 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Uuden tuotekehitysprosessin johdinsarjakokoonpanon tulee noudattaa seuraavaa strukturoitua prosessia, suunnittelusuunnittelun integrointi, prosessin toteuttaminen ja laadunvarmistus:
1. Alustava suunnittelu ja kehitys
Vaatimusanalyysi ja piirustussuunnittelu
Määritä sähköiset parametrit, johtosarjan mitat ja asennuspaikka tuotteen toiminnallisten vaatimusten mukaan, käytä ammattiohjelmistoa kaksi-/kolmiulotteisten piirustusten piirtämiseen, ja selventää lankojen tekniset tiedot, yhteyssuhteet ja suunnat.
Tee näytteitä ja varmista suunnittelun järkevyys sähköisen suorituskyvyn avulla, mekaanisen lujuuden ja ympäristöön sopeutuvuuden testit.
Electrical and Allied Products -yhtiön johdinsarjakokoonpanot parhaaseen hintaan Kiinassa
Määritä tuotteelle tarvittavat sähköliitännät, mukaan lukien lankatyypit, liitinvaatimukset, ja ympäristöolosuhteet.
Luo kaavio:
Kehitä kytkentäkaavio, joka visualisoi johtosarjan rakenteen ja liitännät.
Valitse komponentit:
Valitse sopivat johdot, liittimet, terminaalit, ja suojamateriaalit.
Aseta valjaat paikalleen:
Suunnittele johtojen ja komponenttien fyysinen sijoittelu, ottaen huomioon tilan rajoitteet ja kokoamisen helppous.
Materiaalisuunnittelu ja hankinta
Tunnista johtosarjan materiaalit (johdot, liittimet, eristävät hihat, jne.), ja perustaa toimittajaresurssikirjasto varmistamaan raaka-aineiden saannin.
Erikoisskenaariot (kuten korkeajännitteiset johtosarjat) vaativat korkean lämpötilan/korkeajännitteisten johtojen ja paloa hidastavien eristysmateriaalien käyttöä.
2. Kokoamis- ja käsittelyprosessi
Alamateriaalinumeron tuotanto
Leikkaa johdot tarkasti asemointilevyn mukaan välttääksesi kokopoikkeaman aiheuttamaa hukkaa, ja suorita sähkötestaus ja täydellinen tarkastus valmistumisen jälkeen.
Johdot ja pistokkeet
Kallista alimateriaalinumeroita piirustusosien mukaan, ja noudata ensin yksittäisen alueen kytkentäjärjestystä, poikkialue toinen, yksinkertainen ensin, ja monimutkainen toinen. Kun asetat PIN-koodin, varmista, että liitin vastaa liitintä, ja poikkialueen johtojen on varattava sopiva pituus.
Sidonta ja kiinnitys
Käytä nippusiteitä tai teippejä johtojen sitomiseen. Aloituspiste valitaan kaksijohtimisasennosta. Langansidontasilmukoiden välinen etäisyys on noin 25 mm. Pää on varattu 10 mm ja sidottu löystymisen estämiseksi.
Merkinnät ja merkinnät: Merkitse johtosarja ja yksittäiset johdot tunnistamista ja jäljitettävyyttä varten.
Pakkaus: Valmistele valmiit valjaat kuljetusta ja varastointia varten.
Seuraamalla näitä ohjeita, valmistajat voivat varmistaa, että johdinsarjat on suunniteltu, koottu, ja testattu vastaamaan uusien tuotteiden erityistarpeita, tuloksena luotettavat ja tehokkaat sähköliitännät.

Edistyksellisin johdinsarjan suunnittelu- ja kokoonpanotyöpaja
3. Laadunvarmistuslinkki
Sähkömittaukset ja toiminnalliset testaukset
Käytä automatisoituja laitteita johtamisen suorittamiseen, eristys- ja jännitetestit, ja samanaikaisesti valvoa liittimen puristuslaatua (kuten painejärjestelmän testaus).
Monimutkaiset johtosarjat on vahvistettava PE/QE:llä ennen testisuunnitelman suorittamista.
Täysi tarkastus ja varastointi
Tarkista terminaalin toleranssi, lankasidon tasaisuus ja komponenttien kokoonpanon oikeellisuus. Kutisteputki ei saa olla kellastunut tai vaurioitunut.
