 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Key points of connection harness design and production development
我. Design and development
Design process
Requirement analysis: Clarify the electrical parameters (such as 400A current carrying capacity), physical size (terminal density increased by 30%) and installation location of the harness, and customize the design in combination with the vehicle architecture (such as domain controller).
模塊化設計: Adopt platform solutions (such as MX large connector system), integrate power supply, signal transmission and heat dissipation functions, support hot plugging to shorten OTA upgrade time by 70%.
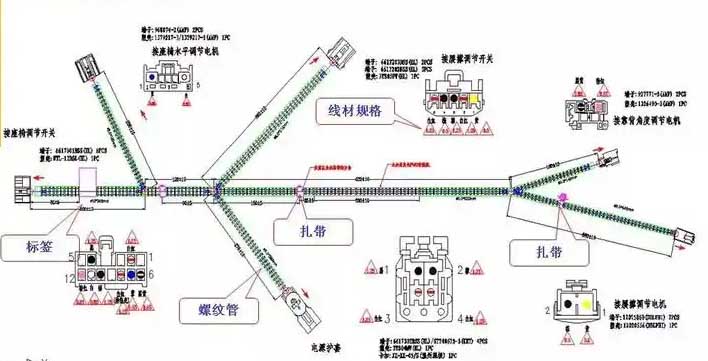
Drawing output: Draw a three-dimensional layout diagram through professional software, mark the wire specifications, connector types and protection requirements, 並同時生成迴路表和線束方向圖.
定制線束組件原型和製造
關鍵技術
電磁兼容設計: 使用編織屏蔽線和帶屏蔽層的連接器抑制電磁干擾 (串擾控制在-50dB以下).
高低壓線束分層或併聯佈置,減少高壓對低壓系統的干擾.
高壓系統優化:
雙軌設計保證直流高壓電路的穩定性. 連接器必須滿足耐高壓要求 (如48V系統), 防護等級高,迴路聯鎖.
動態電壓補償算法將電源波動控制在±0.5V以內,提高系統可靠性.
原理圖和接線圖開發:
創建詳細的原理圖和接線圖來定義組件交互和物理連接.
元件選擇:
選擇合適的電線, 連接器, 終端, 以及根據要求的絕緣材料.
線束佈局設計:
規劃電線的物理佈置, 連接器, 和其他元素, 考慮到空間限制, 路由, 和應力消除.
原型:
構建原型以驗證設計並在全面生產之前進行必要的調整.
2. 生產研發
核心流程
原材料選擇:
電線採用耐高溫銅芯或鋁芯線 (如新能源汽車高壓線束), 連接器需要適應端子密度和電流要求 (如DF53系列10A連續電流).
絕緣材料必須具有阻燃性和耐電解液性 (如TB4系列FPC連接器).
加工流程:
線切割: 按圖紙精度切割, 且公差必須滿足線長計算標準.
端子壓接: 採用全自動壓接設備,保證接觸電阻 <5MΩ.
裝配保護: 插入波紋管或軟管, 用紮帶固定, 並添加標籤標記.

模塊化線束設計簡化了製造和維護
質量驗證
電氣測試:
連續性測試以檢查開路情況, 絕緣電阻測試以檢測漏電, 和耐壓測試,驗證高壓環境下的穩定性.
誤碼率測試 (如IT14系列維護 0.01% 85°C 時的誤碼率) 保證高速信號傳輸的可靠性.
機械和環境測試:
振動, 鹽霧和高低溫循環測試,確保線束在極端工作條件下的耐用性.
外觀檢查無毛刺、破損, 並且保護材料完全覆蓋.
iii. 行業動態
智能集成: 通過傳感器的融合 (例如 RNC 道路噪聲傳感器) 和算法, 降噪精度達到±0.5dB, 能源效率得到優化.
輕量高效: 模塊化設計減少焊點和線束長度 (例如 TB4 系列可減少組裝時間 70%), 幫助車輛減輕12公斤重量.
上述工藝和技術創新已在Molex、Hirose Electric等公司的量產項目中得到驗證, 覆蓋新能源汽車, 數據中心, 和人形機器人.
開發連接線束涉及從設計到生產的多階段過程. 它始於定義要求, 創建示意圖, 選擇組件, 然後在身體上鋪設線束. 生產包括切割, 剝離, 連接電線, 組裝, 並測試成品.
最終確定連接線束設計方案:
概念: 連接線束批量生產前, 工藝工程師劃分工位後需要驗證工藝方法 (那是, SOP期間使用的處理方法). 驗證過程中進行調整和重新驗證, 最終確定的工藝方法就是最終的方案.
