 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Pontos-chave do projeto do chicote de conexão e desenvolvimento da produção
EU. Design e desenvolvimento
Processo de design
Análise de requisitos: Esclareça os parâmetros elétricos (como capacidade de carga de corrente de 400A), tamanho físico (densidade terminal aumentada em 30%) e local de instalação do chicote, e personalizar o design em combinação com a arquitetura do veículo (como controlador de domínio).
Design modular: Adote soluções de plataforma (como sistema de conector grande MX), integrar fonte de alimentação, funções de transmissão de sinal e dissipação de calor, suporta hot plugging para reduzir o tempo de atualização OTA em 70%.
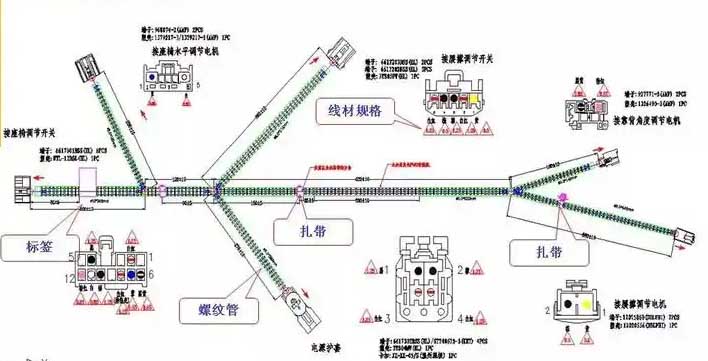
Saída de desenho: Desenhe um diagrama de layout tridimensional por meio de software profissional, marque as especificações do fio, tipos de conectores e requisitos de proteção, e gerar simultaneamente uma tabela de loop e um diagrama de direção do chicote.
Protótipos e fabricação de montagem de arnês personalizados
Tecnologia chave
Design de compatibilidade eletromagnética: Use fio blindado trançado e conectores com camada de blindagem para suprimir interferência eletromagnética (crosstalk é controlado abaixo de -50dB).
Camada ou arranjo paralelo de chicotes de alta e baixa tensão para reduzir a interferência de alta tensão no sistema de baixa tensão.
Otimização do sistema de alta tensão:
O design de pista dupla garante a estabilidade do circuito de alta tensão DC. O conector deve atender aos requisitos de resistência de alta tensão (como sistema 48V), alto nível de proteção e intertravamento de loop.
O algoritmo de compensação dinâmica de tensão controla a flutuação da fonte de alimentação dentro de ±0,5V para melhorar a confiabilidade do sistema.
Desenvolvimento de esquemas e diagramas elétricos:
Crie esquemas detalhados e diagramas de fiação para definir interações de componentes e conexões físicas.
Seleção de componentes:
Escolha os fios apropriados, conectores, terminais, e materiais de isolamento com base nos requisitos.
Design de layout de arnês:
Planeje o arranjo físico dos fios, conectores, e outros elementos, considerando limitações de espaço, roteamento, e alívio de tensão.
Prototipagem:
Construa um protótipo para validar o projeto e fazer os ajustes necessários antes da produção em larga escala.
2. Produção e desenvolvimento
Processo principal
Seleção de matéria-prima:
O fio usa núcleo de cobre resistente a altas temperaturas ou fio de núcleo de alumínio (como chicotes de fios de alta tensão para veículos de novas energias), e o conector precisa se adaptar à densidade do terminal e aos requisitos atuais (como a série DF53 com corrente contínua de 10A).
O material isolante deve ter retardamento de chama e resistência eletrolítica (como conector FPC da série TB4).
Processo de processamento:
Corte de fio: Corte de acordo com a precisão do desenho, e a tolerância deve atender ao padrão de cálculo do comprimento do fio.
Crimpagem de terminal: Use equipamento de crimpagem totalmente automático para garantir resistência de contato <5mΩ.