OQC-tarkastuksen läpäisyn jälkeen, se laitetaan varastoon IPC-620- ja RoHS-standardien noudattamisen varmistamiseksi.
4. Prosessin optimointisuunta
Ota käyttöön älykkäät valmistuslaitteet (kuten konenäköpaikannus, servo ohjausjärjestelmä) parantaa automaationopeutta ja vähentää manuaalisia toimenpiteitä. Optimoi johdotusreitit ja materiaalivirtauksen tehokkuus kevyen hallinnan avulla kehitysjaksojen lyhentämiseksi.
Tämä prosessi varmistaa johtosarjojen korkean luotettavuuden ja prosessin jäljitettävyyden uusien tuotekehitysten yhteydessä monilinkkiyhteistyön ja tiukan tarkastuksen avulla..
Johdinsarjan kokoonpanoprosessin uusinta tekniikkaa
Mikä on uusi tuotekehitysprosessi autojen johdinsarjoille? Tässä artikkelissa, johdinsarjainsinöörit puhuvat pääasiassa autojen johdinsarjateollisuuden projektinhallinnasta johdinsarjatehtaan näkökulmasta. Johdinsarjan tuotekehitysprosessin tarkka ymmärtäminen auttaa meitä ymmärtämään johdinsarjatuotteiden suunnittelua ja kehitystä globaalista näkökulmasta.
01. Esipuhe: Projektinhallinta autoteollisuuden johdinsarjateollisuudessa, johdinsarjan tuotekehitysprosessin tarkka ymmärtäminen auttaa meitä ymmärtämään johtosarjatuotteiden suunnittelua ja kehitystä globaalista näkökulmasta.
Nykyään on aikakausi, jolloin globaali liiketoiminta- ja taloudellinen ympäristö muuttuu nopeasti ja kilpailu markkinoilla kovenee. Uusien tuotteiden kehittäminen liittyy suoraan yrityksen selviytymiseen, erityisesti autoteollisuuden jatkuvan taantuman yhteydessä. Siksi, Se, miten kehitysprojekti viedään hyvin läpi niin, että yritys voi saavuttaa kestävän kehityksen, on erittäin tärkeä kysymys.
Hei kaikille, tämä on asia, jonka olen halunnut jakaa kanssasi jo pitkään. Toisaalta, kirjoittaja on tekniseltä taustalta, joten suurin osa hänen urastaan on viettänyt käsitöitä, tutkimusta ja kehitystä, hankkeita, jne. Toisaalta, jätteiden poistaminen etupään uuden tuotteen kehitysprosessista on johdonmukaisempaa lean-käytäntöjen kanssa. Perustuu henkilökohtaiseen työkokemukseen (johtosarjavalmistajan näkökulmasta), puhutaan projektinhallinnasta autojen johdinsarjateollisuudessa. Johdinsarjan tuotekehitysprosessin tarkka ymmärtäminen auttaa meitä ymmärtämään johdinsarjatuotteiden suunnittelua ja kehitystä globaalista näkökulmasta.
02 RFQ-kysely
1. Uuden tuotteen materiaalin tunniste: Kysy toimittajan verkkosivustolta ja käytä "Toimittajan verkkosivustolinkkiä", alla olevan kuvan mukaisesti.
Johdinsarjan materiaalikoostumus: johtojen luokittelu ja tunnistaminen, vaipat, terminaalit, letkut, jne. On myös tapauksia, joissa harvinaisia ainesosia ei löydy verkosta. Tällä hetkellä, voit pyytää apua johtosarjaan liittyvistä ryhmistä. Tietenkin, Voit myös luoda joitain toimittajaresursseja arkipäivisin, ja jopa luoda tietokannan hätätilanteita varten.
2. Tarjouksen valmistelu: Käytä Excel-ohjelmistoa piiritaulukon luomiseen
Erityistä huomiota: silmukkapöytä: soluissa on oltava sisältöä, kuten: kirja, kaksoisliitto Vlookup, Sumif, Countif, matemaattisten funktiokaavojen hallinta,
3. BOM-taulukon perustaminen ja parantaminen
Tuotannonsuunnitteluosasto pilkkoo prosessiosaston laatiman BOM-taulukon konepajatuotantoon tarvittaviin materiaaleihin, ja lisää sitten kunkin vakioajoneuvomallin prosessikiintiöt tuotantoon tarvittavien materiaalien muodostamiseksi.
