 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Ledningssamlingen i den nye produktudviklingsproces skal følge følgende strukturerede proces, integrere designplanlægning, procesimplementering og kvalitetskontrol:
1. Foreløbig design og udvikling
Behovsanalyse og tegningsdesign
Bestem de elektriske parametre, dimensioner og installationsplacering af ledningsnettet baseret på produktets funktionskrav, bruge professionel software til at tegne todimensionelle/tredimensionelle tegninger, og afklar ledningsspecifikationerne, forbindelsesrelationer og retninger.
Lav prøver og verificer rationaliteten af designet gennem elektrisk ydeevne, test af mekanisk styrke og miljøtilpasningsevne.
Ledningssæt til bedste pris i Kina af Electrical And Allied Products
Definer de elektriske forbindelser, der er nødvendige for produktet, inklusive ledningstyper, krav til stik, og miljøforhold.
Lav et skema:
Udvikl et ledningsdiagram, der visualiserer selens struktur og forbindelser.
Vælg komponenter:
Vælg de passende ledninger, stik, terminaler, og beskyttelsesmaterialer.
Læg selen ud:
Planlæg det fysiske layout af ledninger og komponenter, med tanke på pladsbegrænsning og nem montering.
Materialeplanlægning og indkøb
Identificer ledningsnettets materialer (ledninger, stik, isolerende ærmer, etc.), og etablere et leverandørressourcebibliotek for at sikre forsyningen af råvarer.
Særlige scenarier (såsom højspændingsledninger) kræver brug af højtemperatur-/højspændingsledninger og flammehæmmende isoleringsmaterialer.
2. Monterings- og forarbejdningsproces
Delmaterialenummerproduktion
Klip ledningerne nøjagtigt i henhold til positioneringspladen for at undgå spild på grund af størrelsesafvigelse, og udføre elektrisk test og fuld inspektion efter færdiggørelse.
Ledninger og tilslutninger
Vip delmateriale numrene i henhold til tegningens skillevægge, og følg ledningsrækkefølgen for enkelt område først, tværareal sekund, simpelt først, og komplekst andet. Når du indsætter PIN-koden, sørg for, at terminalen passer til stikket, og de tværgående ledninger skal reservere en passende længde.
Bindning og fastgørelse
Brug kabelbindere eller bånd til at binde ledningerne. Startpunktet vælges ved dobbelttrådspositionen. Afstanden mellem trådbindingsløkkerne er ca. 25 mm. Enden er reserveret til 10 mm og bundet for at forhindre, at den løsner sig.
Mærkning og mærkning: Mærk selen og de enkelte ledninger for identifikation og sporbarhed.
Emballage: Forbered den færdige sele til forsendelse og opbevaring.
Ved at følge disse trin, producenter kan sikre, at ledningsnet er designet, samlet, og testet for at opfylde de specifikke behov for nye produkter, resulterer i pålidelige og effektive elektriske forbindelser.

Det mest avancerede ledning af ledningsnettet og samlingsværkstedet
3. Kvalitetsbekræftelseslink
Elektrisk måling og funktionstest
Brug automatiseret udstyr til at udføre ledning, isolering og modstå spændingstest, og samtidig overvåge terminalkrympningskvaliteten (såsom tryksystemtestning).
Komplekse ledningsnet skal bekræftes af PE/QE før testplanen udføres.
Fuld inspektion og oplagring
Tjek terminaltolerancen, ensartet trådbinding og korrekthed af komponentsamling. Krympeslangen må ikke være gulnet eller beskadiget.
Efter at have bestået OQC-inspektionen, den opbevares for at sikre overensstemmelse med IPC-620 og RoHS standarder.
4. Procesoptimeringsretning
Introducer intelligent produktionsudstyr (såsom maskinsynspositionering, servo kontrolsystem) at forbedre automatiseringshastigheden og reducere manuel indgriben. Optimer ledningsveje og materialefloweffektivitet gennem lean management for at reducere udviklingscyklusser.
Denne proces sikrer høj pålidelighed og processporbarhed af ledningsnet i ny produktudvikling gennem multi-link samarbejde og streng verifikation.
