 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Analýza technologie ultrazvukového svařování spojovacích vodičů elektrických vozidel
I. Výhody procesu
Vysoká účinnost a spolehlivost
Ultrazvukové svařování dosahuje pevné vazby mezi atomy kovu prostřednictvím třecího tepla generovaného vysokofrekvenčními vibracemi. Není potřeba žádná pájka ani tavidlo. Svarový spoj má nízký odpor a vynikající vodivost, což může výrazně snížit energetické ztráty a rizika vytápění. Je vhodný pro vysokonapěťové kabelové svazky a konektorové systémy.
Ve srovnání s tradičními procesy krimpování nebo pájení, doba jeho svařování je krátká (jen pár sekund), a pevnost spoje je vysoká, které odolají vibracím a mechanickému namáhání během jízdy vozidla.

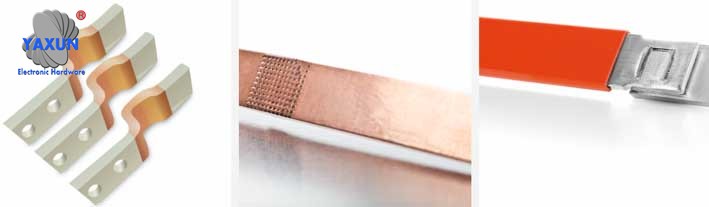
Různé přizpůsobené přípojnice – pevné, flexibilní
Široká přizpůsobivost materiálu
Tato technologie dokáže zpracovat různé materiály, jako je měď, hliník a jeho slitiny. Je zvláště vhodný pro potřeby svařování tenkých vícežilových kabelových svazků a plochých přípojnic (jako jsou měděné/hliníkové tyče) v nových energetických vozidlech, splňující požadavky na lehkost a optimalizaci prostoru.
Ochrana životního prostředí a úspora energie
Charakteristiky nízké spotřeby energie snižují výrobní náklady, a zároveň se vyhnete problémům s korozí způsobenou zbytky tavidla, a zlepšení dlouhodobé spolehlivosti kabelových svazků.
2. Typické scénáře aplikací
Připojení vysokonapěťového kabelového svazku
Používá se pro vysokonapěťové svařování kabelů mezi bateriemi a hnacími motory pro splnění požadavků na přenos velkých proudů (jako jsou kabelové svazky s plochou průřezu ≥50 mm²) a zajišťují nízký vnitřní odpor a vysokou mechanickou pevnost.

Přizpůsobená flexibilní přípojnice
Integrace systému přípojnic
Uvnitř baterie, ultrazvukové svařování spojuje více plochých přípojnic (obvykle měď nebo hliník) k pólům baterie, snížení obsazenosti prostoru a zlepšení současné účinnosti distribuce.
Součásti nabíjecího systému
Aplikováno na klíčové komponenty, jako jsou rozhraní pro rychlé nabíjení a kapalinou chlazené nabíjecí pistole, aby byla zajištěna stabilita a odolnost kontaktů během nabíjení vysokým výkonem.
3. Technické výzvy a řešení
Potíže se svařováním velkých čtvercových svazků drátů
Kabelové svazky s plochou průřezu větší než 50 mm² vyžadují zařízení s vyšším výkonem (například ≥10 kW), a zvýšený svařovací tlak způsobí deformaci tradičního konzolového zařízení, vyžadující pevnější konstrukční návrh ke zlepšení účinnosti přeměny energie.

Ultrazvukové svařování přípojnic v aplikacích elektrických vozidel
Monitorování kvality svařování
Proces svařování potřebuje sledovat parametry, jako je energie, amplituda, a tlak v reálném čase, a analyzovat svařovací křivku prostřednictvím systému detekce vibrací online, aby se zabránilo problémům se svařováním za studena nebo odpájením. Například, monitorovací řešení vyvinuté společností Jiaocheng Ultrasonic může dynamicky sledovat stav svařování a zlepšit výnos.