Perustaminen ja huolto tuotannon aikana
Keskiarvo ja tasapainota kaikki tuotantoprosessit, säätää kunkin prosessin työmäärää, tehdä kunkin prosessin työajasta mahdollisimman samanlainen, ja tasapainota työajat prosessien välillä mahdollisimman paljon.03 Prosessin reittisuunnittelu
1. Piirustusanalyysi
① Valinta- ja valmistelutaulukko, ② Silmukkalangan valmistelupöytä, ③ Johdinsarjan suuntakaavio.
2. Käsittele tiedostotulostus
① Perustietotilastot
Silmukan tiedot: silmukka silmukalta tilastot, lankatyyppi, langan pituus, lanka materiaalia, liittimet ja tiivistystulpat.
Vaiheet: Numeroi jokainen vaippa valmiin tuotteen piirustuksessa järjestyksessä vasemmalta oikealle ja ylhäältä alas, kuten näkyy numeroissa Z1, Z2, Z3, jne.;
② Piiritaulukon tuotanto
A. Ero suorien viivojen ja johdotuksen välillä
B -. Tiedot, jotka on ilmaistava piiritaulukossa, otsikoiden poistaminen molemmista päistä, esimuistiinpanoja, kaksinkertaiset yhtäläisyydet, terminaalit, jne.
Kuorinnan ja johdotuksen ilmaisu, kaksinkertaisen rinnakkaisuuden ilmaisu
C. Viivan pituuden laskeminen
Tangentin pituus = peruspituus + apupituus + kaivospituus
Peruspituus = saman piirin mittojen summa yhden tai kahden vaipan juuren välillä tai mittojen summa yhdestä vaipan juuresta keskimmäiseen ulostuloon.
D -d. Ota huomioon johtosarjan pituuden toleranssi
③ Kytkentäkaavion tuotanto
A. Johdotussuhteiden ilmaisu, liitettävyys ja suuntautuminen;
B -. Päätteen valintasäännöt (eri johtojen halkaisijat vastaavat eri liittimiä);
C. Kuinka piirtää suojattuja johtoja;
D -d. Yhteysasetukset ovat kohtuulliset;
④ Tee esiasennuskuvia
A. Kaikki suorat linjat on järjestetty ja esiasennettu;
B -. Yksinkertainen johdotus on esiasennettu (järjestä erillisen haaran toinen pää) eikä monimutkaista järjestelyä tarvita;
C. Yksireikäinen vaippa on järjestetty valmiiksi koottavaksi;
D -d. Jos liitintä on vaikea laittaa paikalleen ja vaippa on monimutkainen käyttää, yritä järjestää mahdollisimman monta piiriä;
E. Huomaa, että suojus lukkopalalla ja lukkosoljella asennetaan lukkosoljen kanssa tai ilman sitä;
F. Suljettujen aaltopahviputkien käyttö haaroissa näkyy esikokoonpanokaaviossa. Jos kumiosat ja kiinnikkeet on asennettava ensin, muistutus on lisättävä;
G. Näkymän suunnan kuvaus on yhdistetty esiasennuskaavioon;
H. Takaisinvetomenetelmän kuvausta ei voi jättää pois;
Ensisijaisten ja toissijaisten suojusten valinta: Yritä valita ensisijaiseksi vaippaksi vaippa, jossa on enemmän piirejä. Jos johtohaaroja on useita, voit asettaa ne suoraan työkalulevyyn ilman esiasennusta.