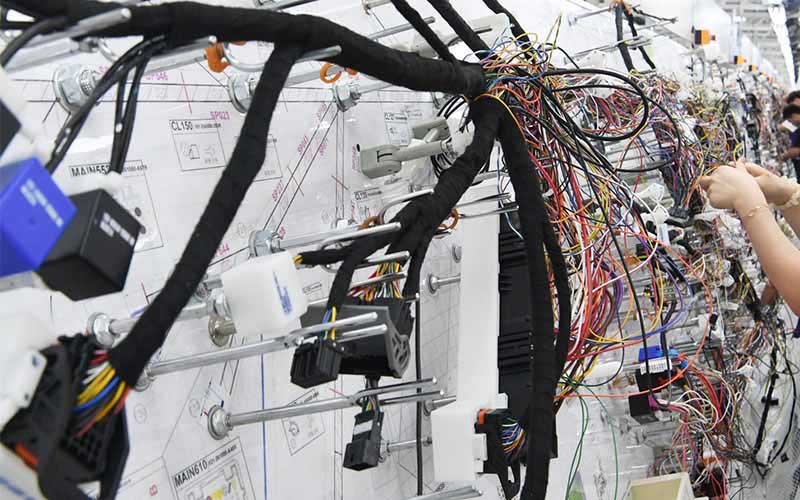
State-of-the-art af ledningsnetsamlingsprocessen
Hvad er den nye produktudviklingsproces for ledningsnet til biler? I denne artikel, ledningsnetingeniører taler hovedsageligt om projektledelse i bilindustrien ledningsnet fra ledningsnetfabrikkens perspektiv. Nøjagtigt at forstå produktudviklingsprocessen for ledningsnet hjælper os med at forstå design og udvikling af ledningsnetprodukter fra et globalt perspektiv.
01. Forord: Projektledelse i bilindustrien ledningsnet, nøjagtigt at forstå produktudviklingsprocessen for ledningsnettet hjælper os med at forstå designet og udviklingen af ledningsnetprodukter fra et globalt perspektiv.
I dag er en æra, hvor det globale forretnings- og økonomiske miljø ændrer sig hurtigt, og konkurrencen på markedet bliver stadig hårdere. Udviklingen af nye produkter er direkte relateret til en virksomheds overlevelse, især i forbindelse med bilindustriens fortsatte tilbagegang. Derfor, hvordan man gennemfører et udviklingsprojekt godt, så virksomheden kan opnå en bæredygtig udvikling, er et meget vigtigt spørgsmål.
Hej alle sammen, dette er noget, jeg har ønsket at dele med dig i lang tid. På den ene side, forfatteren har en teknisk baggrund, så det meste af hans karriere har været brugt på håndværk, forskning og udvikling, projekter, etc. På den anden side, eliminering af spild fra front-end-udviklingsprocessen for nye produkter er mere i overensstemmelse med lean-praksis. Baseret på personlig erhvervserfaring (fra en ledningsnetproducents perspektiv), lad os tale om projektledelse i bilindustrien ledningsnet. Nøjagtigt at forstå produktudviklingsprocessen for ledningsnet hjælper os med at forstå design og udvikling af ledningsnetprodukter fra et globalt perspektiv.
02 RFQ forespørgsel
1. Identifikation af nyt produktmateriale: Forespørg på leverandørens websted og brug "leverandørwebstedets link", som vist nedenfor.
Sammensætning af ledningsnetmateriale: klassificering og identifikation af ledninger, skeder, terminaler, Slanger, etc. Der er også tilfælde, hvor sjældne ingredienser ikke kan findes online. På dette tidspunkt, du kan bede om hjælp i de ledningsnet-relaterede grupper. Selvfølgelig, du kan også oprette nogle leverandørressourcer på hverdage, og endda oprette en database til nødsituationer.
2. Udarbejdelse af tilbud: Brug Excel-software til at oprette en kredsløbstabel
Særlig opmærksomhed: sløjfebord: celler skal have indhold, som f.eks: bog, dobbeltforening Vlookup, Sumif, Countif, beherskelse af matematiske funktionsformler,
3. Etablering og forbedring af styklistetabel
Produktionsplanlægningsafdelingen dekomponerer styklistetabellen etableret af procesafdelingen i materialer, der kræves til værkstedsproduktion, og tilføjer derefter proceskvoterne for hver standardkøretøjsmodel, der leveres til at danne de materialer, der kræves til produktionen.
Etablering og vedligeholdelse under produktion
Gennemsnit og balance alle produktionsprocesser, justere arbejdsbyrden for hver proces, gøre arbejdstiden for hver proces så ens som muligt, og balancere arbejdstiden mellem hver proces så meget som muligt.03 Proces ruteplanlægning
1. Tegningsanalyse
① Udvælgelses- og forberedelsestabel, ② Tabel til forberedelse af sløjfetråd, ③ Ledningsnets retningsbestemt layoutdiagram.