IV. Trend vývoje
Inteligentní upgrade: V kombinaci s algoritmem AI pro optimalizaci adaptivního nastavení svařovacích parametrů pro splnění svařovacích potřeb nových kabelových svazků, jako jsou měděno-hliníkové kompozitní vodiče a nátěrové materiály8.
Výzkum a vývoj vysoce výkonných zařízení: Vyvinout speciální zařízení s vyšším výkonem a tlakem pro potřeby svařování kabelových svazků s větším průřezem (například 150 mm²) ve scénářích přeplňování.
Shrnutí
Ultrazvukové svařování se stalo základním procesem pro spojování vysokonapěťových kabelových svazků a přípojnic elektrických vozidel s vysokou účinností, nízká spotřeba, a vysokou spolehlivostí. S nárůstem kapacity baterie a rozvojem technologie rychlého nabíjení, tato technologie musí dále prolomit úzké hrdlo svařování kabelových svazků velkých čtverců a zajistit bezpečnost prostřednictvím inteligentního monitorování kvality.
Pružné přípojnice a masivní přípojnice přivařené k plným přípojnicím
Automobilový průmysl výroby kabelových svazků je od konce 80. let největším uživatelem ultrazvukového svařování, především s využitím technologie pro spojování drátů. Však, nové aplikace této technologie se používají jako součást budoucích procesů, které nakonec poskytnou výrobcům automobilů řešení mnoha nedostatků dnešní technologie elektrických vozidel.. Tento článek představuje především ultrazvukové svařování přípojnic a přípojnic automobilových kabelových svazků.
1. Aktuální prostředí výroby elektrických vozidel
V elektrických vozidlech, velké sady baterií kombinované v uzavřených obalech se používají k dosažení provozního napětí a proudu potřebného k napájení elektromotoru vozidla. V současné době, dva hlavní problémy v oblasti EV/HEV jsou skladování energie a dojezd. OEM řeší tyto problémy dvěma způsoby: výroba větších baterií pro větší dosah, a vytváření výkonnějších baterií pro rychlejší nabíjení. Oba přístupy mají výzvy. Ano, baterie mohou být větší, ale mohou dosáhnout pouze určité velikosti, než se stanou příliš drahými a těžkými na to, aby byly životaschopným řešením.
Tradiční elektroinstalace není obvykle prvním místem, kde lidé hledají inovace pro elektromobily, ale nedávný pokrok má velký dopad na příběh EV. Protože výrobcům OEM dávají dvě věci, které v architektuře elektromobilů zoufale potřebují: méně hmoty a více prostoru. Jedním ze způsobů, jak uvolnit prostor a snížit hmotnost, je přejít z kruhového vedení na ploché vodiče. K tomu slouží přípojnice.

Kabely přivařené na obou koncích pevné přípojnice
2. Co je elektrická přípojnice?
Odvozeno z latinského slova „omnibus,“, což se překládá jako „všechny“ (jako ve „všech proudech v daném systému“), přípojnice jsou ploché vodiče, které se stávají součástí architektury elektrických vozidel. Přípojnice jsou obvykle instalovány v rozvaděčích, rozvaděče a sběrnicové skříně pro lokalizované silnoproudé rozvody. Používají se také pro připojení vysokonapěťových zařízení v elektrických rozvodnách a nízkonapěťových zařízení v bateriových bankách. Přípojnice jsou kovové tyče nebo tyče vyrobené z mědi, mosaz, nebo hliník, které se používají pro uzemnění a vedení elektřiny. Elektrické přípojnice mohou být potaženy různými materiály, jako je měď, poskytnout různé limity a variace vodivosti. Přípojnice mají mnoho tvarů a velikostí, a tyto tvary a velikosti budou určovat maximální množství proudu, který může vodič nést, než se zhorší.