⑤ Tuoteluettelon luominen ja parantaminen
1. Piirustusten perusteella, analysoida piirejä, kotelot, sienet, jne., ja tee materiaaliluettelo johtosarjatuotteelle puutteiden välttämiseksi;
2. Katso "ERP-käyttöohjeet" ja syötä materiaaliluettelo ERP-järjestelmään;
3. Kun syöttö on valmis, ennen tarkistusta, uusi tuote tarkistetaan ensimmäisen kerran "BOM-tarkastusmenettelyn" mukaisesti.. Säilytä vahvistusta tukevat tiedot ja lähetä ne arvioijalle tuoteluettelon tarkistamista varten;
3. Tarkastajien, joilla on ERP-järjestelmän BOM-tarkastusviranomainen, on tarkistettava varmennusta tukevat materiaalit ennen auditointia, ja siirry ERP-järjestelmään sen jälkeen, kun olet varmistanut, että ne ovat oikein. Suorita auditointitoimenpiteitä tuotteille, jotka on tarkastettava;
Johdot, terminaalit, vaipat, tiivistystulpat, pistokkeet, kiristysjalkoja, lukko siteet, soljet, suluissa, erilaisia putkia.
Pätevyysmerkki, kumiosien vakuutuskortti numeroitu alusta loppuun: toiminnallinen tyyppi, kotelon tyyppi. Tarvikkeet, jne. tarve varmistaa 100% prosessin tarkkuus ja syöttöluettelo.
⑥ Piirustus ja työkalupiirustusten valmistus
Kun piirrät työkalupiirroksia, periaate on aloittaa johdotus vasemmalta oikealle. Paikan päällä tehtävän työn ja kokoonpanon mukavuuden huomioon ottamiseksi, haaralinjat jakautuvat yleensä ensimmäiseen ja neljänteen neljännekseen.
Ergonomisesti suunniteltu: lähellä laudan keskustaa yläpuolella, vähemmällä järjestelyllä alapuolella taivutusliikkeiden minimoimiseksi.
Aloita päälinjan asettaminen työkalulevyn vasemmalta puolelta. Perustuu periaatteelle, että päälinjaa ei tarvitse kääntää, valitse sopivan pituiset paperi- ja työkalulevytiedot. Grafiikka, kuvat, ja teksti tulee pitää poissa kiinnittimen asennusalueelta.
Huomautus: Vaikuttamatta työkalujen sijoitteluun ja kiinnikkeiden asennukseen, vaippakaavio ja nimi voidaan suurentaa mittakaavassa ja merkitä värillä, jotta käyttäjä voi helposti tarkastella.
Numerot on järjestetty hakua helpottamaan.
Tekniset vaatimukset, kuten piirustuskehykset, tekniset vaatimukset, versiohistoria, suunnittelumuutoksia, toimintapisteet, jne. ei voida jättää väliin.
⑦ Työstandardikirja ja tarkastusstandardikirja
Objektille erityinen toimintastandardi, joka on suunniteltu varmistamaan tuotantoprosessin laatu ja turvallisuus. Kotitehtävän opetuksen tulee olla toiminnan alusta loppuun, ja jokainen keskellä oleva toiminta tulee selittää yksityiskohtaisesti.
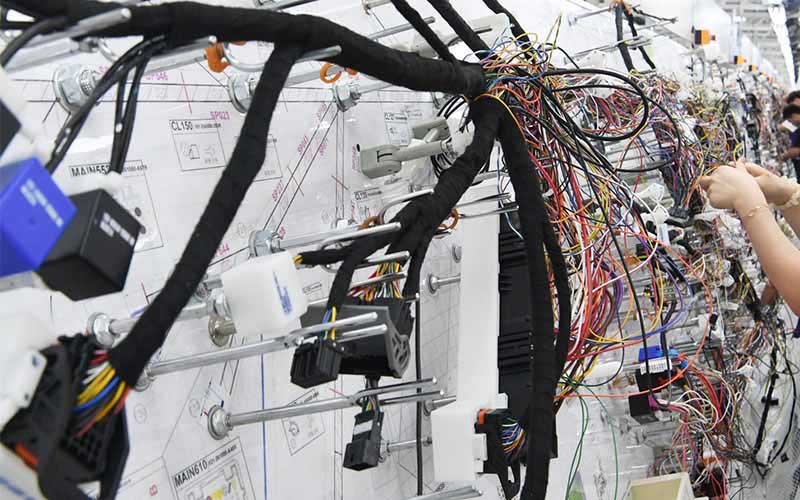
Auton johtosarjarakenteen näkökulmasta, valmistusprosessi on pitkälti käsityön varassa, ja tuotantomuoto on työvoimavaltainen yritys. Siksi, hyvä työohjekirja on helppo ymmärtää, kuvilla ja teksteillä, joka auttaa työntekijöitä noudattamaan työmääräyksiä ja saavuttamaan visuaalisen hallinnan tavoitteet.
