 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Dizajniranje točaka za spajanje žičanih svežnja uključuje odabir odgovarajućih stezaljki i osiguravanje pravilnih tehnika presovanja kako bi se stvorile pouzdane i sigurne veze. Ovaj proces uključuje odabir pravog tipa terminala za određeni kalibar žice i primjenu, koristeći odgovarajući alat za presovanje, i provjera kvaliteta krimpova kako bi se spriječili problemi poput kratkih spojeva ili slabih spojeva.
Dizajnirajte Crimp Points za povezivanje kabelskih svežnja
1. Odabir terminala:
Mjerač žice:
Veličina žice (American Wire Gauge ili AWG) diktira veličinu i vrstu crip terminala.
Terminal Type:
Uobičajeni tipovi terminala uključuju prstenaste terminale, spade terminali, i stražnji konektori. Prstenasti terminali se pričvršćuju na vijke ili klinove, lopatice imaju oblik viljuške, i stražnji konektori spajaju dvije žice.
Materijal i završna obrada:
Uzmite u obzir materijale poput bakra ili mesinga i završne obrade kao što je kalaj za otpornost na koroziju i nisku otpornost.
Izolacija:
Terminali mogu imati izolaciju, pruža zaštitu i jednostavnost povezivanja.
2. Proces crimpinga:
Pripremite žicu:
Skinite izolaciju sa kraja žice na odgovarajuću dužinu, vodeći računa da se pramenovi ne pokidaju.
Odaberite alat za presovanje:
Odaberite alat prikladan za tip terminala i debljinu žice.
Postavite Crimp:
Umetnite žicu i terminal u alat za presovanje, obezbeđivanje pravilnog postavljanja.
Crimping:
Primijenite dovoljnu silu za stvaranje sigurnog uvijanja, slijedeći upute alata.
Verifikacija:
Provjerite kvalitetu savijanja mjerenjem visine savijanja, provjera ispravnog prodora izolacije, i provjera trajnosti veze.
3. Kontrola kvaliteta:
Visina za prešanje: Za pravilan prodor izolacije i držanje žice potrebna je određena visina.
Prodor žice: Uvjerite se da cijev terminala u potpunosti prodire u žice.
Vibraciono testiranje: Podvrgavajte uvijene spojeve vibracijama kako biste provjerili da li su olabavljeni ili lomljeni.
Zatezna čvrstoća: Provjerite otpornost spoja na vučne sile.
4. Razmatranje dizajna:
Tip konektora: Odaberite konektore koji odgovaraju promjeru žice i tipu terminala.
Gustoća i veličina kruga: Uzmite u obzir broj žica i ukupnu veličinu konektora.
Faktori okoline: Uzmite u obzir faktore poput temperature, vlaga, i vibracije.
Standardi i sertifikati: Osigurati usklađenost sa relevantnim industrijskim standardima.
5. Automated Crimping:
Automatizovane mašine:
Koristite mašine za ponavljajuće zadatke presovanja kako biste osigurali konzistentnost i efikasnost.
Prednosti automatizacije:
Smanjite ručne greške, povećati brzinu proizvodnje, i održavati dosljedan kvalitet presovanja.
Priključni svežanj Tačka za presovanje, naziva se i tačka pirsinga, kontakt tačka, tačka spajanja. Dizajn mjesta presovanja ima veliki utjecaj na stabilnost električnih funkcija vozila i cijenu kabelskog svežnja. Ovaj članak govori o dizajnu točaka za presovanje.
Definicija točke savijanja:
Tačka presovanja kabelskog svežnja odnosi se na točku spajanja gdje je više od 2 žice u kabelskom svežnja su zglobne.
Kao što je prikazano na donjoj slici, ova tačka presovanja (SP) sastoji se od žice 1, Žica 2, i Wire 3. The 3 žice su međusobno povezane unutar kabelskog svežnja. Tačka spajanja tri žice unutar kabelskog svežnja je tačka uvijanja, naziva se i tačka spajanja, i mjesto pirsinga pojasa.
Vrsta crip pointa
Tačke za spajanje kabelskog svežnja za automobile, najčešće korištene metode uključuju ultrazvučno zavarivanje, Krimpovanje terminala u obliku slova U, itd.
Ultrazvučno zavarivanje
Princip ultrazvučnog zavarivanja metala je korištenje energije vibracija na ultrazvučnoj frekvenciji (20-40kHz) za prijenos vibracijskih valova na površine dva metalna predmeta koje je potrebno zavariti. Pod statičkim pritiskom, dvije metalne površine se trljaju jedna o drugu, čime se formira fuzija između molekularnih slojeva.
