 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
النقاط الرئيسية لعملية تصنيع تسخير الكهرباء والإشارات
1. مرحلة التصميم
تحليل المتطلبات وتعريف المعلمة
وفقا للمتطلبات الوظيفية للمعدات, توضيح المعلمات مثل الأداء الكهربائي, القوة الميكانيكية, مقاومة درجات الحرارة والقدرة المضادة للتدخل للتسخير.
تحتاج أحزمة الإشارة إلى مراعاة استقرار إرسال الإشارة واستخدام طبقة التدريع, تصميم الزوج الملتوي أو الكابل المحوري.
الرسومات وإعداد ملف العملية
ارسم مخطط تخطيط الحزام وحدد طول السلك, قطر السلك, ترميز الألوان ونوع الموصل.
إنشاء ملفات العملية تلقائيًا من خلال برنامج تصميم النمذجة (مثل مليون برميل يوميا) لتقليل التدخل اليدوي.

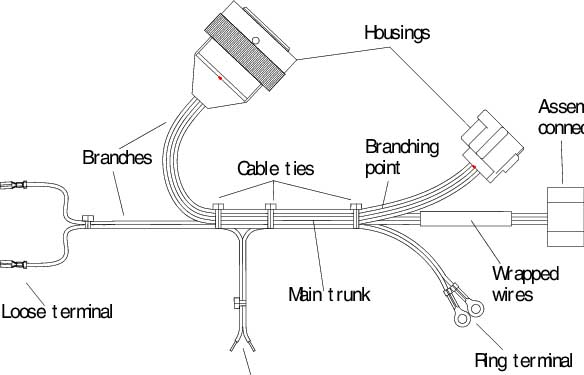
سهلة التركيب, يحافظ على, والتأكد من تصنيع أسلاك المعدات الكهربائية
تبدأ العملية بمرحلة التصميم حيث يحدد المهندسون مواصفات الحزام, بما في ذلك عدد الأسلاك, الموصلات, والتوجيه الشامل.
غالبًا ما تتضمن هذه المرحلة استخدام برامج متخصصة لإنشاء تصميم تفصيلي للحزام.
النماذج الأولية:
يمكن إنشاء نموذج أولي لاختبار التصميم وإجراء أي تعديلات ضرورية قبل الإنتاج الضخم.
2. تحضير المواد والمعالجة المسبقة
فحص وفحص المواد الخام
مادة السلك (نحاس, سبيكة, إلخ.) يجب أن تلبي متطلبات الموصلية ومقاومة التآكل, ويجب أن يجتاز الموصل اختبار مقاومة التلامس.
تعطي أحزمة الإشارة الأولوية للمواد العازلة منخفضة الخسارة (مثل FEP, PTFE).
قطع وتجريد الأسلاك
تقوم آلة قطع الأسلاك بقطع السلك وفقاً للطول المحدد مسبقاً, ويتم التحكم في الخطأ ضمن ±0.5 مم. يجب أن يكون الوجه النهائي مسطحًا وخاليًا من النتوءات.
يجب أن يتطابق طول التجريد بدقة مع متطلبات تجعيد الطرف لتجنب إتلاف الموصل.

صانع تسخير الأسلاك المهنية, إشارة, تسخير الأسلاك الإلكترونية
3. العقص الطرفي والتثبيت
عملية العقص
ضبط معلمات آلة العقص (ضغط, سكتة دماغية) للتأكد من أن الجهاز والسلك متصلان بإحكام, والتحقق من القوة من خلال اختبار الشد بعد العقص.
محطة الإشارة مطلية بالذهب/مطلية بالفضة لتقليل مقاومة التلامس ومخاطر الأكسدة.
تطبيق جهاز التثبيت
المعدات الآلية (مثل براءة اختراع CN 222785620 ش) يحقق التثبيت والتثبيت الطرفي من خلال آلية الربط لتقليل أخطاء التشغيل اليدوي.
كيف يمكن للتصنيع الإضافي تحسين تجميع أحزمة الأسلاك
4. التجميع والقولبة
الأسلاك ملزمة
وضع الأسلاك وفقا للوحة تحديد المواقع, وربطها في أقسام لتجنب التداخل المتقاطع.
قم بتركيب الأنابيب المموجة أو أنابيب الانكماش الحراري في المواقع الرئيسية لتحسين الحماية الميكانيكية وأداء العزل.
تجميع الموصل
قم بتنظيف سطح التلامس الطرفي قبل إدخال رمز PIN لضمان توصيل ثابت; يجب معالجة موصل الإشارة بمادة مضادة للكهرباء الساكنة.
V. الاختبار والتحقق
اختبار الأداء الكهربائي
اختبار الموصلية: التحقق من الاستمرارية وقصر الدائرة للخط.
تحمل اختبار الجهد: التحقق من الجهد الصمود للطبقة العازلة (مثل 500 فولت/1 دقيقة).
كشف سلامة الإشارة
تحتاج أحزمة الإشارة عالية التردد إلى اختبار الحديث المتبادل, مطابقة التوهين والمقاومة (مثل اختبار TDR).
السادس. تحسين العمليات الخاصة
injection صب
يستخدم موصل تسخير الإشارة عملية قولبة الحقن لتحقيق تصميم مانع للاهتزاز ومضاد للاهتزاز.
الترقية التلقائية
تقديم عمليات مثل الأسلاك بمساعدة الروبوت ووضع العلامات بالليزر لتحسين الكفاءة والاتساق.
براءات اختراع المعدات والتكنولوجيا الرئيسية جهاز التثبيت: يتم إكمال التثبيت والتثبيت الطرفي بشكل متزامن من خلال آلية الربط لتقليل العملية التي تستغرق وقتًا طويلاً.
عملية ثنائي الفينيل متعدد الكلور متعدد الطبقات: يستخدم لتكامل الدوائر للأحزمة المعقدة (مثل براءة اختراع CN115103531B).
العملية المذكورة أعلاه تدمج التصميم, مواد, يعالج, الاختبار وغيرها من الجوانب, مع الأخذ في الاعتبار تعدد الاستخدامات والاحتياجات الخاصة لأدوات الإشارة لضمان أن المنتج يلبي معايير نقل الكهرباء والإشارات.