 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
新產品開發過程中的線束裝配必須遵循以下結構化流程, 整合設計規劃, 流程實施和質量驗證:
1. 初步設計與開發
需求分析與圖紙設計
確定電氣參數, 根據產品功能要求確定線束尺寸及安裝位置, 使用專業軟件繪製二維/三維圖, 並明確電線規格, 連接關係和方向.
製作樣品並通過電氣性能驗證設計的合理性, 機械強度和環境適應性測試.
Electrical And Allied Products 提供中國最優惠價格的線束組件
定義產品所需的電氣連接, 包括電線類型, 連接器要求, 和環境條件.
創建原理圖:
繪製接線圖,將線束的結構和連接可視化.
選擇組件:
選擇合適的電線, 連接器, 終端, 和防護材料.
佈置線束:
規劃電線和組件的物理佈局, 考慮空間限制和組裝方便性.
物料計劃與採購
識別線束材料 (電線, 連接器, 絕緣套管, ETC。), 建立供應商資源庫,保障原材料供應.
特殊場景 (例如高壓線束) 要求使用高溫/高壓電線和阻燃絕緣材料.
2. 組裝加工流程
副料號製作
根據定位板準確切斷電線,避免因尺寸偏差造成浪費, 完工後進行電氣測試和全檢.
接線和插頭
根據圖紙分區傾斜子材質編號, 先按單區接線順序, 跨區域第二, 首先簡單, 和復雜的第二個. 插入 PIN 碼時, 確保端子與連接器匹配, 跨區走線需要預留合適的長度.
綁紮與固定
使用紮帶或膠帶綁紮電線. 起始點選擇在雙線位置. 綁線環之間的間距約為25mm. 末端預留10mm並綁緊,防止鬆動.
標籤和標記: 為線束和單根電線貼上標籤,以便識別和追踪.
包裝: 準備好成品線束以便運輸和儲存.
按照以下步驟操作, 製造商可以確保線束的設計, 組裝的, 並經過測試以滿足新產品的特定需求, 實現可靠、高效的電氣連接.

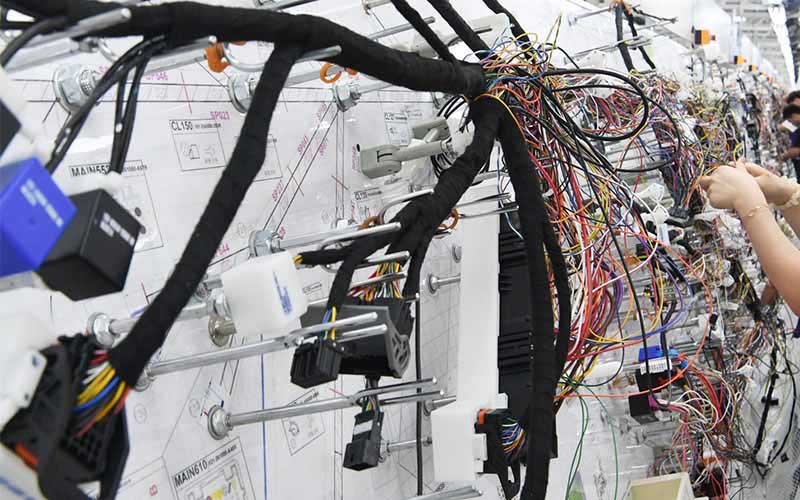
最先進的線束設計和裝配車間
3. 質量驗證鏈接
電氣測量和功能測試
使用自動化設備進行傳導, 絕緣和耐壓測試, 並同時監控端子壓接質量 (例如壓力系統測試).
複雜線束在執行測試計劃之前必須經過 PE/QE 確認.
全檢入庫
檢查端子公差, 接線均勻性和元件裝配正確性. 熱縮管不得變黃或損壞.
OQC檢驗合格後, 入庫以確保符合 IPC-620 和 RoHS 標準.
4. 流程優化方向
引進智能製造設備 (比如機器視覺定位, 伺服控制系統) 提高自動化率,減少人工干預. 通過精益管理優化佈線路徑和物料流效率,以縮短開發週期.
該流程通過多環節協作和嚴格驗證,確保新產品開發中線束的高可靠性和過程可追溯性.
