 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Kernpunkte des Verbindungskabelbaumdesigns und der Produktionsentwicklung
ICH. Design und Entwicklung
Designprozess
Anforderungsanalyse: Klären Sie die elektrischen Parameter (wie 400A Strombelastbarkeit), körperliche Größe (Terminaldichte erhöht um 30%) und Einbauort des Kabelbaums, und passen Sie das Design in Kombination mit der Fahrzeugarchitektur an (wie z. B. Domänencontroller).
Modularer Aufbau: Nutzen Sie Plattformlösungen (wie das MX-Großsteckverbindersystem), Netzteil integrieren, Signalübertragungs- und Wärmeableitungsfunktionen, Unterstützt Hot-Plugging, um die OTA-Upgrade-Zeit zu verkürzen 70%.
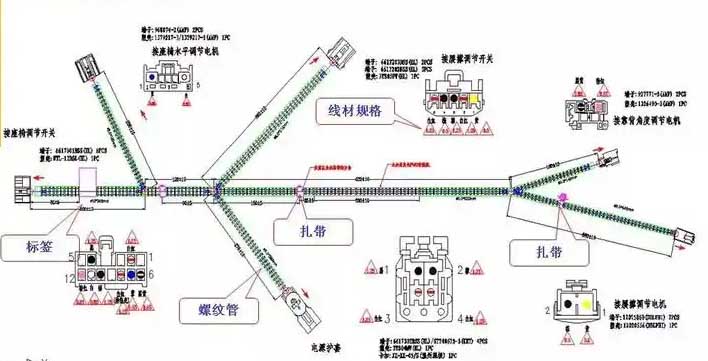
Zeichnungsausgabe: Zeichnen Sie mit professioneller Software ein dreidimensionales Layoutdiagramm, Markieren Sie die Kabelspezifikationen, Steckertypen und Schutzanforderungen, und gleichzeitig eine Schleifentabelle und ein Kabelbaumrichtungsdiagramm erstellen.
Prototypen und Herstellung
Schlüsseltechnologie
Elektromagnetisches Kompatibilitätsdesign: Verwenden Sie geflochtene, abgeschirmte Drähte und Anschlüsse mit Abschirmschicht, um elektromagnetische Störungen zu unterdrücken (Übersprechen wird auf unter -50 dB kontrolliert).
Schicht- oder Parallelanordnung von Hoch- und Niederspannungskabeln zur Reduzierung der Interferenzen der Hochspannung mit dem Niederspannungssystem.
Hochvolt-Systemoptimierung:
Der zweigleisige Aufbau gewährleistet die Stabilität des DC-Hochspannungskreises. Der Steckverbinder muss den Anforderungen der Hochspannungsfestigkeit genügen (wie 48V-System), Hoher Schutzgrad und Schleifenverriegelung.
Der dynamische Spannungskompensationsalgorithmus kontrolliert die Schwankungen der Stromversorgung innerhalb von ±0,5 V, um die Systemzuverlässigkeit zu verbessern.
Entwicklung von Schaltplänen und Schaltplänen:
Erstellen Sie detaillierte Schaltpläne und Schaltpläne, um Komponenteninteraktionen und physische Verbindungen zu definieren.
Komponentenauswahl:
Wählen Sie die passenden Drähte, Anschlüsse, Terminals, und Dämmstoffe entsprechend den Anforderungen.
Design des Kabelbaum-Layouts:
Planen Sie die physische Anordnung der Drähte, Anschlüsse, und andere Elemente, unter Berücksichtigung der Platzbeschränkungen, Routenführung, und Zugentlastung.
Prototyping:
Erstellen Sie einen Prototyp, um das Design zu validieren und notwendige Anpassungen vor der Serienproduktion vorzunehmen.
2. Produktion und Entwicklung
Kernprozess
Rohstoffauswahl:
Der Draht besteht aus hochtemperaturbeständigem Kupferkern- oder Aluminiumkerndraht (wie Hochspannungskabelbäume für Fahrzeuge mit neuer Energie), und der Steckverbinder muss sich an die Anschlussdichte und die Stromanforderungen anpassen (wie die DF53-Serie mit 10A Dauerstrom).
Das Isoliermaterial muss flammhemmend und elektrolytbeständig sein (wie zum Beispiel der FPC-Stecker der TB4-Serie).
Verarbeitungsprozess:
Drahtschneiden: Zuschnitt entsprechend der Zeichnungsgenauigkeit, und die Toleranz muss dem Drahtlängenberechnungsstandard entsprechen.
Anschlussklemmen: Verwenden Sie vollautomatische Crimpgeräte, um den Übergangswiderstand sicherzustellen <5Mω.
Montageschutz: Legen Sie das Wellrohr oder den Schlauch ein, Befestigen Sie es mit einem Kabelbinder, und fügen Sie eine Etikettenmarkierung hinzu.