Proteção de montagem: Insira o tubo corrugado ou mangueira, conserte-o com uma braçadeira, e adicione uma marca de etiqueta.

O design modular do chicote elétrico simplifica a fabricação e a manutenção
Verificação de qualidade
Teste Elétrico:
Teste de continuidade para verificar circuito aberto, teste de resistência de isolamento para detectar vazamento, e suportar teste de tensão para verificar a estabilidade em ambiente de alta tensão.
Teste de taxa de erro de bit (como a série IT14 mantém 0.01% taxa de erro de bit a 85°C) garante a confiabilidade da transmissão de sinal de alta velocidade.
Teste Mecânico e Ambiental:
Vibração, névoa salina e testes de ciclo de alta e baixa temperatura para garantir a durabilidade do chicote elétrico sob condições extremas de trabalho.
A inspeção de aparência não mostra rebarbas ou danos, e o material protetor está totalmente coberto.
Iii. Tendências da indústria
Integração Inteligente: Através da fusão de sensores (como sensores de ruído rodoviário RNC) e algoritmos, precisão de redução de ruído de ±0,5dB é alcançada, e a eficiência energética é otimizada.
Leve e eficiente: O design modular reduz as juntas de solda e o comprimento do chicote elétrico (como a série TB4 reduz as horas de montagem em 70%), ajudando a reduzir o peso do veículo em 12kg.
Os processos e inovações tecnológicas acima foram verificados em projetos de produção em massa de empresas como Molex e Hirose Electric, abrangendo novos veículos energéticos, centros de dados, e robôs humanóides.
Desenvolver um chicote de conexão envolve um processo de vários estágios do design à produção. Começa com a definição de requisitos, criando um esquema, selecionando componentes, e depois colocando o arnês fisicamente. A produção inclui corte, removendo, conectando fios, montagem, e testando o produto acabado.
O plano final para projetar o chicote de conexão é determinado:
Conceito: Antes da produção em massa de chicotes de fios conectados, engenheiros de processo precisam verificar o método do processo após dividir as estações de trabalho (aquilo é, o método de processo usado durante o SOP). Ajustes e reverificações são feitos durante o processo de verificação, e o método de processo finalizado é o plano final.
Hora de determinar o plano: Nas fases posteriores da fase PPAP, antes do aumento oficial, engenheiros de processo precisam finalizar o plano final.
Determine o objetivo do programa
1. A fim de garantir o bom andamento do processo durante o lançamento oficial. Os problemas descobertos durante o processo de verificação podem ser resolvidos o mais cedo possível e não serão deixados de lado durante a produção em massa.
2. Não haverá grandes problemas ou gargalos nos estágios iniciais da produção em massa.
3. Permite que a equipe conclua a produção em massa dentro do tempo especificado, entrar suavemente no estágio SOP, e conecte-se perfeitamente com o estágio SOP do cliente.
4. Certifique-se de que a qualidade do chicote produzido na fase de produção em massa esteja intacta.

Industrial Personalizado & Arneses de controle médico
Critérios para determinar o projeto final do chicote de conexão
UM. Cada estação funciona suavemente de acordo com o método de processo. A chamada suavidade significa que o método de processo funciona suavemente, e pessoas e pessoas e máquinas cooperam umas com as outras tacitamente, sem conflitos ou espera. Os padrões específicos são os seguintes:
Sequência correta de montagem
Para a montagem do conjunto do chicote de fios, as etapas manuais são complicadas. Ao formular o método de processo, atenção especial deve ser dada à sequência de montagem. Embora a sequência de montagem tenha sido verificada inicialmente ao aceitar o cartão de operação, quando o plano final for determinado, o conteúdo e a sequência da montagem ainda precisam ser estudados e analisados, porque esses conteúdos de trabalho precisam ser concluídos dentro do tempo de ciclo. Nesta fase, mais atenção é dada aos detalhes das operações do operador na estação de trabalho, como se o material retirado está de acordo com a sequência operacional, se há conflitos nas operações de várias pessoas na estação de trabalho, etc..