Dnes, je jich až 20+ přípojnice v sadě baterií, a toto číslo se bude zvyšovat s tím, jak budou baterie větší a/nebo výkonnější, zatímco prostor uvnitř baterie zůstává velmi těsný. Ultrazvukové svařování je preferovaným procesem spojování přípojnic v aplikacích elektrických vozidel. Ale protože tyto výkonnější baterie jsou schopné pouze rychlého nabíjení, možná se brzy dočkáme dalších inovací přípojnic nad rámec bateriových sad. Přenos vysokého výkonu z nabíjecího vstupu do baterie a dále na další vysoce výkonné motory a zařízení zvyšuje potřebu inovativních aplikací ultrazvukového svařování.
3. Proč firmy preferují přípojnice?
Z dlouhodobého hlediska, má se za to, že u některých kabelových svazků v automobilovém průmyslu mohou být upřednostňovány přípojnice před standardními kabely. Rostoucí obliba elektromobilů, nákladová efektivita, snadnost instalace, nízké náklady na údržbu a servis automobilových sběrnic, a rozvoj infrastruktury nabíjení elektrických vozidel jsou některé z klíčových faktorů, které pohánějí růst poptávky po automobilových přípojnicích. Dále, Očekává se, že technologický vývoj ve výrobě elektrických vozidel a nabíjecí infrastruktuře bude přínosem pro globální automobilový trh přípojnic. Podle průzkumu trhu, kvůli těmto faktorům, očekává se, že trh vygeneruje více než $170 milionů příjmů v 2030, rostoucí na CAGR 24.6% z 2021-2030.

Pevné přípojnice přivařené ke kabelům
Výhody použití přípojnic:
• Snížit náklady na zařízení a urychlit instalaci
• Možnost přidat, odstranit nebo přemístit napájecí zdroje snadno a rychle bez prostojů
• Odolné vůči budoucnosti a vysoce flexibilní, protože některé plug-iny lze odpojit a znovu připojit bez přerušení napájení
• Nevyžaduje běžnou údržbu
• Rozšíření nebo renovace je rychlejší a levnější
• Šetrnější k životnímu prostředí, protože obecně vyžaduje méně instalačního materiálu a zásuvné zásuvky jsou opakovaně použitelné a snadno přemístitelné
• Ploché vodiče zabírají méně místa a jsou 70% kratší na výšku
• Může podporovat 15% větší výkon než kabely se stejným průřezem
• Menší hmotnost a balicí prostor, lepší flexibilitu. Například, 160 mm² Flexibilní plochý hliník (Ff-al) kabely jsou inovativním a alternativním řešením 200 kulaté hliníkové kabely mm².
• Upevnění pomocí šroubů, dnes nejspolehlivější a levnější proces. Ale přidává další díly (šrouby) a vyžaduje specifické hodnoty točivého momentu
• Efektivní odvod tepla – účinnější než lankový kabel
• Různé konstrukce – měď a hliník, tuhé nebo pružné, laminované. viz obrázek 1
• Vnitřní baterie nevyžaduje elektromagnetickou kompatibilitu
• Podporovat automatizaci, zlepšit bezpečnost a kvalitu
Postava 1 – Příklady různých přípojnic – tuhé, flexibilní, zakázkové návrhy

Pevné přípojnice připojené k plochým opleteným drátům
4. Důležitost materiálu a velikosti přípojnic
Přípojnice jsou obvykle vyrobeny z mědi odolné proti korozi, mosaz nebo hliník a uloženy v plných nebo dutých trubkách. Tvar a velikost sběrnic, zda ploché pásy, pevné tyče nebo tyče, umožňují efektivnější odvod tepla díky vysokému poměru plochy povrchu k ploše průřezu.
I když měď časem oxiduje, zůstává vodivý, ale to obvykle znamená, že větší výkon může tlačit elektřinu po povrchu. I když delší oxidaci zcela nezabrání, výrazně snižuje účinky. Potažení povrchu přípojnice pomůže zabránit oxidaci.