確定計劃的時間: 在PPAP階段的後期, 在正式啟動之前, 工藝工程師需要敲定最終計劃.
確定計劃的目的
1. 為保證正式上線過程中的順利進行. 驗證過程中發現的問題可以儘早解決,不會在量產時遺留下來.
2. 量產初期不會出現大問題或瓶頸站.
3. 使團隊能夠在規定時間內完成量產, 順利進入SOP階段, 並與客戶的SOP階段無縫對接.
4. 確保量產階段生產的線束質量完好.

定制工業 & 醫療控制線束
確定連接線束最終設計的標準
一個. 各站按工藝方法平穩運行. 所謂流暢,就是工藝方法運行流暢, 人與人、機器默契配合, 沒有衝突或等待. 具體標準如下:
正確的裝配順序
用於線束組件的裝配, 手動步驟複雜. 制定工藝方法時, 應特別注意裝配順序. 雖然在接受操作卡時已經初步驗證了組裝順序, 當最終方案確定後, 集會內容和順序仍需研究分析, 因為這些工作內容需要在周期時間內完成. 現階段, 更加註重操作人員在工作站上的操作細節, 比如取料是否按照操作順序, 工作站多人操作是否存在衝突, ETC.
b. 各工位完成線束裝配的時間在周期內. 我們要求有效的 (增值) 每個工作站的運行時間不僅需要在循環時間內, 但也需要無限接近循環時間, 從而保證操作者的效率最大化. 效率最大化意味著有效效果最大化 (增值) 規定時間內人員操作時間. 該概念涉及有效, 增值運營時間, 具體理解如下:
用於線束生產過程中的操作, 分為以下四種:
1. 增值行動: 有效運作, 線束生產所需的操作, 例如插入端子, 纏繞膠帶, 並安裝定位件. 這些是組裝組件時必要的操作. 如果沒有這些操作, 線束無法組裝.
2. 不增加價值的行動: 那是, 無效操作, 線束生產中不必要的操作. 比如把電線理順,防止雜亂; 插入端子時以錯誤的方向握住端子; 需要旋轉電線來調整端子的方向, 撿起掉落的材料, ETC. 這些動作是裝配過程中產生的附加動作,會影響裝配時間. 這些行為是 IE 需要發現並消除的行為.
3. 等待: 那是, 在指定時間內等待. 等待有兩種情況: 一種是當員工完成本站的所有工作時, 但節拍時間尚未到,無事可做, 說明本站工作量不夠. 另一種是員工需要從上一個工作站經過的線路來完成本工作站的操作. 然而, 在指定時間, 上一個工位未經過進線, 表明上一個工位出現瓶頸,無法在規定時間內完成工作,轉至下一個工位. 這些等待也是IE需要消除的.
徉:
員工操作時, 他們需要從A點移動到B點才能進入操作; 然而, 從A到B的超調期間無任何操作, 只能步行. 最常見的情況是一名員工操作兩個工作站, 員工需要從 A 到 B. 這些走動的時間也是不可取的. 所以, 佈置工作站時, 盡量將同一員工需要操作的內容放在一台工作站上, 或將工作站部件盡可能靠近放置,以避免來回移動.
我們希望在有限的周期時間內充分安排員工的增值操作,並在解決方案最終確定時驗證其可行性.
c. 工作站之間的連接清晰流暢. 具體體現在以下幾個方面:
1. 當線束在工作站之間傳輸時, 轉移所用工具設計合理,方便員工放置線束. 線束清晰地放置在轉移工具上,不會損壞線束, 並且放置的數量有明確的規定.
2. 轉賬流程簡單,員工易於操作. 同時, 在下一個工作站輕鬆拾取線束.
3. 信息傳輸完整無丟失. 在此站拿到線束後, 清晰指導手中線束的型號或ID. 在測試線束時, 需要使用線束ID來檢索對應的線束程序. 所以, 交貨過程中, 顯示線束 ID 的載體, 例如線束訂單或標籤, 必須與線束本身一致, 並且身份在交付過程中不會丟失.
連接線束生產流程
一個. 準備工作: 在最終方案確定之前,還需要一些前期準備工作. 這些工作需要提前準備好,然後才能實施工藝方法的驗證. 具體細節如下:
1. 工具和設備狀態是最新的並已發布. 由於線束工程變更頻繁, 即使在啟動階段,工程變更也是不可避免的. 所以, 現場工裝和設備需要確保工程變更已正確實施並已被質量部門接受並可用於生產.
2. 現場生產區域佈局完整,無缺陷. 工具架放置在正確的位置, 工裝、設備完好無故障, 並且所使用的工具都放置在正確的位置.
