 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Navrhování krimpovacích bodů pro připojení kabelových svazků zahrnuje výběr vhodných krimpovacích svorek a zajištění správných krimpovacích technik pro vytvoření spolehlivých a bezpečných spojení. Tento proces zahrnuje výběr správného typu svorky pro konkrétní průřez vodiče a aplikaci, pomocí vhodného lisovacího nástroje, a ověření kvality krimpování, aby se zabránilo problémům, jako jsou zkraty nebo slabé připojení.
Navrhněte krimpovací body pro připojení kabelových svazků
1. Výběr terminálu:
Měřidlo drátu:
Velikost drátu (American Wire Gauge nebo AWG) určuje velikost a typ krimpovacího terminálu.
Typ terminálu:
Mezi běžné typy svorek patří kruhové svorky, rýčové terminály, a tupo konektory. Kruhové koncovky se připevňují na šrouby nebo svorníky, rýčové koncovky mají vidlicový tvar, a tupé konektory spojují dva dráty.
Materiál a povrchová úprava:
Zvažte materiály jako měď nebo mosaz a povrchové úpravy, jako je pocínování pro odolnost proti korozi a nízkou odolnost.
Izolace:
Svorky mohou mít izolaci, poskytuje ochranu a snadné připojení.
2. Proces krimpování:
Připravte drát:
Odstraňte izolaci z konce vodiče na správnou délku, zajistit, aby se žádné prameny nezlomily.
Vyberte krimpovací nástroj:
Vyberte nástroj vhodný pro typ svorky a průřez vodiče.
Umístěte krimpovací spojku:
Vložte vodič a koncovku do krimpovacího nástroje, zajištění správného umístění.
Krimpování:
Použijte dostatečnou sílu k vytvoření bezpečného zvlnění, podle pokynů nástroje.
Ověření:
Zkontrolujte kvalitu krimpování měřením výšky krimpování, kontrola správného prostupu izolace, a ověření trvanlivosti spojení.
3. Kontrola kvality:
Výška krimpování: Pro správné pronikání izolace a uchycení drátu je nutná určitá výška.
Průnik drátu: Ujistěte se, že válec terminálu zcela proniká do pramenů drátu.
Testování vibrací: Vystavte zalisované spoje vibracím a zkontrolujte, zda nedošlo k uvolnění nebo zlomení.
Pevnost v tahu: Zkontrolujte odolnost krimpovaného spoje vůči tahovým silám.
4. Úvahy o designu:
Typ konektoru: Vyberte konektory, které vyhovují průřezu vodiče a typu svorky.
Hustota a velikost obvodu: Zvažte počet vodičů a celkovou velikost konektoru.
Environmentální faktory: Zohledněte faktory, jako je teplota, vlhkost, a vibrací.
Standardy a certifikace: Zajistěte soulad s příslušnými průmyslovými standardy.
5. Automatizované krimpování:
Automatizované stroje:
Používejte stroje pro opakované krimpovací úkoly, abyste zajistili konzistenci a efektivitu.
Výhody automatizace:
Omezte ruční chyby, zvýšit rychlost výroby, a zachovat stálou kvalitu krimpování.
Krimpovací bod spojovacího svazku, také nazývaný bod piercingu, kontaktní místo, spojovací bod. Konstrukce krimpovacího bodu má velký vliv na stabilitu elektrických funkcí vozidla a cenu kabelového svazku. Tento článek pojednává o návrhu krimpovacích bodů.
Definice krimpovacího bodu:
Bod krimpování kabelového svazku se vztahuje k bodu připojení, kde je více než 2 dráty v kabelovém svazku jsou zavěšeny.
Jak je znázorněno na obrázku níže, tento krimpovací bod (SP) sestává z drátu 1, Drát 2, a Wire 3. The 3 dráty jsou vzájemně propojeny uvnitř svazku. Kloubový spojovací bod tří vodičů uvnitř postroje je krimpovací bod, také nazývaný bod spoje, a bod piercingu postroje.
Typ krimpovacího bodu
Spojovací body automobilového kabelového svazku, mezi běžně používané metody patří ultrazvukové svařování, Lisování koncovek ve tvaru U, atd.
Ultrazvukové svařování
Principem ultrazvukového svařování kovů je využití vibrační energie při ultrazvukové frekvenci (20-40kHz) k přenosu vibračních vln na povrchy dvou kovových předmětů, které je třeba svařit. Pod statickým tlakem, dva kovové povrchy se o sebe třou, čímž se vytvoří fúze mezi molekulárními vrstvami.