B. O tempo para cada estação concluir a montagem do chicote elétrico está dentro do ciclo. Exigimos que a eficácia (valor acrescentado) o tempo de operação de cada estação de trabalho não precisa apenas estar dentro do tempo de ciclo, mas também precisa estar infinitamente próximo do tempo de ciclo, de modo a garantir que a eficiência do operador seja maximizada. Maximizar a eficiência significa maximizar a eficácia (valor acrescentado) tempo de operação do pessoal dentro do tempo especificado. O conceito envolve eficaz, tempo de operação com valor agregado, que é especificamente entendido como segue:
Para as operações no processo de produção de chicotes de fios, é dividido nos seguintes quatro tipos:
1. Ações de valor agregado: operações eficazes, operações necessárias para a produção de chicotes de fios, como inserir terminais, fita adesiva, e instalação de peças de posicionamento. Estas são ações necessárias ao montar componentes. Sem essas operações, o chicote elétrico não pode ser montado.
2. Ações que não agregam valor: Aquilo é, operações inválidas, operações desnecessárias para produção de chicotes de fios. Como alisar os fios para evitar que fiquem desordenados; segurando os terminais na direção errada ao inserir terminais; necessidade de girar os fios para ajustar a direção dos terminais, recolhendo materiais caídos, etc.. Estas ações são ações adicionais geradas durante a montagem e afetarão o tempo de montagem. Essas ações são ações que o IE precisa descobrir e eliminar.
3. Esperando: aquilo é, esperando dentro do tempo especificado. Existem dois tipos de espera: um é quando o funcionário concluiu todo o trabalho nesta estação, mas o takt time ainda não chegou e não há nada a fazer, indicando que a carga de trabalho nesta estação não é suficiente. A outra é que os funcionários precisam da linha passada do posto de trabalho anterior para completar o funcionamento deste posto de trabalho. No entanto, no horário especificado, a estação de trabalho anterior não passou pela linha de entrada, indicando que houve um gargalo na estação de trabalho anterior e o trabalho não pôde ser concluído dentro do prazo especificado e transferido para a próxima estação de trabalho. Essas esperas também são o que o IE precisa eliminar.
Ande para frente e para trás:
Quando os funcionários operam, eles precisam se mover do ponto A ao ponto B antes de poderem entrar na operação; no entanto, não há operação durante a ultrapassagem de A para B, apenas andando. A situação mais comum é que um funcionário opere duas estações de trabalho, e o funcionário precisa ir de A para B. Esses tempos de movimentação também são indesejáveis. Portanto, ao preparar a estação de trabalho, tente colocar o conteúdo que o mesmo funcionário precisa para operar em uma estação de trabalho, ou coloque as peças da estação de trabalho o mais próximo possível para evitar movimentos para frente e para trás.
Esperamos programar totalmente as operações de valor agregado dos funcionários dentro de um tempo de ciclo limitado e verificar se isso é viável durante a finalização da solução.
C. A conexão entre estações de trabalho é clara e suave. Especificamente refletido nos seguintes aspectos:
1. Quando chicotes de fios são transferidos entre estações de trabalho, as ferramentas usadas para transferência são razoavelmente projetadas para facilitar aos funcionários a colocação dos chicotes de fios. O chicote de fios é colocado na ferramenta de transferência de maneira clara, sem danificar o chicote de fios, e a quantidade colocada está claramente definida.
2. O processo de transferência é simples e fácil para os funcionários operarem. Ao mesmo tempo, é fácil pegar o chicote elétrico na próxima estação de trabalho.
3. A informação é transmitida completamente sem perdas. Depois de obter o chicote de fios nesta estação, orientar claramente o modelo ou ID do chicote de fios em mãos. Ao testar o chicote elétrico, você precisa usar o ID do chicote elétrico para recuperar o programa do chicote elétrico correspondente. Portanto, durante o processo de entrega, a transportadora que exibe o ID do chicote, como a ordem ou etiqueta do chicote, deve ser consistente com o próprio arnês, e a identidade não pode ser perdida durante a entrega.