3. 處理方法已初步通過IE驗證, 並且工程狀態是最新的.
4. 各種生產所需的參數狀態是最新的,並已驗證並發布.
5. 電線等原材料應按正確方式搬運 (導體, 材料盒, ETC。) 並放置在工具架上的正確位置.
6. 連接系統已完成: 所使用的連接工具設計合理, 信息傳輸連續、完整, 和信息載體 (線束訂單, 信息卡, 標籤) 起始端用到的信息都準備好了.
7. 網絡連接良好: 測試結果記錄與溝通, 線束跟踪系統, ETC. 正在正常運行, 標籤打印正常,標籤顯示信息正確.
8. 運營商已就位. 操作人員必須是有經驗的生產員工. 需要員工具有豐富的生產經驗, 或具有該線束生產經驗的員工, 熟悉該線束的裝配流程並熟練操作. 當多名員工在同一工作站作業時, 該工作站的員工人數需要同時匹配和驗證. 否則, 無法驗證工作站之間是否存在衝突.
根據工藝卡, 將每個工作站的操作內容分為若干個動作單元並放置在動作列表中. 劃分時, 需要注意動作劃分的大小合適. 一般來說, IE是現場用秒錶手動測量的, 並且測量本身存在誤差. 如果劃分太細, 測量中存在的誤差將會被放大, 導致此操作的工作時間不准確. 如果劃分太粗, 平衡工作站時無法獲取部分動作移至其他工位後該動作的實際工作時間. 根據經驗, 一般遵循這種劃分方法:
1: 從材料架上取出電線, 插入端子, 並鋪設電線 (這三個動作通常構成一個動作單元進行測量).
2: 將塑料件從料架上取出並放置在固定夾具上.
3: 將同一個工位、同一個塑件內的電路分成若干個動作單元進行測試. 一個動作單元包含多個 2 循環.
4: 從材料架上取出膠帶, 撕掉膠帶, 並包裹樹枝. 一般來說, 每個分支有一個行動單元.
5: 從料架上取出定位件, 安裝定位片, 並剪掉尾巴.
連接線束生產工時測量:
準備工作完成後, IE需要研究每個工作站並測量其運行時間. 具體實現方法如下:
實際工作時間:
劃分動作單元後, 填寫工時計量表, 然後根據動作測量工作時間. 10 需要記錄有效數據. 有效數據判斷
原則:
當機組運行時間≤30秒時, 的範圍 10 數據集應該是: 90% * 平均的 (10 數據集) ~ 110% * 平均的 (10 數據集).
當機組運行時間為 >30 秒, 的範圍 10 數據集應該是: 95%*平均的 (10 數據集) ~ 105%*平均 (10 數據集).
還需要衡量走動和等待所花費的時間. 除了記錄實際運行時間, 操作時還要觀察員工的細節. 測量工作時間時, 您需要區分增值操作和非增值操作. 如果發現操作中有非增值動作, 測量的工作時間需要特別標記, 並在改進後重新測試.
用於生產連接線束的平衡站:
將每個工作站的工作時間相加和提取,形成工作站平衡牆. 工作站平衡牆分析與調整:
一個. 消除瓶頸站: 將超過週期時間的工作移至未滿的工位. 如下圖所示, 車站工作的一部分 3 已移至車站 2.
b. 消除步行時間: 觀察實際操作情況,將需要移動的部件盡量放在一起
c. 消除等待時間: 將多餘的工作從其他工作站移至此工作站
d. 發現非增值工作, 優化工作站, 增加增值工作內容, 並提高效率
-平衡工作站後
獲取工作站新的工作內容後, 需要重新測量工作站的工作時間來驗證平衡方案是否可行. 若核實後仍存在不平衡, 需要再次重複以上操作.
c. 更新流程: 工作站平衡後, 需要更新的內容如下: 根據實際情況確定具體更新項目.
1. 更新流程操作卡並重新提交質量放行.
2. 更新工作站平衡牆
3. 更新工具板的內容, 尤其是套件板和流水線組裝板的內容; 更新後仍需質量發布.
4. 更新設備操作內容, 參數調整, ETC。, 更新後提交質量發布.
5. Update the tool rack to include tools for connecting the system. Due to the adjustment of the workload, the corresponding materials used will also be adjusted. The corresponding tooling racks will take increasing and decreasing positions to place the materials, and the labels of the materials will be updated at the same time.
6. Update information flow, wire harness orders/labels and other information to be corrected based on the latest workstation information
7. Update the work layout on site, implement the latest design plan, and release quality again.
8. Train on-site operators according to the latest production process plan to familiarize them with the methods.