Povlaky přípojnic obvykle slouží třem hlavním účelům:
1. Zabraňte korozi
2. Zlepšete elektrickou vodivost
3. Pro kosmetické účely
Laminované přípojnice se používají k zamezení cirkulujících proudů v paralelních spínacích zařízeních ve výkonových elektronických obvodech. Kromě jeho důležitých aplikací v elektrických vozidlech, má také rozsáhlé aplikace ve sběru a distribuci solární a větrné energie díky svým vlastnostem nízké indukčnosti. Efektivnějším a cenově výhodnějším způsobem je použití izolačního epoxidového nátěrového prášku. Epoxidové nátěrové prášky mají extrémně vysokou dielektrickou pevnost a lze je lepit přímo na měď přípojnic, vrstvy hliníku nebo stříbra.
Velikost přípojnice závisí na jejím konkrétním použití. Nejběžnější komerční a průmyslové velikosti přípojnic jsou 40–60 ampérů, 100 zesilovače, 225 zesilovače, 250 zesilovače, 400 zesilovače, a 800 zesilovače.
Současné velikosti přípojnic používaných v automobilových aplikacích jsou 35, 50 nebo 90 mm².
Plochý opletený kabel ztužený a svařený ultrazvukovým svařováním
Přípojnice jsou k dispozici ve dvou materiálech: mědi a hliníku. Hlavní rozdíly, které je třeba vzít v úvahu při výběru materiálů, jsou:
• pevnost v tahu
• Proudová zatížitelnost
• Odolnost
• hmotnost
• náklady
Hliníkové přípojnice jsou levnější a dobře fungují v podmínkách vysoké vlhkosti. Ale hliník má nižší proudové schopnosti a nižší měrný odpor než měď. Měď má lepší tepelné vlastnosti než hliník.
Výrobci přípojnic mohou přezkoumat minimální požadavky na přípojnice pro EV/HEV nebo jiné aplikace distribuce energie, podrobný popis kompromisů mezi cenou a výběrem materiálu a výkonem. Samozřejmě, pro aplikace distribuce elektrické energie EV/HEV, bezpečnost řidiče je dalším problémem. Při výběru materiálů přípojnic, měla by být dosažena nejvyšší možná spolehlivost, nejen pro splnění požadavků na záruku na vozidlo, ale také pro bezpečnost řidiče a cestujících.
Výpočet velikosti vodičů je zvláště důležitý pro elektrický a mechanický výkon přípojnic. Požadavky na proudové zatížení určují minimální šířku a tloušťku vodiče. Mechanická hlediska zahrnují tuhost, montážní otvory, spojení, a další prvky subsystému. Šířka vodiče by měla být alespoň trojnásobkem tloušťky vodiče. Přidáním oček a montážních otvorů se změní plocha průřezu vodičů, vytváření potenciálních horkých míst na autobusových linkách. Je třeba vzít v úvahu maximální proud na řez nebo zakončení, aby se zabránilo horkým místům.

Přípojnice přivařené ke spojovacím šroubům LEONI
5. Pevné a flexibilní přípojnice
Dalším klíčovým rozdílem, který je třeba vzít v úvahu, jsou pevné přípojnice vs. flexibilní přípojnice. Pro automobilové aplikace v bateriích EV, jsou použity pevné přípojnice (viz obrázek 2). Flexibilní přípojnice se používají v krátkých úsecích, když je třeba posunout určitou oblast kvůli montáži nebo aplikaci. Slouží jako elektrický "propojka". Příklad pružné přípojnice je znázorněn na obrázku 3.