2. Behandle filoutput
① Grundlæggende datastatistik
Loop information: sløjfe-for-sløjfe statistik, ledningstype, trådlængde, trådmateriale, terminaler og tætningsstik.
Trin: Nummer hvert hylster på tegningen af det færdige produkt i rækkefølge fra venstre mod højre og top til bund, som vist i tallene Z1, Z2, Z3, etc.;
② Circuit bord produktion
EN. Forskellen mellem lige linjer og ledninger
B. De oplysninger, der skal udtrykkes i kredsløbstabellen, stripning af overskrifter i begge ender, forhåndsnoter, dobbelte paralleller, terminaler, etc.
Udtrykket af afisolering og ledninger, udtryk for dobbelt parallelisering
C. Beregning af linjelængde
Tangentlængde = grundlængde + hjælpelængde + minedrift længde
Grundlængde = summen af dimensionerne af samme kredsløb mellem en eller to kapperødder eller summen af dimensionerne fra en kapperod til det midterste udløb.
D. Overvej ledningsnettets længdetolerance
③ Ledningsdiagram produktion
EN. Udtryk for ledningsforhold, tilslutning og orientering;
B. Regler for valg af terminal (forskellige ledningsdiametre svarer til forskellige terminaler);
C. Sådan tegner du afskærmede ledninger;
D. Kontaktindstillingerne er rimelige;
④ Lav billeder før installationen
EN. Alle lige linjer er arrangeret og formonteret;
B. Enkelt ledningsarrangement er formonteret (arrangere den ene ende af en separat gren) og kompliceret arrangement er ikke påkrævet;
C. Enkelthulshylsteret er indrettet til at blive formonteret;
D. Hvis terminalen er svær at indsætte, og kappen er kompliceret at betjene, prøv at arrangere så mange kredsløb som muligt;
E. Bemærk at kappen med låsestykke og låsespænde monteres med eller uden låsespænde;
F. Brugen af lukkede korrugerede rør til afgreninger afspejles i formonteringsdiagrammet. Hvis der først skal sættes gummidele og beslag på, der skal tilføjes en påmindelse;
G. Beskrivelsen af synsretningen er kombineret med pre-installation diagrammet;
H. Beskrivelsen af tilbagetrækningsmetoden kan ikke udelades;
Valg af primære og sekundære hylstre: Prøv at vælge en kappe med flere kredsløb som den primære kappe. Hvis der er mange ledningsgrene, du kan indsætte dem direkte på værktøjstavlen uden forudinstallation.
⑤ Oprettelse og forbedring af stykliste
1. Ud fra tegningerne, analysere kredsløbene, tarme, svampe, etc., og lav en materialeliste til ledningsnetproduktet for at reducere muligheden for udeladelser;
2. Se "ERP Driftsprocedurer" og indtast materialelisten i ERP-systemet;
3. Efter indtastningen er afsluttet, før gennemgang, det nye produkt vil blive kontrolleret for første gang i henhold til "BOM Check Procedure". Gem verifikationsunderstøttende oplysninger, og send dem til korrekturlæseren til gennemgang af styklisten;
3. Revisorer med BOM-revisionsmyndigheden for ERP-systemet skal kontrollere verifikationsunderstøttende materialer før revisionen, og gå ind i ERP-systemet efter at have bekræftet, at de er korrekte. Udfør revisionsoperationer for produkter, der skal revideres;
Ledninger, terminaler, skeder, tætningspropper, stik, spændefødder, låsebånd, spænder, beslag, forskellige rør.
Kvalifikationsmærke, gummi dele forsikringskort nummereret fra start til slut: funktionel type, hustype. Tilbehør, etc. skal sikre 100% nøjagtighed i processen og inputstykliste.
⑥ Tegning og produktion af værktøjstegninger
Ved tegning af værktøjstegninger, princippet er at starte ledninger fra venstre mod højre. For at overveje bekvemmeligheden ved arbejde og montering på stedet, stikledninger er generelt fordelt i første og fjerde kvadrant.
Ergonomisk designet: tæt på midten af brættet på oversiden, med mindre arrangement på undersiden for at minimere bøjningsbevægelser.
