 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Ο σχεδιασμός των σημείων πτύχωσης για τη σύνδεση των καλωδίων περιλαμβάνει την επιλογή των κατάλληλων ακροδεκτών πτύχωσης και τη διασφάλιση κατάλληλων τεχνικών πτύχωσης για τη δημιουργία αξιόπιστων και ασφαλών συνδέσεων. Αυτή η διαδικασία περιλαμβάνει την επιλογή του σωστού τύπου τερματικού για το συγκεκριμένο μετρητή καλωδίων και την εφαρμογή, χρησιμοποιώντας κατάλληλο εργαλείο πτύχωσης, και επαλήθευση της ποιότητας της πτύχωσης για την αποφυγή προβλημάτων όπως σορτς ή αδύναμες συνδέσεις.
Σχεδιάστε σημεία σύσφιξης για σύνδεση καλωδίων
1. Επιλογή τερματικού:
Μετρητής σύρματος:
Το μέγεθος του σύρματος (American Wire Gauge ή AWG) υπαγορεύει το μέγεθος και τον τύπο του τερματικού πτύχωσης.
Τύπος τερματικού:
Οι συνήθεις τύποι ακροδεκτών περιλαμβάνουν ακροδέκτες δακτυλίου, τερματικά φτυαριών, και συνδετήρες πισινών. Οι ακροδέκτες δακτυλίου συνδέονται σε βίδες ή καρφιά, οι ακροδέκτες φτυαριών έχουν σχήμα πιρουνιού, και οι σύνδεσμοι πισινών ενώνουν δύο καλώδια.
Υλικό και Φινίρισμα:
Εξετάστε υλικά όπως ο χαλκός ή ο ορείχαλκος και φινιρίσματα όπως η επικασσιτεροποίηση για αντοχή στη διάβρωση και χαμηλή αντίσταση.
Μόνωση:
Τα τερματικά μπορούν να έχουν μόνωση, παρέχοντας προστασία και ευκολία σύνδεσης.
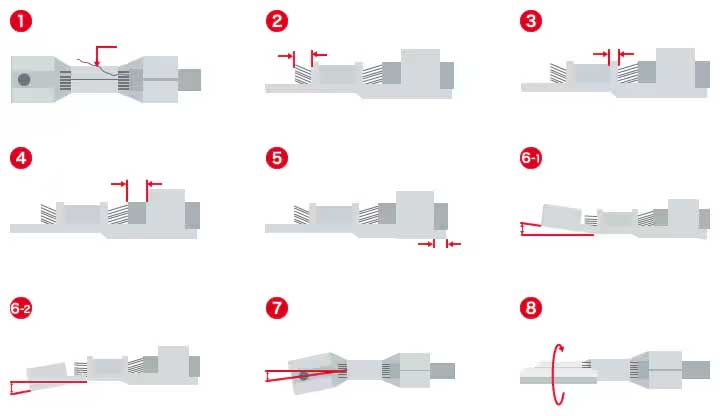
2. Διαδικασία πτύχωσης:
Προετοιμάστε το καλώδιο:
Απογυμνώστε τη μόνωση από το άκρο του σύρματος στο κατάλληλο μήκος, διασφαλίζοντας ότι δεν έχουν σπάσει τα νήματα.
Επιλέξτε ένα εργαλείο πτύχωσης:
Επιλέξτε ένα εργαλείο κατάλληλο για τον τύπο του ακροδέκτη και το μετρητή καλωδίων.
Τοποθετήστε το Crimp:
Εισαγάγετε το καλώδιο και τον ακροδέκτη στο εργαλείο πτύχωσης, διασφαλίζοντας τη σωστή τοποθέτηση.
Πρεσάρισμα:
Εφαρμόστε επαρκή δύναμη για να δημιουργήσετε μια ασφαλή πτύχωση, ακολουθώντας τις οδηγίες του εργαλείου.
Επαλήθευση:
Ελέγξτε την ποιότητα πτύχωσης μετρώντας το ύψος πτύχωσης, έλεγχος για τη σωστή διείσδυση της μόνωσης, και επαλήθευση της ανθεκτικότητας της σύνδεσης.
3. Ποιοτικός έλεγχος:
Ύψος πτύχωσης: Απαιτείται ένα συγκεκριμένο ύψος για τη σωστή διείσδυση της μόνωσης και τη σωστή λαβή του σύρματος.
Διείσδυση σύρματος: Βεβαιωθείτε ότι η κάννη του τερματικού διεισδύει πλήρως στα νήματα του σύρματος.
Δοκιμή κραδασμών: Υποβάλετε τις τσακισμένες συνδέσεις σε κραδασμούς για να ελέγξετε για χαλάρωση ή θραύση.