Flexibilní přípojnice mají několik tenkých vrstev mědi nebo hliníku a jsou navrženy tak, aby efektivně distribuovaly energii v systémech AC nebo DC. Připájejte svazek měděné fólie v montážní oblasti tak, aby konce byly pevně spojeny, zatímco střed zůstal pružný. Příklady aplikací vyžadujících flexibilní přípojnice zahrnují:
• Elektrické, hybridní vozidla a vozidla s palivovými články
• Spínací přístroje a transformátory pro energetiku a offshore průmysl
• Aplikace generátorů v lodním průmyslu
• Transformátory a nabíjecí stanice
• Rozváděče a rozvodny v železničních aplikacích, chemické závody a rozvody vysokého napětí
• Propojení napájení generátoru
• Elektrické připojení v rozvaděči
Aplikace automobilových přípojnic v budoucnosti
Inovace přípojnic mimo baterii bude žhavým tématem budoucnosti, přenos vysokého výkonu z nabíjecího vstupu do baterie a poté do dalších vysoce výkonných motorů a zařízení (viz obrázek 4).
Roste zájem o přípojnice od všech OEM a Tier 1 dodavatelů, hlavně pro vysokonapěťové aplikace. Dnes, bateriové sady mají přibližně 15-20 přípojnice. Pro vnější stranu obalu, je vyžadován automatický proces maskování, která dnes neexistuje. Zatím, důraz je kladen na baterii.
Vzhledem k tomu, že budoucí inovace zvyšují využití externích přípojnic baterií, tyto nové aplikace vytvoří významné příležitosti pro ultrazvukové svařování pro zlepšení celkové kvality budoucích návrhů spojů v konstrukcích přípojnic. Ultrazvukové svařování, konkrétně technika twistového svařování, umožňuje svařování větších rozměrů, jemné vibrace, a schopnost připojit se k hůře dostupným oblastem. Jak se průmysl vyvíjí, tyto schopnosti umožní další implementaci přípojnic mimo baterie EV. Postava 5 poskytuje několik příkladů, jak může být ultrazvukové svařování implementováno v budoucích aplikacích elektrických vozidel.
Společnosti jako Tesla, BMW a Ford tlačí použití přípojnic mimo baterii. Nedávno, globální technologická společnost APTIV koupila italskou společnost Intercable za cca $600 milión, aktivně hledají využití přípojnic pro distribuci vysokého výkonu mimo baterii. BMW, jedním ze tří největších zákazníků, vykazuje silné známky sledování tohoto nového způsobu distribuce elektřiny. Hrstka dalších společností vyvíjí stíněné přípojnice ve Spojených státech a v Evropě.
7 Výzvy, kterým čelí aplikace mimo baterii:
1. Přípojnice vně baterie musí být stíněna, který není v současné době k dispozici – bateriová sada má plášť, který je utěsněný a stíněný proti elektromagnetickému rušení.
2. Nastává problém, když je potřeba ohnout přípojnice – mohou být příliš tuhé nebo mohou být poškozeny v rozích ohybů
3. Proces šroubování vyžaduje další díly a specifické hodnoty točivého momentu. Přípojnice s otvory pro šrouby mohou být nahrazeny pro jiné aplikace přípojnic, než jsou baterie
4. Kvůli korozi, hliníkové přípojnice vyžadují pokovené otvory pro šrouby
5. Svorky jsou připojeny k pevné přípojnici pro snadnou automatizaci
6. Automatizace ještě není plně implementována kvůli stínění
7. Svary a sestavy mohou vyžadovat nové normy a ověření
8 Současné aplikace přípojnic při ultrazvukovém svařování
Ultrazvuková svařovací technologie je osvědčený proces spojování, který výrobci automobilů stále častěji používají pro připojení kabelů ke svorkám v elektrických vozidlech, přípojnice, výroba baterií a výkonová elektronika. Lineární pájení je tradiční a dobře známá technika používaná všemi výrobci zařízení a je standardním procesem pro spojování drátů.. Však, jako mnoho jiných spojovacích procesů, lineární svařování má omezení velikosti, potíže se svařováním na menších plochách a ve specifických geometriích, problémy s orientací při svařování, a vibrační účinky na periferní komponenty.
