 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
設計用於連接線束的壓接點涉及選擇適當的壓接端子並確保採用正確的壓接技術以創建可靠且安全的連接. 此過程包括為特定線規和應用選擇正確的端子類型, 使用合適的壓接工具, 並驗證壓接的質量以防止短路或連接薄弱等問題.
設計連接線束的壓接點
1. 終端選擇:
電量表:
電線尺寸 (美國線規或 AWG) 決定壓接端子的尺寸和類型.
端子類型:
常見的端子類型包括環形端子, 鏟形端子, 和對接連接器. 環形端子連接到螺絲或螺柱上, 鏟形端子呈叉形, 對接連接器連接兩條電線.
材質和表面處理:
考慮銅或黃銅等材料以及鍍錫等表面處理,以實現耐腐蝕性和低電阻.
絕緣:
端子可以有絕緣, 提供保護且易於連接.
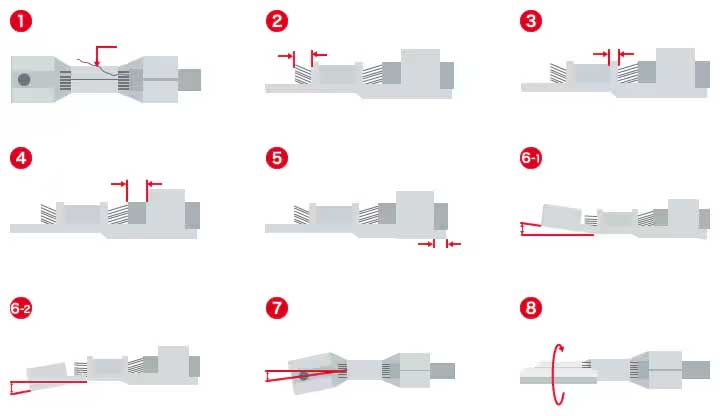
2. 壓接工藝:
準備電線:
從電線末端剝去絕緣層至適當的長度, 確保沒有斷線.
選擇壓接工具:
選擇適合端子類型和線規的工具.
定位壓接:
將電線和端子插入壓接工具中, 確保正確放置.
捲邊:
施加足夠的力以形成牢固的壓接, 請按照工具的說明進行操作.
確認:
透過測量壓接高度檢查壓接質量, 檢查絕緣穿透是否正確, 並驗證連接的耐用性.
3. 質量控制:
壓接高度: 適當的絕緣穿透和線夾需要特定的高度.
焊絲穿透度: 確保端子筒完全穿透絞線.
振動測試: 對壓接連接進行震動以檢查是否鬆動或破損.
抗拉強度: 檢查壓接連接的抗拉力能力.
4. 設計考慮因素:
連接器類型: 選擇適合線規和端子類型的連接器.
電路密度和尺寸: 考慮電線數量和連接器的整體尺寸.
環境因素: 考慮溫度等因素, 濕度, 和振動.
標準和認證: 確保符合相關行業標準.
5. 自動壓接:
自動化機器:
利用機器執行重複壓接任務,以確保一致性和效率.
自動化的好處:
減少手動錯誤, 提高生產速度, 並保持一致的壓接質量.
連接線束壓接點, 也稱為穿刺點, 接觸點, 拼接點. 壓接點的設計對車輛電氣功能的穩定性以及線束的成本影響很大. 本文討論壓接點的設計.
壓接點的定義:
線束壓接點是指超過 2 線束中的電線是鉸接的.
如下圖所示, 這個壓接點 (sp) 由線材組成 1, 金屬絲 2, 和電線 3. 這 3 電線在線束內相互連接. 線束內三根電線的鉸接點為壓接點, 也稱為拼接點, 和線束穿孔點.
壓接點類型
汽車線束接合點, 常用的方法有超音波焊接, U型端子壓接, ETC.
超聲波焊接
超音波金屬焊接的原理是利用超音波頻率的振動能量 (20-40千赫) 將振動波傳輸到需要焊接的兩個金屬物體的表面. 靜壓下, 兩個金屬表面相互摩擦, 從而在分子層之間形成融合.
如上圖所示, 這 50/60 Hz 電流轉換為 15, 20, 30 或者 40 超音波發生器產生 KHz 電能. 轉換後的高頻電能透過換能器再次轉換為同頻率的機械運動, 然後透過一組可以改變振幅的喇叭裝置將機械運動傳遞到焊頭. 焊頭將接收到的振動能量傳送至待焊接工件的接合處. 在這個區域, 振動能透過摩擦轉化為熱能, 熔化金屬.
超音波焊接可用於連接相同材料和異種材料, 例如銅和鋁. 因為金屬是直接焊接在一起的, 無需額外材料,例如套圈, 焊接, 或需要助焊劑. 此外, 超音波焊接對零件產生低熱應力 (焊接溫度遠低於零件的熔點), 因此焊接材料本身的特性和周圍材料的特性不會改變. 如果絕緣套管完好無損.