Processo de produção do chicote de conexão
UM. Trabalho preparatório: Alguns preparativos preliminares são necessários antes que o plano final seja determinado. Estas tarefas precisam ser preparadas com antecedência antes que a verificação dos métodos de processo possa ser implementada. Os detalhes específicos são os seguintes:
1. O status das ferramentas e equipamentos está atualizado e foi divulgado. Porque as mudanças na engenharia do chicote elétrico são frequentes, mudanças de engenharia são inevitáveis, mesmo durante a fase de aceleração. Portanto, as ferramentas e equipamentos no local precisam garantir que as alterações de engenharia foram implementadas corretamente e foram aceitas pelo departamento de qualidade e podem ser usadas para produção.
2. O layout da área de produção no local está completo e não há defeitos. O porta-ferramentas está colocado na posição correta, as ferramentas e equipamentos estão intactos e sem falhas, e as ferramentas utilizadas são colocadas na posição correta.
3. O método de processo foi inicialmente verificado pelo IE, e o status da engenharia é o mais recente.
4. O status dos parâmetros necessários para diversas produções está atualizado e foi verificado e divulgado.
5. Fios e outras matérias-primas devem ser transportados da maneira correta (condutores, caixas de materiais, etc.) e colocado na posição correta no porta-ferramentas.
6. O sistema de conexão está completo: as ferramentas de conexão usadas são razoavelmente projetadas, a transmissão de informações é contínua e completa, e os portadores de informação (pedidos de chicotes de fios, cartões de informação, rótulos) usado no final inicial das informações estão todos prontos.
7. A conexão de rede é boa: registro e comunicação de resultados de testes, sistema de rastreamento de chicote de fios, etc.. estão funcionando normalmente, a impressão da etiqueta está normal e as informações exibidas na etiqueta estão corretas.
8. Os operadores estão no local. Os operadores devem ser funcionários de produção experientes. Requer funcionários com rica experiência em produção, ou funcionários com experiência na produção deste chicote de fios, que estão familiarizados com o processo de montagem deste chicote de fios e são qualificados na operação. Quando vários funcionários operam na mesma estação de trabalho, o número de funcionários nesta estação de trabalho precisa ser combinado e verificado ao mesmo tempo. De outra forma, não é possível verificar se há conflito entre estações de trabalho.
De acordo com o cartão de processo, o conteúdo operacional de cada estação de trabalho é dividido em várias unidades de ação e colocado na lista de ações. Ao dividir, você precisa prestar atenção ao tamanho apropriado da divisão de ação. Geralmente, O IE é medido manualmente no local com um cronômetro, e há erros na própria medição. Se a divisão for muito fina, os erros presentes na medição serão amplificados, resultando em horas de trabalho imprecisas para esta ação. Se a divisão for muito difícil, as horas reais de trabalho desta ação após algumas ações serem movidas para outras estações não podem ser obtidas ao equilibrar a estação de trabalho. De acordo com a experiência, este método de divisão é geralmente seguido:
1: Retire os fios do rack de materiais, insira os terminais, e coloque os fios (essas três ações geralmente formam uma unidade de ação para medição).
2: Retire as peças plásticas do rack de materiais e coloque-as no suporte fixo.
3: O circuito na mesma estação de trabalho e na mesma peça plástica é dividido em diversas unidades de ação para teste. Uma unidade de ação contém mais de 2 laços.
4: Retire a fita do rack de materiais, rasgue a fita, e embrulhe o galho. Geralmente, há uma unidade de ação por filial.
5: Retire a peça de posicionamento do rack de materiais, instale a peça de posicionamento, e cortei o rabo.