Begynd at lægge hovedlinjen ud fra venstre side af værktøjstavlen. Ud fra princippet om, at der ikke er behov for at dreje hovedlinjen, vælg papir- og værktøjstavlespecifikationer med passende længde. Grafik, billeder, og tekst skal holdes væk fra armaturets installationsområde.
Note: Uden at påvirke værktøjslayout og armaturinstallation, kappediagrammet og navnet kan forstørres i skala og markeres med farve for nem visning af operatøren.
Numrene er arrangeret for let søgning.
Tekniske krav såsom tegningsrammer, tekniske krav, revisionshistorik, designændringer, driftspunkter, etc. kan ikke udelades.
⑦ Arbejdsstandardbog og inspektionsstandardbog
En specifik driftsstandard for objektet formuleret for at sikre kvaliteten og sikkerheden i produktionsprocessen. Lektieundervisningen skal være fra begyndelsen til slutningen af handlingen, og hver handling i midten bør forklares i detaljer.
Fra perspektivet af bil ledningsnet struktur, fremstillingsprocessen er stærkt afhængig af manuelt arbejde, og produktionsformen er en arbejdskrævende virksomhed. Derfor, en god arbejdsinstruktionsbog er let at forstå, med billeder og tekster, som hjælper medarbejderne med at overholde arbejdsspecifikationer og opnå visuelle ledelsesformål.
Efter den indledende udarbejdelse af arbejdsvejledningen, en præproduktionsgennemgang af produktionsprocessen kan udføres for at opdage og korrigere procesdesignfejl tidligt og fremme procesforbedring for at opfylde kravene til løbende produktforbedring.
Inspektionsstandarder: En inspektion udført for at forhindre defekte produkter fra projektet i at flyde ind i det næste projekt. Dens indhold omfatter: inspektionsartikler, benchmarks, metoder, målearmaturer, frekvens, etc.
04 Output af hver fase
1. Overhold kravene i programbogen
"Procedurebog for ny produktudvikling"
EN. Ny produktproduktions gennemførlighedsrapport
B. Dannelse af APQP-teammedlemmer
C. Designkort
D. Indledende materialeliste
E. Proces flowdiagram
F. Produktgarantiplan
G. Liste over særlige egenskaber ved produktprocessen
H. Proces FMEA
jeg. PPAP-dataindsendelse
2. System login og brug
Hvert trin skal udskrive formularens navn og liste. Komplet teknisk udviklingsdata, inklusive: tegninger, kredsløbstabeller, værktøjstegninger, formonteringstegninger, BOM, arbejdsstandarder, inspektionsskemaer og andre procesflowdokumenter.
3. Produktion af tredje- og former på fjerde niveau
Mål: Alle formularer kan laves efter de faktiske forhold
05 Indledende flowstyring
Den er gældende fra starten af masseproduktion af nye produkter til tre måneders masseproduktion eller indtil kvaliteten bliver stabil efter kvalitetsmålet når løftebetingelserne. Når materialer, byggemetoder, og udstyr ændres under tekniske ændringer, den indledende strømningsperiode vil blive bestemt ud fra deres betydning. I denne periode, der udføres en række ledelser for at sikre kvalitet og levering.
06 Konklusion
I udvikling af nye produkter, hvis produktprocessen ikke er fastlagt i det tidlige stadie, passende materialer og udstyr er ikke valgt, og der udføres ikke tilstrækkeligt verifikationsarbejde, det vil forårsage store tab til senere masseproduktion. Analysen af ledningsnettegninger er en grundlæggende og kritisk opgave i ledningsnetbehandling.
Derfor, nøjagtigheden og effektiviteten af tegningsanalyse er meget vigtig, og vil direkte påvirke produktets omkostningssammensætning, såsom hvilke standardmaterialer, standard dele, og anslåede arbejdstimer anvendes. Rimelig kontrol med ledningsnetomkostningerne gør effektivt ledningsnetomkostningsanalysen mere gennemsigtig og rationel. Derfor, under udviklingsprocessen, der gennemføres en rimelig omkostningsoptimering, og relevante testdemonstrationer udføres for at udføre tilsvarende substitution og lokalisering af dele og komponenter, hvilket vil bidrage til produktomkostningsbesparelser.
R&D proces, som forløber for produktionsprocessen, skal altid overveje, hvordan de designede produkter kan masseproduceres. Lægger vægt på harmonien mellem kundeforslag og produktionsprocessen (målet er at opnå lean produktion), så der vil blive lagt mere vægt på det relevante personales deltagelse i produktionsprocessen.