Αντοχή εφελκυσμού: Ελέγξτε την αντίσταση της τσακισμένης σύνδεσης στις δυνάμεις έλξης.
4. Σχεδιασμοί:
Τύπος σύνδεσης: Επιλέξτε υποδοχές που χωρούν το μετρητή καλωδίων και τον τύπο ακροδεκτών.
Πυκνότητα και μέγεθος κυκλώματος: Εξετάστε τον αριθμό των καλωδίων και το συνολικό μέγεθος του βύσματος.
Περιβαλλοντικοί Παράγοντες: Λάβετε υπόψη παράγοντες όπως η θερμοκρασία, υγρασία, και δόνηση.
Standards and Certifications: Ensure compliance with relevant industry standards.
5. Automated Crimping:
Automated Machines:
Utilize machines for repetitive crimping tasks to ensure consistency and efficiency.
Automation Benefits:
Reduce manual errors, increase production speed, and maintain consistent crimp quality.
Connection Harness crimping point, also called piercing point, contact point, splice point. The design of the crimping point has a great impact on the stability of the vehicle’s electrical functions and the cost of the wiring harness. This article discusses the design of crimp points.
Definition of crimp point:
The wire harness crimping point refers to the connection point where more than 2 wires in the wire harness are hinged.
As shown in the figure below, this crimping point (SP) consists of Wire 1, Σύρμα 2, and Wire 3. Ο 3 τα καλώδια συνδέονται μεταξύ τους μέσα στην πλεξούδα. Το αρθρωτό σημείο σύνδεσης των τριών συρμάτων μέσα στην πλεξούδα είναι το σημείο πτύχωσης, ονομάζεται επίσης σημείο συναρμογής, και το σημείο διάτρησης της ζώνης.
Τύπος σημείου πτύχωσης
Σημεία σύνδεσης πλεξούδας καλωδίωσης αυτοκινήτου, Οι κοινά χρησιμοποιούμενες μέθοδοι περιλαμβάνουν τη συγκόλληση με υπερήχους, Πρεσάρισμα ακροδεκτών σε σχήμα U, και τα λοιπά.
Συγκόλληση με υπερήχους
Η αρχή της συγκόλλησης μετάλλων με υπερήχους είναι η χρήση ενέργειας δόνησης σε συχνότητα υπερήχων (20-40kHz) για να μεταδώσει κύματα δόνησης στις επιφάνειες δύο μεταλλικών αντικειμένων που πρέπει να συγκολληθούν. Υπό στατική πίεση, οι δύο μεταλλικές επιφάνειες τρίβονται μεταξύ τους, σχηματίζοντας έτσι μια σύντηξη μεταξύ των μοριακών στρωμάτων.
Όπως φαίνεται στο παραπάνω σχήμα, ο 50/60 Το ρεύμα Hz μετατρέπεται σε 15, 20, 30 ή 40 KHz ηλεκτρική ενέργεια από μια γεννήτρια υπερήχων. Η μετατρεπόμενη ηλεκτρική ενέργεια υψηλής συχνότητας μετατρέπεται ξανά σε μηχανική κίνηση της ίδιας συχνότητας μέσω του μορφοτροπέα, και στη συνέχεια η μηχανική κίνηση μεταδίδεται στην κεφαλή συγκόλλησης μέσω ενός σετ συσκευών κόρνας που μπορούν να αλλάξουν το πλάτος. Η κεφαλή συγκόλλησης μεταδίδει τη λαμβανόμενη ενέργεια δόνησης στον σύνδεσμο του προς συγκόλληση τεμαχίου. Σε αυτή την περιοχή, η ενέργεια των κραδασμών μετατρέπεται σε θερμική ενέργεια μέσω της τριβής, λιώνοντας το μέταλλο.
Η συγκόλληση με υπερήχους μπορεί να χρησιμοποιηθεί για την ένωση τόσο πανομοιότυπων όσο και ανόμοιων υλικών, όπως ο χαλκός και το αλουμίνιο. Επειδή τα μέταλλα συγκολλούνται απευθείας μεταξύ τους, χωρίς πρόσθετα υλικά όπως φερουλάτια, κόλλα μετάλλων, ή ροή απαιτούνται. Εξάλλου, Η συγκόλληση με υπερήχους παράγει χαμηλή θερμική καταπόνηση στα εξαρτήματα (η θερμοκρασία συγκόλλησης είναι πολύ χαμηλότερη από το σημείο τήξης των εξαρτημάτων), έτσι οι ιδιότητες του ίδιου του συγκολλημένου υλικού και οι ιδιότητες των γύρω υλικών δεν αλλάζουν. Εάν το περίβλημα της μόνωσης παραμένει άθικτο.