Das modulare Kabelbaumdesign vereinfacht Herstellung und Wartung
Qualitätsüberprüfung
Elektrischer Test:
Durchgangsprüfung zur Prüfung auf Unterbrechung, Isolationswiderstandsprüfung zur Erkennung von Leckagen, und Spannungsfestigkeitstest zur Überprüfung der Stabilität in Hochspannungsumgebungen.
Bitfehlerratentest (wie die IT14-Serie 0.01% Bitfehlerrate bei 85°C) gewährleistet die Zuverlässigkeit der Hochgeschwindigkeitssignalübertragung.
Mechanische und Umwelttests:
Vibration, Salzsprühtests sowie Zyklentests bei hohen und niedrigen Temperaturen, um die Haltbarkeit des Kabelbaums unter extremen Arbeitsbedingungen sicherzustellen.
Die äußere Prüfung zeigt keine Grate oder Beschädigungen, und das Schutzmaterial ist vollständig abgedeckt.
III. Branchentrends
Intelligente Integration: Durch die Verschmelzung von Sensoren (wie zum Beispiel RNC-Straßenlärmsensoren) und Algorithmen, Es wird eine Rauschunterdrückungsgenauigkeit von ±0,5 dB erreicht, und die Energieeffizienz wird optimiert.
„Leicht und effizient“.: Modularer Aufbau reduziert Lötstellen und Kabelbaumlänge (wie die TB4-Serie reduzieren die Montagestunden um 70%), trägt dazu bei, das Gewicht des Fahrzeugs um 12 kg zu reduzieren.
Die oben genannten Prozesse und technologischen Innovationen wurden in Massenproduktionsprojekten von Unternehmen wie Molex und Hirose Electric verifiziert, Abdeckung von Fahrzeugen mit neuer Energie, Rechenzentren, und humanoide Roboter.
Die Entwicklung eines Verbindungskabelbaums beinhaltet einen mehrstufigen Prozess vom Design bis zur Produktion. Es beginnt mit der Definition von Anforderungen, Schema erstellen, Komponenten auswählen, und dann physisch das Geschirr auslegen. Die Produktion beinhaltet Schneiden, Strippen, Drähte verbinden, Zusammenstellung, und das fertige Produkt testen.
Der endgültige Plan für die Gestaltung des Verbindungskabelbaums wird festgelegt:
Konzept: Vor der Massenproduktion verbundener Kabelbäume, Prozessingenieure müssen die Prozessmethode nach der Aufteilung der Arbeitsstationen überprüfen (das heißt, die während der SOP verwendete Prozessmethode). Während des Verifizierungsprozesses werden Anpassungen und erneute Überprüfungen vorgenommen, und die endgültige Prozessmethode ist der endgültige Plan.
Zeit, den Plan festzulegen: In den späteren Phasen der PPAP-Phase, vor dem offiziellen Hochlauf, Prozessingenieure müssen den endgültigen Plan fertigstellen.
Bestimmen Sie den Zweck des Programms
1. Um einen reibungslosen Ablauf des Prozesses während des offiziellen Starts sicherzustellen. Während des Verifizierungsprozesses entdeckte Probleme können so früh wie möglich gelöst werden und bleiben nicht in der Massenproduktion zurück.
2. In den frühen Stadien der Massenproduktion wird es keine größeren Probleme oder Engpässe geben.
3. Dadurch kann das Team die Massenproduktion innerhalb der vorgegebenen Zeit abschließen, reibungslos in die SOP-Phase eintreten, und nahtlos mit der SOP-Phase des Kunden verbinden.
4. Stellen Sie sicher, dass die Qualität des in der Massenproduktionsphase hergestellten Kabelbaums intakt ist.

Maßgeschneidert industriell & Medizinische Kontrollgurte
Kriterien zur Bestimmung des endgültigen Designs des Verbindungskabelbaums
A. Jede Station läuft entsprechend der Prozessmethode reibungslos. Die sogenannte Glätte bedeutet, dass das Prozessverfahren reibungslos abläuft, und Menschen und Menschen und Maschinen kooperieren stillschweigend miteinander, ohne Konflikte oder Warten. Die spezifischen Standards sind wie folgt:
Richtige Montagereihenfolge
Zur Montage der Kabelbaumbaugruppe, Die manuellen Schritte sind kompliziert. Bei der Formulierung der Prozessmethode, Besonderes Augenmerk sollte auf die Montagereihenfolge gelegt werden. Allerdings wurde bei der Annahme der Betriebskarte zunächst die Montagereihenfolge überprüft, wenn der endgültige Plan feststeht, Inhalt und Ablauf der Versammlung müssen noch untersucht und analysiert werden, denn diese Arbeitsinhalte müssen innerhalb der Taktzeit erledigt werden. In diesem Stadium, Den Details der Vorgänge des Bedieners am Arbeitsplatz wird mehr Aufmerksamkeit geschenkt, B. ob das entnommene Material dem Arbeitsablauf entspricht, ob es Konflikte bei der Bedienung mehrerer Personen am Arbeitsplatz gibt, usw.
