 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Az elektromos és jelköteggyártási folyamat kulcsfontosságú pontjai
1. Tervezési szakasz
KÉRDÉSI ELEMZÉS ÉS PARAMETER -meghatározás
A berendezés funkcionális követelményei szerint, tisztázza a paramétereket, például az elektromos teljesítményt, mechanikai erő, hőmérsékleti ellenállás és a heveder interferencia-képessége.
A jelkötegeknek figyelembe kell venniük a jelátvitel stabilitását és az árnyékoló réteget, csavart pár vagy koaxiális kábel kialakítás.
DRAKUMOK ÉS A FÁJL FÁJL előkészítés
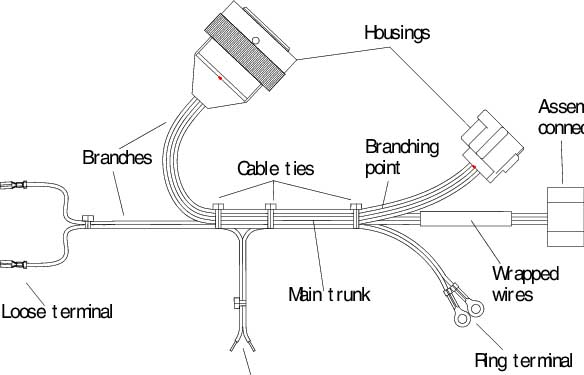
Rajzolja meg a kábelköteg -elrendezési diagramot, és jelölje meg a huzal hosszát, huzalátmérő, Színkódolás és csatlakozó típusa.
A folyamatfájlok automatikus generálása a tervező szoftver modellezésével (mint például az MBD) A kézi beavatkozás csökkentése érdekében.

Könnyen telepíthető, fenntart, és biztosítsa az elektromos berendezések huzalköteggyártásának gyártását
A folyamat egy olyan tervezési fázissal kezdődik, ahol a mérnökök meghatározzák a heveder specifikációit, beleértve a vezetékek számát, csatlakozók, és az általános útválasztás.
Ez a szakasz gyakran magában foglalja a speciális szoftver használatát a hám részletes kialakításához.
Prototípus készítése:
Létrehozhat egy prototípus a tervezés tesztelésére és a szükséges kiigazítások elvégzésére a tömegtermelés előtt.
2. Anyagi előkészítés és előkezelés
Raw Anyagszűrés és ellenőrzés
A drótanyag (réz, ötvözet, stb.) meg kell felelnie a vezetőképesség és a korrózióállósági követelményeknek, és a csatlakozónak meg kell adnia az érintkezési ellenállás tesztet.
A jelkötegek prioritást élveznek az alacsony veszteségű szigetelő anyagok számára (mint például a FEP, PTFE).
Vezetékvágás és sztrippelés
A huzalvágógép a huzalt az előre beállított hossznak megfelelően vágja le, és a hibát ± 0,5 mm -en belül szabályozzák. A végfelületnek laposnak és burroktól mentesnek kell lennie.
A lecsupaszító hossznak pontosan meg kell egyeznie a terminál krimpációs követelményeivel, hogy elkerülje a karmester károsodását.

Professzionális huzalköteggyártó_elektrikus, Jel, Elektronikus huzalköteg
3. Terminál krimpálás és szegecselés
Trimping folyamat
Állítsa be a Crimping Machine paramétereit (nyomás, ütés) Annak biztosítása érdekében, hogy a terminál és a huzal szorosan kapcsolódjon, és ellenőrizze az erőt egy szakítóvizsgálaton keresztül a krimpelés után.
A jelcsatorna aranyozott/ezüsttel borított, hogy csökkentse az érintkezési ellenállás és az oxidációs kockázatot.
RIVETING eszköz alkalmazás
Automatizált berendezés (mint például a szabadalmi CN 222785620 U) A kézi üzemeltetési hibák csökkentése érdekében eléri a kapcsot, és rögzíti a csatlakozást egy összekötő mechanizmuson keresztül.
Hogyan javíthatja az adalékanyag -gyártás a huzalköteg -szerelvényt
4. Összeszerelés és öntés
Huzalozási kötés
Fektesse ki a vezetékeket a helymeghatározó lemez szerint, és kötődik őket szakaszokban, hogy elkerülje a keresztezést.
Szerelje be a hullámosított csöveket vagy a hő zsugorodási csöveket a kulcsfontosságú helyekre a mechanikai védelem és a szigetelési teljesítmény javítása érdekében.
Connector szerelvény
Tisztítsa meg a csatlakozó érintkezési felületét, mielőtt beilleszti a csapot a stabil plug-in biztosítása érdekében; A jelcsatlakozót anti-statikus kezeléssel kell kezelni.
V. Tesztelés és ellenőrzés
Elektromos teljesítményteszt
Vezetőképességi teszt: Ellenőrizze a vonal folytonosságát és rövidzárlatát.
Ellenállási feszültségvizsgálat: Ellenőrizze a szigetelő réteg ellenállási feszültségét (mint például 500 V/1 perc).
Signal integritás észlelése
A magas frekvenciájú jelkötegeknek meg kell vizsgálniuk az áthallást, Csillapítás és impedancia -illesztés (mint például a TDR -teszt).
Vi. Különleges folyamat optimalizálás
IOCciós öntés
A jelköteg-csatlakozó a fröccsöntési folyamatot fogadja el a tömítés és a vibrációellenes kialakítás elérése érdekében.
Automation frissítés
Bevezetjen olyan folyamatokat, mint például a robot-asszociált huzalozás és a lézerjelölés a hatékonyság és a következetesség javítása érdekében.
Kulcsfontosságú berendezések és technológiai szabadalmak RIVITing eszköz: A terminális szorítás és a szegecselés szinkronban befejeződik a kapcsolási mechanizmuson keresztül, hogy csökkentse az időigényes folyamatot.
Multi-Rayer PCB folyamat: A komplex hevederek áramköri integrációjára használják (mint például a CN115103531b szabadalom).
A fenti folyamat integrálja a tervezést, anyag, feldolgozás, tesztelés és egyéb szempontok, Figyelembe véve a jelkötegek sokoldalúságát és speciális igényeit annak biztosítása érdekében, hogy a termék megfeleljen az elektromos és jelátviteli szabványoknak.