Medição de horas-homem para produção de chicotes de conexão:
Após a conclusão do trabalho preparatório, IE precisa estudar cada estação de trabalho e medir suas horas de funcionamento. Os métodos de implementação específicos são os seguintes:
Horas de trabalho reais:
Depois de dividir as unidades de ação, preencha a tabela de medição de jornada de trabalho, e depois medir as horas de trabalho de acordo com as ações. 10 dados válidos precisam ser registrados. Julgamento de dados válidos
em princípio:
Quando o tempo de operação da unidade for ≤30 segundos, o intervalo de 10 conjuntos de dados devem ser: 90% * Média (10 conjuntos de dados) ~ 110% * Média (10 conjuntos de dados).
Quando o tempo de operação da unidade for >30 segundos, o intervalo de 10 conjuntos de dados devem ser: 95%*Média (10 conjuntos de dados) ~ 105%*Média (10 conjuntos de dados).
O tempo gasto andando e esperando também precisa ser medido. Além de registrar as horas operacionais reais, também é necessário observar os detalhes dos funcionários durante a operação. Ao medir horas de trabalho, você precisa distinguir entre ações com valor agregado e ações sem valor agregado. Se for constatado que existem ações sem valor agregado na operação, as horas de trabalho medidas precisam ser especialmente marcadas, e o teste será testado novamente após melhoria.
Estação de balanceamento para produção de chicotes de conexão:
As horas de trabalho de cada estação de trabalho são somadas e extraídas para formar uma parede de equilíbrio da estação de trabalho. Analise e ajuste a parede de equilíbrio da estação de trabalho:
um. Elimine estações de gargalo: Mova o trabalho que excede o tempo de ciclo para uma estação que não esteja cheia. Como mostrado na imagem abaixo, parte do trabalho na estação 3 foi transferido para a estação 2.
b. Elimine o tempo de caminhada: observe a operação real e junte as peças que precisam ser movidas tanto quanto possível
c. Elimine o tempo de espera: mover o trabalho excedente de outras estações para esta estação
d. Descubra trabalhos sem valor agregado, otimizar estações de trabalho, aumentar o conteúdo de trabalho de valor agregado, e melhorar a eficiência
-Depois de equilibrar a estação de trabalho
Depois de obter o novo conteúdo de trabalho da estação de trabalho, é necessário mensurar novamente as horas de trabalho do posto de trabalho para verificar se a solução balanceada é viável. Se ainda houver um desequilíbrio após a verificação, a operação acima precisa ser repetida novamente.
C. Processo de atualização: Depois que a estação de trabalho estiver equilibrada, o conteúdo que precisa ser atualizado é o seguinte: Determine os itens de atualização específicos de acordo com a situação real.
1. Atualize o cartão de operação do processo e reenvie-o para liberação de qualidade.
2. Atualizar a parede de equilíbrio da estação de trabalho
3. Atualizar o conteúdo do quadro de ferramentas, especialmente o conteúdo da placa do kit e da placa de montagem da linha de montagem; a versão de qualidade ainda é necessária após a atualização.
4. Atualizar o conteúdo da operação do equipamento, ajuste de parâmetro, etc., e envie-o para lançamento de qualidade após a atualização.
5. Atualize o porta-ferramentas para incluir ferramentas para conectar o sistema. Devido ao ajuste da carga horária, os materiais correspondentes utilizados também serão ajustados. As estantes de ferramentas correspondentes assumirão posições crescentes e decrescentes para colocar os materiais, e os rótulos dos materiais serão atualizados ao mesmo tempo.
6. Atualizar fluxo de informações, pedidos/etiquetas de chicotes elétricos e outras informações a serem corrigidas com base nas informações mais recentes da estação de trabalho
7. Atualizar o layout de trabalho no local, implementar o plano de design mais recente, e liberar qualidade novamente.
8. Treine os operadores no local de acordo com o plano de processo de produção mais recente para familiarizá-los com os métodos.