Τρόπος συγκόλλησης & Σύρματα Αυτοκινήτων Crimp
Πρότυπα συγκόλλησης με υπερήχους
Το πιο έγκυρο πρότυπο συγκόλλησης SAE/USCAR-38 που εκδόθηκε από κοινού από την American Society of Automotive Engineers και την Επιτροπή Έρευνας Αυτοκινήτων των Ηνωμένων Πολιτειών. Ένας ολοκληρωμένος ορισμός της διαδικασίας συγκόλλησης με υπερήχους μεταξύ καλωδίων και τερματικών αυτοκινήτων παρέχει μια σημαντική αναφορά για τις βιομηχανικές προδιαγραφές.
Πλεονεκτήματα και μειονεκτήματα της συγκόλλησης με υπερήχους:
Τα πλεονεκτήματα αυτής της μεθόδου είναι η γρήγορη ταχύτητα, εξοικονόμηση ενέργειας, υψηλή αντοχή στη σύντηξη, καλή αγωγιμότητα, χωρίς σπινθήρες, κοντά σε ψυχρή επεξεργασία, υψηλή απόδοση, καλή αγωγιμότητα, προστασία και ασφάλεια του περιβάλλοντος. Είναι η τάση ανάπτυξης των επαφών καλωδίων.
Τα μειονεκτήματα είναι ότι τα μεταλλικά μέρη που πρόκειται να συγκολληθούν δεν μπορούν να είναι πολύ παχιά (γενικά μικρότερο ή ίσο με 5 mm), οι αρμοί συγκόλλησης δεν μπορούν να είναι πολύ μεγάλοι, και απαιτείται πίεση. Οι τιμές του εξοπλισμού συγκόλλησης και το κόστος συντήρησης είναι σχετικά υψηλά.
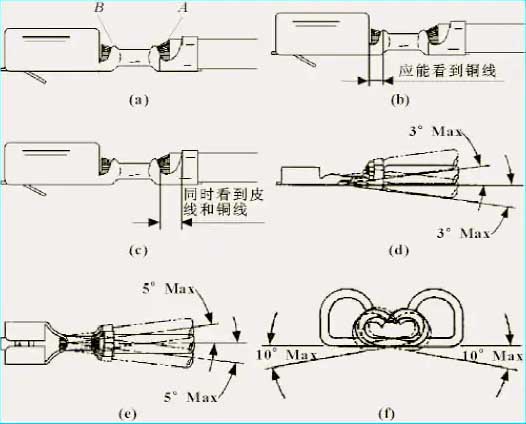
Πρεσάρισμα ακροδεκτών σε σχήμα U
Η πτύχωση είναι μια διαδικασία που ασκεί πίεση στην περιοχή επαφής μεταξύ των καλωδίων και των ακροδεκτών για να σχηματιστεί μια σφιχτή σύνδεση. Κατά τη διαδικασία πτύχωσης, ο αγωγός συμπιέζεται από το χιτώνιο και παραμορφώνεται και στις δύο κατευθύνσεις γεωγραφικού μήκους και γεωγραφικού πλάτους, σχηματίζοντας ψυχρή συγκόλληση. Το αρχικό φιλμ οξειδίου στην επιφάνεια του αγωγού και του χιτωνίου παραμορφώνεται και σπάει, ο αγωγός και η καθαρή μεταλλική επιφάνεια του χιτωνίου ακροδεκτών βρίσκονται σε πλήρη και στενή επαφή, and micro-movements occur during the extrusion and deformation process.
Physically and evenly crimping the copper wires of wires through U-shaped terminals is a commonly used contact method at present. The U-shaped terminal crimping diagram is shown in the figure below.
Figure U-shaped terminal crimping diagram
U-shaped terminal crimping standard
The USCAR standard is a specialized connector standard, and USCAR 21 is a terminal crimping performance specification. A comprehensive definition of the automotive wiring harness terminal crimping process is provided, providing an important reference for industry specifications.
U-shaped terminal crimping advantages and disadvantages:
The advantages of this method are easy operation, υψηλή απόδοση, καλή αγωγιμότητα, and cheaper crimping equipment and U-shaped terminals;
The disadvantage is that compared with ultrasonic welding, απαιτεί τη χρήση υλικών πτύχωσης και αυξάνει το βάρος.
Επιλογή της θέσης του σημείου πτύχωσης:
Η θέση του σημείου πτύχωσης δεν σχετίζεται μόνο με το κόστος της καλωδίωσης, αλλά και στην ποιότητα της καλωδίωσης. Η παράλογη σχεδίαση συνδέσεως όχι μόνο θα αυξήσει το κόστος της πλεξούδας καλωδίωσης, αλλά και να αυξήσει το βάρος της πλεξούδας καλωδίωσης, και μπορεί επίσης να προκαλέσει δυσκολίες συναρμολόγησης και άλλα προβλήματα.
