne može se dobiti prilikom balansiranja radne stanice. Prema iskustvu, ovaj metod podjele se općenito slijedi:
1: Uzmite žice iz police za materijal, umetnite terminale, i položiti žice (ove tri akcije generalno čine jedinicu akcije za merenje).
2: Uzmite plastične dijelove iz stalka za materijal i stavite ih u fiksirano učvršćenje.
3: Kolo u istoj radnoj stanici i istom plastičnom dijelu podijeljeno je u nekoliko akcijskih jedinica za testiranje. Jedinica akcije sadrži više od 2 petlje.
4: Uzmite traku sa stalka za materijal, otkinuti traku, i zamotajte granu. Generalno, postoji jedna jedinica akcije po grani.
5: Uzmite komad za pozicioniranje iz police za materijal, ugradite komad za pozicioniranje, i odseći rep.
Mjerenje radnih sati za proizvodnju priključnih svežnja:
Nakon što su pripremni radovi završeni, IE treba da prouči svaku radnu stanicu i izmeri njene radne sate. Specifične metode implementacije su sljedeće:
Stvarno radno vrijeme:
Nakon podjele akcionih jedinica, popuniti tabelu merenja radnog vremena, a zatim izmjerite radno vrijeme prema akcijama. 10 valjane podatke treba zabilježiti. Procjena valjanih podataka
u principu:
Kada je vrijeme rada jedinice ≤30 sekundi, raspon od 10 skupovi podataka bi trebali biti: 90% * Prosjek (10 skupovi podataka) ~ 110% * Prosjek (10 skupovi podataka).
Kada je vrijeme rada jedinice >30 sekundi, raspon od 10 skupovi podataka bi trebali biti: 95%*Prosjek (10 skupovi podataka) ~ 105%*Prosjek (10 skupovi podataka).
Vrijeme provedeno u šetnji i čekanju također se mora mjeriti. Pored evidentiranja stvarnih radnih sati, takođe je potrebno voditi računa o detaljima zaposlenih tokom rada. Prilikom mjerenja radnog vremena, morate razlikovati akcije s dodanom vrijednošću i radnje bez dodane vrijednosti. Ako se utvrdi da u operaciji postoje radnje bez dodane vrijednosti, izmjereno radno vrijeme potrebno je posebno označiti, a test će biti ponovo testiran nakon poboljšanja.
Stanica za balansiranje za proizvodnju priključnih svežnja:
Radno vrijeme svake radne stanice se dodaje i izdvaja kako bi se formirao zid ravnoteže radne stanice. Analizirajte i podesite zid ravnoteže radne stanice:
a. Uklonite stanice sa uskim grlom: Premjestite posao koji premašuje vrijeme ciklusa na stanicu koja nije puna. Kao što je prikazano na slici ispod, dio posla u stanici 3 je premješten na stanicu 2.
b. Eliminišite vrijeme hodanja: promatrajte stvarni rad i spojite dijelove koje je potrebno pomaknuti što je više moguće
c. Eliminišite vreme čekanja: premjestiti posao prekoračenja sa drugih stanica na ovu stanicu
d. Otkrijte rad bez dodane vrijednosti, optimizirati radne stanice, povećati radni sadržaj s dodanom vrijednošću, i poboljšati efikasnost
-Nakon balansiranja radne stanice
Nakon dobijanja novog radnog sadržaja radne stanice, potrebno je ponovo izmjeriti radno vrijeme radne stanice kako bi se provjerilo da li je balansirano rješenje izvodljivo. Ako i dalje postoji neravnoteža nakon verifikacije, gornju operaciju treba ponoviti ponovo.
C. Proces ažuriranja: Nakon što je radna stanica izbalansirana, sadržaj koji treba ažurirati je sljedeći: Odredite specifične stavke ažuriranja prema stvarnoj situaciji.
1. Ažurirajte operacijsku karticu procesa i ponovo je pošaljite na izdanje kvalitete.
2. Ažurirajte zid ravnoteže radne stanice
3. Ažurirajte sadržaj ploče s alatima, posebno sadržaj ploče kompleta i montažne ploče za montažnu liniju; kvalitetno izdanje je i dalje potrebno nakon ažuriranja.
4. Ažurirajte sadržaj rada opreme, podešavanje parametara, itd., i pošaljite ga u kvalitetno izdanje nakon ažuriranja.
5. Ažurirajte stalak za alat da biste uključili alate za povezivanje sistema. Zbog prilagođavanja obima posla, odgovarajući materijali koji se koriste također će biti prilagođeni. Odgovarajuće police za alat će zauzimati rastuće i opadajuće pozicije za postavljanje materijala, a etikete materijala će biti ažurirane u isto vrijeme.
6. Ažurirajte protok informacija, narudžbe/oznake kabelskog svežnja i druge informacije koje treba ispraviti na osnovu najnovijih informacija o radnoj stanici
7. Ažurirajte raspored rada na lokaciji, implementirati najnoviji plan dizajna, i ponovo pustite kvalitetu.
8. Obučite operatere na licu mjesta prema najnovijem planu proizvodnog procesa kako biste ih upoznali s metodama.