最先進的線束裝配工藝
汽車線束新產品開發流程是怎樣的? 在本文中, 線束工程師主要從線束廠的角度談汽車線束行業的項目管理. 準確把握線束產品開發流程有助於我們以全球視角理解線束產品的設計和開發.
01. 前言: 汽車線束行業的項目管理, 準確把握線束產品開發流程有助於我們以全球視野理解線束產品的設計和開發.
當今是全球商業經濟環境快速變化、市場競爭日趨激烈的時代. 新產品的開發直接關係到企業的生存, 尤其是在汽車行業持續下滑的背景下. 所以, 如何做好一個發展項目,使企業實現可持續發展是一個非常重要的問題.
大家好, 這是我很久以來一直想與你們分享的事情. 一方面, 作者是技術出身, 所以他的大部分職業生涯都花在了手工藝上, 研究與開發, 專案, ETC. 另一方面, 消除前端新產品開發流程中的浪費,更符合精益實踐. 根據個人工作經驗 (從線束製造商的角度來看), 我們來談談汽車線束行業的項目管理. 準確把握線束產品開發流程有助於我們以全球視角理解線束產品的設計和開發.
02 詢價詢價
1. 新產品材質鑑定: 查詢供應商網站並使用“供應商網站鏈接”, 如下圖.
線束材料成分: 電線的分類和識別, 鞘, 終端, 軟管, ETC. 也有網上找不到稀有成分的情況. 此時, 您可以在線束相關群組中尋求幫助. 當然, 您還可以在工作日創建一些供應商資源, 甚至創建一個數據庫以應對緊急情況.
2. 報價準備: 使用Excel軟件創建電路表
特別關注: 循環表: 單元格必須有內容, 例如: 書, 雙聯合Vlookup, 蘇米夫, 計數, 掌握數學函數公式,
3. BOM表的建立與完善
生產計劃部將工藝部建立的BOM表分解為車間生產所需的物料, 然後將提供的各標準車型的工藝定額相加,形成生產所需的物料.
生產過程中的建立和維護
平均並平衡所有生產流程, 調整各進程的工作量, 使各工序的工作時間盡可能相似, 並儘可能平衡各工序之間的工作時間.03 工藝路線規劃
1. 圖紙分析
① 選型及準備表, ② 環線準備表, ③ 線束方向佈置圖.
2. 處理文件輸出
① 基礎數據統計
循環信息: 逐個循環統計, 線材類型, 線長, 線材, 端子和密封塞.
步驟: 成品圖上各護套按從左到右、從上到下的順序編號, 如數字Z1所示, Z2, Z3, ETC。;
②電路表製作
一個. 直線與佈線的區別
b. 電路表中需要表達的信息, 剝去兩端的標頭, 預記, 雙平行線, 終端, ETC.
剝線及接線的表達方式, 雙並聯表達式
c. 線長計算
切線長度=基本長度 + 輔助長度 + 採礦長度
基本長度=一根或兩根鞘根之間同一迴路的尺寸之和或一根鞘根到中間出口的尺寸之和.
d. 考慮線束長度公差
③ 接線圖製作
一個. 接線關係的表達, 連接性和方向;
b. 終端選擇規則 (不同線徑對應不同端子);
c. 屏蔽線的畫法;
d. 觸點設置合理;
④ 製作安裝前圖片
一個. 所有直線均已排列並預組裝;
b. 預先組裝簡單的接線佈置 (安排一個單獨分支的一端) 且不需要復雜的佈置;
c. 單孔護套佈置為預組裝;
d. 如果端子插入困難且護套操作複雜, 嘗試佈置盡可能多的電路;
乙. 注意帶鎖片和鎖扣的護套安裝時帶或不帶鎖扣;
F. 支管採用封閉式波紋管體現在預裝圖中. 如果需要先裝橡膠件和支架, 必須添加提醒;
G. 觀看方向的描述結合預安裝圖;
H. 回拉方法的描述不能省略;
主護套和輔助護套的選擇: 盡量選擇迴路較多的護套作為主護套. 如果接線分支較多, 您可以直接將它們插入工裝板上,無需預先安裝.