Kao što je prikazano na gornjoj slici, The 50/60 Hz struja se pretvara u 15, 20, 30 ili 40 KHz električna energija pomoću ultrazvučnog generatora. Pretvorena visokofrekventna električna energija se ponovo pretvara u mehaničko kretanje iste frekvencije kroz pretvarač, a zatim se mehanički pokret prenosi na zavarivačku glavu kroz set sirena koja može promijeniti amplitudu. Glava za zavarivanje prenosi primljenu energiju vibracija na spoj radnog komada koji se zavari. U ovoj oblasti, energija vibracija se pretvara u toplotnu energiju trenjem, topljenje metala.
Ultrazvučno zavarivanje može se koristiti za spajanje i identičnih materijala i različitih materijala, kao što su bakar i aluminijum. Zato što su metali zavareni direktno zajedno, nema dodatnih materijala kao što su ferule, lemljenje, ili fluks su potrebni. Pored toga, ultrazvučno zavarivanje proizvodi nisko termičko opterećenje na dijelovima (temperatura zavarivanja je mnogo niža od tačke topljenja delova), pa se svojstva samog zavarenog materijala i svojstva okolnih materijala ne mijenjaju. Ako izolacijski rukavac ostane netaknut.
Kako lemiti & Crimp Automotive Wires
Standardi ultrazvučnog zavarivanja
Najautoritativniji standard za zavarivanje SAE/USCAR-38 koji su zajednički izdali Američko društvo automobilskih inženjera i Američki komitet za istraživanje automobila. Sveobuhvatna definicija procesa ultrazvučnog zavarivanja između automobilskih kablova i terminala pruža važnu referencu za industrijske specifikacije.
Prednosti i nedostaci ultrazvučnog zavarivanja:
Prednosti ove metode su velika brzina, ušteda energije, visoka čvrstoća fuzije, dobra provodljivost, nema varnica, blizu hladne obrade, visoka efikasnost, dobra provodljivost, zaštita životne sredine i bezbednost. To je trend razvoja kontakata žičanog svežnja.
Nedostaci su što metalni dijelovi koji se zavaruju ne mogu biti previše debeli (uglavnom manji od ili jednak 5 mm), spojevi za lemljenje ne mogu biti preveliki, i potreban je pritisak. Cijene opreme za zavarivanje i troškovi održavanja su relativno visoki.
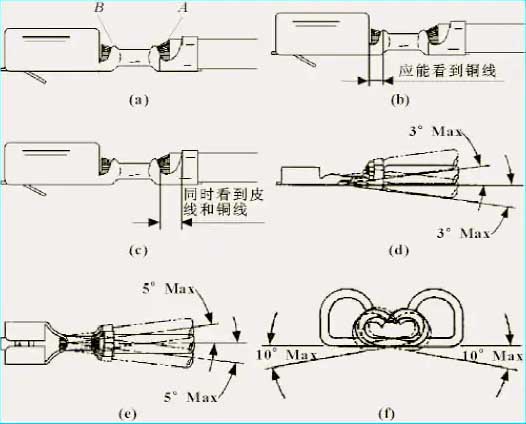
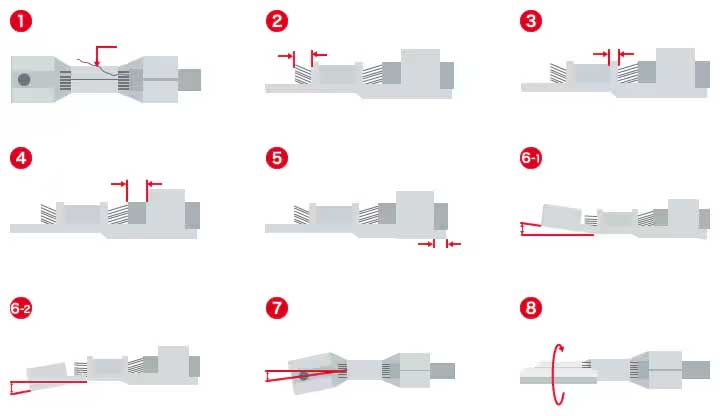
Krimpovanje terminala u obliku slova U
Krimpovanje je proces kojim se vrši pritisak na kontaktno područje između žica i terminala kako bi se formirala čvrsta veza. Tokom procesa presovanja, provodnik je stisnut rukavcem i deformiše se u smjeru dužine i širine, formiranje hladnog zavara. Originalni oksidni film na površini vodiča i čahure je deformiran i puknut, provodnik i čista metalna površina čahure terminala su u punom i bliskom kontaktu, a mikropokreti se javljaju tokom procesa ekstruzije i deformacije.