如何焊接 & 壓接汽車電線
超音波焊接標準
美國汽車工程師學會和美國汽車調查委員會聯合發布的最權威的焊接標準SAE/USCAR-38. 全面定義汽車電纜與端子之間的超音波焊接工藝,為產業規範提供重要參考.
超音波焊接的優點和缺點:
這種方法的優點是速度快, 節能, 高熔合強度, 導電性好, 沒有火花, 接近冷加工, 高效率, 導電性好, 環保與安全. 是線束接觸件的發展趨勢.
缺點是要焊接的金屬件不能太厚 (一般小於或等於5mm), 焊點不能太大, 並且需要壓力. 焊接設備價格及維護成本較高.
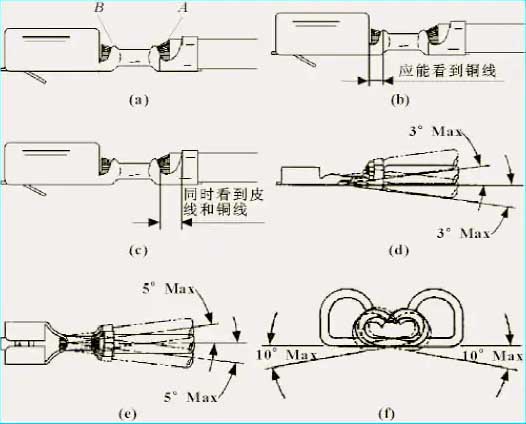
U型端子壓接
壓接是一種對電線和端子之間的接觸區域施加壓力以形成緊密連接的過程. 在壓接過程中, 導體受到套管擠壓,經緯向均發生變形, 形成冷焊縫. 導體及套管表面原有氧化膜變形破裂, 導體與端子套純金屬表面充分緊密接觸, 擠壓變形過程中會發生微動.
透過U型端子對電線的銅線進行物理均勻壓接是目前常用的接觸方式. U型端子壓接圖如下圖所示.
圖 U型端子壓接示意圖
U型端子壓接標準
USCAR標準是專門的連接器標準, 和美國汽車協會 21 是端子壓接性能規格. 全面定義汽車線束端子壓接工藝, 為行業規範提供重要參考.
U型端子壓接的優缺點:
這種方法的優點是操作簡單, 高效率, 導電性好, 以及更便宜的壓接設備和 U 型端子;
缺點是與超音波焊接相比, 它需要使用壓接材料並增加重量.
壓接點位置的選擇:
壓接點的位置不僅與線束的成本有關, 也關係到線束的質量. 不合理的接頭設計不僅會增加線束的成本, 而且還增加了線束的重量, 還可能造成裝配困難等問題.
選擇線束相對穩定的位置. 不要選擇運動部件或乾擾較大的位置.
將壓接點佈置在每條訊號線與主幹相交處附近, 可有效減少電線,節省成本.
3. 選擇接觸位置以避免環迴線束. 尤其是在潮濕的地方, 有回程安全帶, 不利於熔接點密封.
避免常見壓力超過 10 同一壓接點的電線. 一次超過 10 電線被壓在一起, 需要設定額外的壓接點.
對於相同的壓接點, 最小線徑直徑不能小於 10% 壓接點處所有電線的線徑總和.
6. 壓接點左右兩側線徑總和應盡量相等, 且最小的不應小於 50% 另一邊的.
7. 壓接點最小線徑的線徑應大於 16% 壓接點處的最大電線直徑.
8. 當一條電線連接兩個壓接點時, 兩個壓接點之間的距離不得小於150mm. 在下圖中, SP1和SP2之間的距離大於150mm.
壓接點與分支點之間的距離, 扣環/領帶需要大於50mm, 且觸點之間的距離也應大於50mm (除了罐頭生產線), 從而有效避免接觸者之間的接觸.
壓接點保護
如果線束觸點的保護不合理, 線束觸點處的絕緣層可能被刺穿, 否則水可能會進入觸點, 造成短路故障.
一般來說, 汽車觸點分佈分為兩類: 乾區和濕區. 乾燥區域的接點需要用專用膠帶保護; 潮濕區域的接觸點需用含膠熱縮管或丁基膠保護,以達到防水密封效果.
如上圖所示, 涉水線以下的區域稱為濕區, 除濕區以外的其餘部分為乾燥區.
總結:
本文系統性地介紹了定義, 分類, 壓接點的位置選擇與保護. 在做佈局設計和原理設計時, 你需要注意壓接點. 如果您想快速提升您的汽車線束設計能力, 請關注亞訊線束工程師的線束課程.