Telsonic Twist Technologie SONIQTWIST® a PowerWheel® poskytují inovativní řešení pro aplikace konektivity elektrických vozidel, které byly dříve nemožné. Tyto inovativní technologie umožňují mnoho návrhů připojení souvisejících s aplikacemi přípojnic, kde by lineární svařování nebylo možné. Již existují menší přípojnicové aplikace využívající pro spoje ultrazvukové svařování. Ultrazvukové svařování je preferovaným procesem spojování mnoha přípojnic, jako jsou flexibilní ploché přípojnice až 160 mm². V budoucnu, bude mnoho nových aplikací využívajících ultrazvukové svařování v přípojnicové implementaci kabelových svazků. Některá ze stávajících použití ultrazvukového svařování v aplikacích přípojnic jsou popsána níže.
9 Vytvrzování pružných přípojnic
Ohebné přípojnice vyžadují vytvrzení ve spojovací části, aby se mohly připojit (připojit) na standardní kabely nebo konektory. V některých případech, připojení a zpevnění kabelů nebo svorek lze provést v jednom kroku pájení. V závislosti na celkových rozměrech flexibilní přípojnice, ultrazvukové svařování kovů může být vysoce kvalitní, ekonomické řešení. Použití procesu twistového svařování, průřezy materiálu až 200 mm² lze svařovat. Tato technika svařování zabraňuje vytvrzení spojovacího materiálu, což může vést ke křehkosti materiálu a znatelným změnám vlastností materiálu. Navíc, koagulaci lze automatizovat pomocí zařízení Telsonic, jako je TT7 PowerWheel®, jak je znázorněno v aplikacích na obrázcích 6 a 7.
Postava 6 – TT7-Tonic Power Wheel®
Postava 7 – Svařování zpevněných pružných přípojnic a plných přípojnic na pevné přípojnice pomocí TT7 Telsonic PowerWheel®
10 přípojnice přivařené ke standardnímu kabelu
V některých aplikacích, sběrnice jsou připájeny k oranžovému kabelu, který bude připájen k aktuálnímu konektoru. Postava 8 ukazuje příklad krátkého kabelu svařeného s lankovým kabelem. Svařování krátkých kabelů na obou koncích může mít za následek nekonzistentní kvalitu svaru, protože první svar může být slabší kvůli vibracím způsobeným druhým svarem. USCAR-38 vyžaduje testování kabelů méně než 500 mm na délku. Použití torzního svařování poskytuje tak jemné vibrace, že to studie prokázaly, v závislosti na konstrukci terminálu, dopad na lankové kabely a flexibilní přípojnice je mnohem menší (viz obrázek 9). To umožňuje pájení kratších kabelů a příslušných konektorů.
Postava 8 – Pevná přípojnice přivařená ke standardnímu kabelu
Postava 9 – Krátký kabel (200 mm) připájené na obou koncích
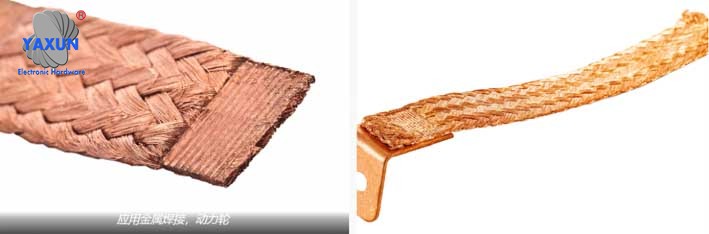
11 Svary plochého opleteného kabelu
V některých případech, výrobci místo oranžových kabelů používají ploché opletené kabely. Ploché opletené kabely se svařují a automaticky řežou na díly se specifickými délkami a svary na obou koncích (viz obrázek 10). Pletené kabely se svary na obou koncích se také nazývají bočníky. Výhodou použití ultrazvukového svařování k výrobě bočníku je, že při výrobě bočníku a přivařování bočníku k přípojnici je potřeba minimální teplo. (viz obrázek 11). Tím se zabrání křehkosti pramenů a rýhování neobvykle tenkých pramenů způsobeným teplem generovaným odporovým svařováním (jinou techniku, kterou lze použít).