Fizičko i ravnomjerno presovanje bakrenih žica žica kroz terminale u obliku slova U trenutno je uobičajena metoda kontakta. Dijagram presovanja terminala u obliku slova U prikazan je na donjoj slici.
Slika U-oblika dijagram presovanja terminala
Standard za presovanje terminala u obliku slova U
USCAR standard je specijalizovani standard konektora, i USCAR 21 je specifikacija performansi presovanja terminala. Osigurana je sveobuhvatna definicija procesa presovanja terminala kabelskog svežnja automobila, pruža važnu referencu za industrijske specifikacije.
Prednosti i nedostaci presovanja u obliku slova U:
Prednosti ove metode su jednostavno rukovanje, visoka efikasnost, dobra provodljivost, i jeftinija oprema za presovanje i terminali u obliku slova U;
Nedostatak je u poređenju sa ultrazvučnim zavarivanjem, zahtijeva upotrebu materijala za presovanje i povećava težinu.
Odabir lokacije mjesta presovanja:
Lokacija mjesta stiskanja nije povezana samo s cijenom kabelskog svežnja, ali i na kvalitetu kabelskog svežnja. Nerazuman dizajn spajanja neće samo povećati cijenu kabelskog svežnja, ali i povećati težinu kabelskog svežnja, a također može uzrokovati poteškoće pri montaži i druge probleme.
Odaberite lokaciju na kojoj je kabelski svežanj relativno stabilan. Ne birajte pokretne dijelove ili lokacije s većim smetnjama.
Postavite točku presovanja blizu raskrsnice svake signalne linije i prtljažnika, što može efikasno smanjiti žice i uštedjeti troškove.
3. Odabir lokacija za kontakte kako bi se izbjeglo remenje. Posebno u vlažnom prostoru, postoje povratni pojasevi, što nije pogodno za zaptivanje tačke spajanja.
Izbjegavajte uobičajeni pritisak veći od 10 žice na istoj tački stiskanja. Jednom više od 10 žice su pritisnute jedna uz drugu, potrebno je postaviti dodatne tačke presovanja.
Za istu tačku presovanja, prečnik minimalnog prečnika žice ne može biti manji od 10% od zbira prečnika žice svih žica na tački presovanja.
6. Zbir prečnika žice na lijevoj i desnoj strani točke presovanja treba biti što je moguće jednakiji, a najmanji ne bi trebao biti manji od 50% sa druge strane.
7. Prečnik žice minimalnog prečnika žice na tački savijanja treba da bude što veći 16% maksimalnog prečnika žice na tački presovanja.
8. Kada jedna žica povezuje dvije točke presovanja, razmak između dvije točke presovanja ne smije biti manji od 150 mm. Na slici ispod, razmak između SP1 i SP2 je veći od 150 mm.
Rastojanje između tačke savijanja i tačke grananja, kopča/kravata mora biti veća od 50 mm, a razmak između kontakata također treba biti veći od 50 mm (osim linije za konzerve), kako bi se efikasno izbjegao kontakt između kontakata.
Zaštita tačke uvijanja
Ako je zaštita kontakata kabelskog svežnja nerazumna, izolacija na kontaktima kabelskog svežnja može biti probušena, ili voda može ući u kontakte, uzrokujući kvar kratkog spoja.
Uopšteno govoreći, distribucija automobilskih kontakata je podijeljena u dvije kategorije: suhom i vlažnom području. Kontakte u suhom prostoru potrebno je zaštititi posebnom trakom; kontakti u vlažnom prostoru moraju biti zaštićeni termoskupljajućim cijevima koje sadrže ljepilo ili butil ljepilom kako bi se postigao vodootporni efekat brtvljenja.
Kao što je prikazano na gornjoj slici, područje ispod linije gazenja naziva se mokro područje, a ostalo izvan područja odvlaživanja je suvo područje.
Sažmite:
Ovaj članak sistematski uvodi definiciju, klasifikacija, izbor lokacije i zaštita točaka presovanja. Prilikom izrade layout dizajna i principijelnog dizajna, morate obratiti pažnju na tačke za presovanje. Ako želite brzo poboljšati svoje mogućnosti dizajna kabelskog svežnja za automobile, obratite pažnju na kurseve za ožičenje YAXUN inženjera za ožičenje.