Työohjeiden alustavan valmistelun jälkeen, tuotantoprosessin tuotantoa edeltävä tarkastelu voidaan tehdä prosessin suunnitteluvirheiden havaitsemiseksi ja korjaamiseksi varhaisessa vaiheessa ja prosessin parantamisen edistämiseksi jatkuvan tuotteen parantamisen vaatimusten täyttämiseksi.
Tarkastusstandardit: Tarkastus suoritetaan, jotta estetään projektin viallisten tuotteiden siirtyminen seuraavaan projektiin. Sen sisältö sisältää: tarkastuskohteet, vertailuarvot, menetelmiä, mittauslaitteet, taajuus, jne.
04 Jokaisen vaiheen tulos
1. Noudata ohjelmakirjan vaatimuksia
"Uusi tuotekehitysohjekirja"
A. Uuden tuotteen valmistuksen toteutettavuusraportti
B -. APQP-ryhmän jäsenten muodostaminen
C. Suunnittelun tiivistelmä
D -d. Alkuperäinen materiaaliluettelo
E. Prosessin vuokaavio
F. Tuotetakuusuunnitelma
G. Luettelo tuoteprosessin erityisominaisuuksista
H. Käsittele FMEA
minä. PPAP-tietojen toimittaminen
2. Järjestelmään kirjautuminen ja käyttö
Jokaisessa vaiheessa on tulostettava lomakkeen nimi ja luettelo. Täydelliset tekniset kehitystiedot, mukaan lukien: piirustuksia, piiritaulukot, työkalupiirustukset, esikokoonpanopiirustukset, BOM, työstandardit, tarkastuslomakkeet ja muut prosessinkulkuasiakirjat.
3. Kolmannen tuotanto- ja neljännen tason lomakkeet
Maali: Kaikki lomakkeet voidaan tehdä todellisten olosuhteiden mukaan
05 Ensimmäinen virtauksen hallinta
Sitä sovelletaan uusien tuotteiden massatuotannon alusta kolmen kuukauden massatuotantoon tai siihen asti, kunnes laatu vakiintuu sen jälkeen, kun laatutavoite on saavuttanut nostoolosuhteet. Kun materiaalit, rakennusmenetelmiä, ja laitteita vaihdetaan teknisten muutosten yhteydessä, alkuvirtauksen aikajakso määräytyy niiden tärkeyden perusteella. Tänä aikana, sarja hallintaa suoritetaan laadun ja toimituksen varmistamiseksi.
06 Johtopäätös
Uusien tuotteiden kehittämisessä, jos tuoteprosessia ei määritellä varhaisessa vaiheessa, sopivia materiaaleja ja laitteita ei ole valittu, eikä riittävää varmennustyötä ole tehty, se aiheuttaa valtavia tappioita myöhemmälle massatuotannolle. Johdinsarjapiirustusten analysointi on perus- ja kriittinen tehtävä johtosarjan käsittelyssä.
Siksi, piirustusanalyysin tarkkuus ja tehokkuus ovat erittäin tärkeitä, ja se vaikuttaa suoraan tuotteen kustannuskoostumukseen, kuten mitkä vakiomateriaalit, vakioosat, ja työtuntiarvioita käytetään. Johdinsarjakustannusten kohtuullinen hallinta tekee johdinsarjakustannusten analysoinnista entistä läpinäkyvämpää ja järkevämpää. Siksi, kehitysprosessin aikana, kohtuullinen kustannusoptimointi suoritetaan, ja asiaankuuluvat testiesittelyt suoritetaan vastaavan osien ja komponenttien vaihtamisen ja paikallistamisen suorittamiseksi, mikä edistää tuotekustannussäästöjä.
R&D prosessi, tuotantoprosessin edeltäjänä, on aina pohdittava, kuinka suunnitellut tuotteet voidaan valmistaa massatuotantona. Korostaa harmoniaa asiakkaan ehdotusten ja tuotantoprosessin välillä (Tavoitteena on säästää tuotantoa), joten asiaankuuluvan henkilöstön osallistumiseen tuotantoprosessiin kiinnitetään enemmän huomiota.