Postava 10 – Pevné přípojnice připojené k plochým opleteným propojkám
Postava 11 – Plochý opletený kabel vytvrzený a svařený ultrazvukovým svařováním
12- Schopnost aplikace torzního svařování přípojnic
Flexibilní fólie přípojnic jsou laminovány/pokovovány materiály, jako je měď, aby se zabránilo problémům s oxidací. Pro pevné přípojnice, spoje otvorů pro šrouby musí být oplechované. Pro hliníkové masivní přípojnice, připojovací kontakty musí být měděné. Proto, jsou použity měděné podložky, které jsou připojeny k přípojnicím krouceným pájením (viz obrázek 12). Osvědčená technologie SONIQTWIST® a také svářečka Telsonic TSP (Obr. 13) lze použít pro tuto aplikaci.
Postava 12 – Měděná matice přivařená k Al přípojnici pomocí šroubové svářečky Telsonic SONIQTWIST®
Postava 13 – Telsonic SONIQTWIST® TSP
Britský výrobce automobilů Jaguar v současné době využívá schopnosti šroubového svařování SONIQTWIST® a PowerWheel® pro sestavy rozvodných přípojnic. Společnost použila přípojnice místo měděných kabelů, aby výrazně snížila hmotnost a náklady sportovního vozu F-TYPE (viz obrázek 14). Každá přípojnice vede energii z baterie v kufru vozidla do elektrického zařízení v motorovém prostoru. Protože relativní hustota hliníku je výrazně nižší než u mědi, hmotnost hliníkových tyčí je pouze 40% na 60% tradičních měděných kabelů. To může ušetřit až 3 kg, pokud jde o samotné připojení baterie.
Postava 14 – Spojovací šrouby LEONI přivařené k přípojnicím
13 Závěr
Inovativní a rychle rostoucí trh s elektrickými vozidly vyžaduje nová a vyvíjející se řešení, aby čelil budoucím výzvám. Brzy, použití vysokonapěťových přípojnic nahradí některé současné aplikace vysokonapěťových kabelových koncovek. Jak se průmysl posouvá k používání přípojnic mimo baterii, Před zavedením standardizace kabelových svazků přípojnic v automobilovém průmyslu vyvstanou nové výzvy. Protože nové aplikace vyžadují více inovativních svařovacích řešení, problémy se objeví na všech úrovních, včetně výrobců svářecích zařízení. Nové procesy a koncepce však poskytnou účinnější a ekonomičtější řešení pro kabelové svazky na trhu s elektrickými vozidly. Torzní svařování se stalo důležitým spojovacím procesem v průmyslu. Kromě bateriových řešení zakončení kabelů pro různé konektory, tato technologie také poskytuje svářecí řešení pro kontrolu hmotnosti elektrických vozidel, balení baterie, přípojnice, výroba baterií a výkonová elektronika. Funkčnost aplikace se rozšířila, než se dříve myslelo.
Jako produktoví designéři a procesní inženýři se seznamují s procesem twistového svařování a jeho schopnostmi, tato technologie pomůže posunout průmysl elektrických vozidel na další úroveň. Užší pracovní vztahy mezi OEM, Tier 1 dodavatelé a dodavatelé zařízení jsou nezbytní pro řízení využití přípojnic. Určitě se časem dozvíme více a představíme inovativní nápady. Ultrazvukové svařování ale nepochybně bude součástí řešení cílů nižších materiálových nákladů, snížení hmotnosti a prostoru, a výrobní procesy náročné na práci.