Επιλέξτε μια θέση όπου η πλεξούδα καλωδίωσης είναι σχετικά σταθερή. Μην επιλέγετε κινούμενα μέρη ή θέσεις με μεγαλύτερες παρεμβολές.
Τοποθετήστε το σημείο πτύχωσης κοντά στη διασταύρωση κάθε γραμμής σήματος και του κορμού, που μπορεί να μειώσει αποτελεσματικά τα καλώδια και να εξοικονομήσει κόστος.
3. Επιλογή τοποθεσιών επαφής για αποφυγή λουριών οπισθοπορείας. Ειδικά στην υγρή περιοχή, υπάρχουν ιμάντες επιστροφής, που δεν ευνοεί τη σφράγιση του σημείου συναρμογής.
Αποφύγετε την κοινή πίεση μεγαλύτερη από 10 καλώδια στο ίδιο σημείο πτύχωσης. Μια φορά περισσότερο από 10 τα καλώδια πιέζονται μεταξύ τους, πρέπει να ρυθμιστούν πρόσθετα σημεία πτύχωσης.
Για το ίδιο σημείο πτύχωσης, η διάμετρος της ελάχιστης διαμέτρου του σύρματος δεν μπορεί να είναι μικρότερη από 10% του αθροίσματος των διαμέτρων του σύρματος όλων των συρμάτων στο σημείο πτύχωσης.
6. Το άθροισμα των διαμέτρων του σύρματος στην αριστερή και δεξιά πλευρά του σημείου πτύχωσης πρέπει να είναι όσο το δυνατόν ίσο, και το μικρότερο δεν πρέπει να είναι μικρότερο από 50% της άλλης πλευράς.
7. Η διάμετρος του σύρματος της ελάχιστης διαμέτρου του σύρματος στο σημείο πτύχωσης πρέπει να είναι τόσο μεγάλη όσο 16% της μέγιστης διαμέτρου του σύρματος στο σημείο πτύχωσης.
8. Όταν ένα καλώδιο συνδέει δύο σημεία πτύχωσης, η απόσταση μεταξύ των δύο σημείων πτύχωσης δεν πρέπει να είναι μικρότερη από 150 mm. Στην παρακάτω εικόνα, η απόσταση μεταξύ SP1 και SP2 είναι μεγαλύτερη από 150 mm.
Η απόσταση μεταξύ του σημείου πτύχωσης και του σημείου διακλάδωσης, η πόρπη/γραβάτα πρέπει να είναι μεγαλύτερη από 50 mm, και η απόσταση μεταξύ των επαφών θα πρέπει επίσης να είναι μεγαλύτερη από 50 mm (εκτός από τη γραμμή του κουτιού), ώστε να αποφεύγεται αποτελεσματικά η επαφή μεταξύ των επαφών.
Προστασία σημείου πτύχωσης
Εάν η προστασία των επαφών της καλωδίωσης είναι παράλογη, η μόνωση στις επαφές της πλεξούδας καλωδίων μπορεί να τρυπηθεί, ή νερό μπορεί να εισέλθει στις επαφές, προκαλώντας αστοχία βραχυκυκλώματος.
Γενικά μιλώντας, η κατανομή των επαφών του αυτοκινήτου χωρίζεται σε δύο κατηγορίες: ξηρή και υγρή περιοχή. Οι επαφές στην ξηρή περιοχή πρέπει να προστατεύονται με ειδική ταινία; οι επαφές στην υγρή περιοχή πρέπει να προστατεύονται με θερμοσυστελλόμενο σωλήνα που περιέχει κόλλα ή κόλλα βουτυλίου για να επιτευχθεί αδιάβροχο αποτέλεσμα σφράγισης.
Όπως φαίνεται στο παραπάνω σχήμα, η περιοχή κάτω από τη γραμμή βαδίσματος ονομάζεται υγρή περιοχή, και το υπόλοιπο εκτός του χώρου αφύγρανσης είναι ο ξηρός χώρος.
Συνοψίζω:
Αυτό το άρθρο εισάγει συστηματικά τον ορισμό, ταξινόμηση, επιλογή θέσης και προστασία των σημείων πτύχωσης. Όταν κάνετε σχεδιασμό διάταξης και αρχικό σχεδιασμό, πρέπει να δώσετε προσοχή στα σημεία πτύχωσης. Εάν θέλετε να βελτιώσετε γρήγορα τις δυνατότητες σχεδιασμού της πλεξούδας καλωδίωσης του αυτοκινήτου σας, παρακαλούμε δώστε προσοχή στα μαθήματα καλωδίωσης των μηχανικών καλωδίωσης YAXUN.