Jak je znázorněno na obrázku výše, a 50/60 Hz proud se převádí na 15, 20, 30 nebo 40 KHz elektrická energie ultrazvukovým generátorem. Přeměněná vysokofrekvenční elektrická energie je opět převedena na mechanický pohyb o stejné frekvenci přes převodník, a poté je mechanický pohyb přenášen na svařovací hlavu přes sadu hornových zařízení, která mohou měnit amplitudu. Svařovací hlava přenáší přijatou vibrační energii do spoje svařovaného obrobku. V této oblasti, vibrační energie se třením přeměňuje na tepelnou energii, tavení kovu.
Pomocí ultrazvukového svařování lze spojovat jak identické materiály, tak různé materiály, jako je měď a hliník. Protože kovy jsou svařeny přímo dohromady, žádné další materiály, jako jsou objímky, pájka, nebo jsou vyžadovány tavidlo. Navíc, ultrazvukové svařování vytváří nízké tepelné namáhání dílů (teplota svařování je mnohem nižší než bod tavení dílů), takže vlastnosti samotného svařovaného materiálu a vlastnosti okolních materiálů se nemění. Pokud izolační manžeta zůstane nedotčená.
Jak pájet & Krimpovací automobilové dráty
Normy ultrazvukového svařování
Nejuznávanější svařovací standard SAE/USCAR-38 společně vydaný Americkou společností automobilových inženýrů a Výborem pro průzkum automobilů Spojených států amerických. Komplexní definice procesu ultrazvukového svařování mezi automobilovými kabely a koncovkami poskytuje důležitý odkaz pro průmyslové specifikace.
Výhody a nevýhody ultrazvukového svařování:
Výhodou této metody je vysoká rychlost, úspora energie, vysoká pevnost fúze, dobrá vodivost, žádné jiskry, blízko zpracování za studena, vysoká účinnost, dobrá vodivost, ochrana životního prostředí a bezpečnost. Je to trend vývoje kontaktů kabelových svazků.
Nevýhody spočívají v tom, že kovové části, které se mají svařovat, nemohou být příliš silné (obecně menší nebo rovna 5 mm), pájené spoje nemohou být příliš velké, a je nutný tlak. Ceny svařovacích zařízení a náklady na údržbu jsou poměrně vysoké.
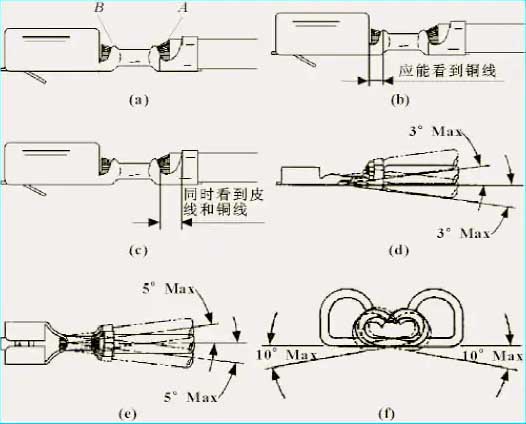
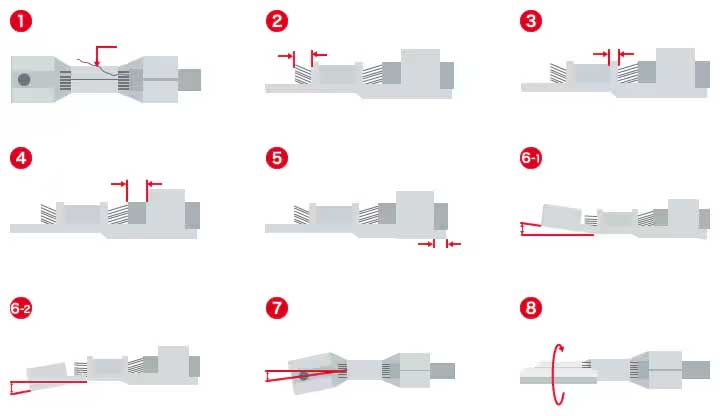
Lisování koncovek ve tvaru U
Krimpování je proces, který vyvíjí tlak na kontaktní plochu mezi vodiči a svorkami, aby se vytvořilo těsné spojení. Během procesu krimpování, vodič je sevřen objímkou a deformuje se ve směru zeměpisné délky i šířky, vytvoření studeného svaru. Původní oxidový film na povrchu vodiče a objímky se zdeformuje a protrhne, vodič a čistý kovový povrch objímky jsou v úplném a těsném kontaktu, a během procesu vytlačování a deformace dochází k mikropohybům.