⑤ BOM清單的創建和完善
1. 根據圖紙, 分析電路, 腸衣, 海綿, ETC。, 並做好線束產品的物料清單,減少遺漏的可能性;
2. 參照《ERP操作流程》將物料清單錄入ERP系統;
3. 輸入完成後, 審查前, 新產品首次按照《BOM 檢查程序》進行檢查. 保留驗證支持信息並提交給審核員進行BOM審核;
3. 具有ERP系統BOM審核權限的審核員在審核前需要檢查驗證證明材料, 確認無誤後進入ERP系統. 對需要審核的產品進行審核操作;
電線, 終端, 鞘, 密封塞, 插頭, 夾腳, 鎖領帶, 帶扣, 括號, 各種管子.
資質標籤, 橡膠件保險卡從頭到尾編號: 功能型, 套管類型. 配件, ETC. 需要確保 100% 流程和輸入 BOM 的準確性.
⑥ 工裝圖紙的繪製及製作
繪製工裝圖紙時, 原則是從左到右開始接線. 為了考慮現場工作和裝配的方便性, 支線一般分佈在第一象限和第四象限.
符合人體工學設計: 靠近上側板的中心, 下側佈置較少,以盡量減少彎曲運動.
從工裝板左側開始佈置主線. 以主線無需轉彎為原則, 選擇合適長度的紙張和工裝板規格. 圖形, 圖片, 且文字應遠離燈具安裝區域.
筆記: 不影響工裝佈局及夾具安裝, 護套圖及名稱可按比例放大並用顏色標記,方便操作者查看.
號碼按順序排列,方便查找.
併條機等技術要求, 技術要求, 修訂歷史, 設計變更, 工作點, ETC. 不能省略.
⑦ 工作標準書和檢驗標準書
為保證生產過程的質量和安全而製定的針對對象的具體操作標準. 作業指導應該從動作的開始到結束, 並且中間的每一個動作都要詳細解釋.
從汽車線束結構來看, 製造過程嚴重依賴手工作業, 生產形式為勞動密集型企業. 所以, 一本好的工作指導書很容易理解, 有圖有文字, 幫助員工遵守工作規範,達到目視管理的目的.
初步準備好作業指導書後, 可對生產過程進行產前審查,及早發現並糾正工藝設計缺陷,促進工藝改進,滿足產品持續改進的要求.
檢驗標準: 為防止本項目的不良品流入下一個項目而進行的檢查. 其內容包括: 檢查項目, 基準, 方法, 測量夾具, 頻率, ETC.
04 各階段輸出
1. 遵守程序書的要求
《新產品開發程序書》
一個. 新產品製造可行性報告
b. APQP團隊成員的組建
c. 設計簡介
d. 初始材料清單
乙. 工藝流程圖
F. 產品保障計劃
G. 產品工藝特性一覽表
H. 過程失效模式與影響分析
我. PPAP 數據提交
2. 系統登錄及使用
每個階段需要輸出表單名稱和列表. 完整的技術開發資料, 包括: 圖紙, 電路表, 工裝圖紙, 預裝配圖, 物料清單, 工作標準, 檢驗單及其他工藝流程文件.
3. 生產第三- 和第四級形式
目標: 所有表格均可根據實際情況製作
05 初始流量管理
適用於新產品開始量產至量產三個月或質量指標達到提升條件後直至質量穩定為止. 當材料, 施工方法, 工程變更時設備也會發生變化, 初始流動時間段將根據其重要性確定. 在此期間, 進行一系列管理,確保質量和交期.
06 結論
在新產品開發方面, 如果前期沒有確定產品工藝, 沒有選擇合適的材料和設備, 並且沒有做足夠的驗證工作, 會給後期量產造成巨大損失. 線束圖紙分析是線束加工中一項基礎而關鍵的工作.
所以, 圖紙分析的準確性和效率非常重要, 並將直接影響產品的成本構成, 比如什麼標準材料, 標準件, 並使用工時估算. 有效合理控制線束成本,使線束成本分析更加透明、合理. 所以, 開發過程中, 進行合理的成本優化, 並進行相關試驗論證,進行相應的零部件替代和國產化, 這將有助於節省產品成本.
R&D過程, 作為生產過程的先導, 必須始終考慮如何將設計的產品批量生產. 強調客戶建議與生產過程之間的和諧 (目標是實現精益生產), 所以會更加註重生產過程中相關人員的參與.