Fyzické a rovnoměrné zalisování měděných drátů vodičů přes koncovky ve tvaru U je v současnosti běžně používaná kontaktní metoda. Schéma zalisování svorek ve tvaru U je znázorněno na obrázku níže.
Obrázek Schéma zalisování koncovek ve tvaru U
Standardní krimpovací svorky ve tvaru U
Standard USCAR je specializovaný standard konektorů, a USCAR 21 je specifikace výkonu krimpování koncovek. Je poskytnuta komplexní definice procesu krimpování koncovek automobilového kabelového svazku, poskytuje důležitý odkaz pro průmyslové specifikace.
Výhody a nevýhody krimpování koncovek ve tvaru U:
Výhodou této metody je snadná obsluha, vysoká účinnost, dobrá vodivost, a levnější krimpovací zařízení a koncovky ve tvaru U;
Nevýhodou je, že ve srovnání s ultrazvukovým svařováním, it requires the use of crimping materials and increases weight.
Selection of the location of the crimping point:
The location of the crimping point is not only related to the cost of the wire harness, but also to the quality of the wire harness. Unreasonable splice design will not only increase the cost of the wiring harness, but also increase the weight of the wiring harness, and may also cause assembly difficulties and other problems.
Choose a location where the wiring harness is relatively stable. Do not choose moving parts or locations with greater interference.
Arrange the crimping point near the intersection of each signal line and the trunk, which can effectively reduce wires and save costs.
3. Selection of contact locations to avoid loopback harnesses. Especially in the wet area, jsou tam zpětné postroje, což nepřispívá k utěsnění místa spoje.
Vyhněte se běžnému tlaku většímu než 10 dráty ve stejném krimpovacím bodě. Jednou více než 10 dráty jsou stlačeny k sobě, je třeba nastavit další krimpovací body.
Pro stejný krimpovací bod, průměr minimálního průměru drátu nesmí být menší než 10% součtu průměrů drátů všech drátů v místě krimpování.
6. Součet průměrů drátu na levé a pravé straně krimpovacího bodu by měl být pokud možno stejný, a nejmenší by nemělo být menší než 50% z druhé strany.
7. Průměr drátu minimálního průměru drátu v místě krimpování by měl být tak velký jako 16% maximálního průměru drátu v místě krimpování.
8. Když jeden vodič spojuje dva krimpovací body, vzdálenost mezi dvěma krimpovacími body nesmí být menší než 150 mm. Na obrázku níže, vzdálenost mezi SP1 a SP2 je větší než 150 mm.
Vzdálenost mezi bodem krimpování a bodem odbočky, přezka/kravata musí být větší než 50 mm, a vzdálenost mezi kontakty by měla být také větší než 50 mm (kromě linky na plechovky), tak, aby se účinně zabránilo kontaktu mezi kontakty.
Ochrana krimpovacího bodu
Pokud je ochrana kontaktů kabelového svazku nepřiměřená, izolace na kontaktech kabelového svazku může být proražená, nebo se do kontaktů může dostat voda, způsobí poruchu zkratu.
Obecně řečeno, distribuce automobilových kontaktů je rozdělena do dvou kategorií: suchá oblast a mokrá oblast. Kontakty v suchém prostoru je potřeba chránit speciální páskou; kontakty ve vlhké oblasti je třeba chránit teplem smrštitelnými hadičkami obsahujícími lepidlo nebo butylovým lepidlem, aby se dosáhlo vodotěsného těsnícího účinku.
Jak je znázorněno na obrázku výše, oblast pod čárou brodění se nazývá mokrá oblast, a zbytek mimo oblast odvlhčování je suchá oblast.
Shrnout:
Tento článek systematicky uvádí definici, klasifikace, výběr umístění a ochrana krimpovacích míst. Při návrhu rozložení a návrhu principu, musíte věnovat pozornost krimpovacím bodům. Pokud chcete rychle vylepšit možnosti návrhu kabelových svazků v automobilech, věnujte prosím pozornost kurzům kabelových svazků techniků kabelových svazků YAXUN.