B. Die Zeit, die jede Station zum Fertigstellen der Kabelbaummontage benötigt, liegt innerhalb des Zyklus. Wir verlangen, dass die effektive (Mehrwert) Die Betriebszeit jeder Arbeitsstation muss nicht nur innerhalb der Zykluszeit liegen, sondern muss auch unendlich nahe an der Zykluszeit liegen, um sicherzustellen, dass die Effizienz des Betreibers maximiert wird. Die Maximierung der Effizienz bedeutet die Maximierung des Effektiven (Mehrwert) Einsatzzeit des Personals innerhalb der angegebenen Zeit. Das Konzept beinhaltet effektive, Mehrwert-Betriebszeit, was konkret wie folgt zu verstehen ist:
Für die Vorgänge im Kabelbaumproduktionsprozess, es ist in die folgenden vier Typen unterteilt:
1. Mehrwertaktionen: effektive Operationen, Arbeitsgänge, die für die Kabelbaumproduktion erforderlich sind, wie das Einsetzen von Klemmen, Verpackungsband, und Einbau von Positionierungsteilen. Dies sind notwendige Maßnahmen beim Zusammenbau von Komponenten. Ohne diese Operationen, Der Kabelbaum kann nicht montiert werden.
2. Aktionen, die keinen Mehrwert bieten: Das heißt, ungültige Operationen, unnötige Arbeitsschritte bei der Kabelbaumproduktion. Zum Beispiel das Begradigen der Drähte, um zu verhindern, dass sie durcheinander geraten; Halten Sie die Klemmen beim Einsetzen der Klemmen in die falsche Richtung; Sie müssen die Drähte drehen, um die Richtung der Anschlüsse anzupassen, Aufsammeln heruntergefallener Materialien, usw. Bei diesen Aktionen handelt es sich um zusätzliche Aktionen, die während der Montage generiert werden und sich auf die Montagezeit auswirken. Bei diesen Aktionen handelt es sich um Aktionen, die der IE erkennen und beseitigen muss.
3. Warten: das heißt, Warten innerhalb der angegebenen Zeit. Es gibt zwei Arten des Wartens: Einer davon ist, wenn der Mitarbeiter alle Arbeiten an dieser Station abgeschlossen hat, aber die Taktzeit ist noch nicht erreicht und es gibt nichts zu tun, Dies weist darauf hin, dass die Arbeitsbelastung an dieser Station nicht ausreicht. Der andere Grund besteht darin, dass Mitarbeiter die vom vorherigen Arbeitsplatz übergebene Leitung benötigen, um den Betrieb dieses Arbeitsplatzes abzuschließen. Jedoch, zum angegebenen Zeitpunkt, Der vorherige Arbeitsplatz hat die eingehende Leitung nicht passiert, Dies weist darauf hin, dass am vorherigen Arbeitsplatz ein Engpass aufgetreten ist und die Arbeit nicht innerhalb der angegebenen Zeit abgeschlossen und an den nächsten Arbeitsplatz übertragen werden konnte. Diese Wartezeiten sind auch das, was der IE beseitigen muss.
Gehen Sie hin und her:
Wenn Mitarbeiter agieren, Sie müssen sich von Punkt A nach Punkt B bewegen, bevor sie den Betrieb betreten können; Jedoch, Während des Überschwingens von A nach B findet kein Betrieb statt, nur zu Fuß. Am häufigsten kommt es vor, dass ein Mitarbeiter zwei Arbeitsplätze bedient, und der Mitarbeiter muss von A nach B gehen. Auch diese Zeiten des Umherziehens sind unerwünscht. daher, beim Einrichten des Arbeitsplatzes, Versuchen Sie, die Inhalte, die derselbe Mitarbeiter zur Bedienung benötigt, auf einer Workstation unterzubringen, oder platzieren Sie die Teile des Arbeitsplatzes so nah wie möglich, um ein Hin- und Herbewegen zu vermeiden.
Wir hoffen, die wertschöpfenden Vorgänge der Mitarbeiter innerhalb einer begrenzten Zykluszeit vollständig planen zu können und bei der Fertigstellung der Lösung zu überprüfen, ob dies machbar ist.
C. Die Verbindung zwischen den Arbeitsplätzen ist klar und reibungslos. Konkret spiegelt sich dies in den folgenden Aspekten wider:
1. Wenn Kabelbäume zwischen Arbeitsplätzen übertragen werden, Die für den Transfer verwendeten Werkzeuge sind sinnvoll gestaltet, um den Mitarbeitern das Platzieren der Kabelbäume zu erleichtern. Der Kabelbaum wird übersichtlich auf dem Transferwerkzeug platziert, ohne den Kabelbaum zu beschädigen, und die platzierte Menge ist klar definiert.
2. Der Transfervorgang ist für die Mitarbeiter einfach und leicht zu bedienen. Gleichzeitig, Der Kabelbaum kann problemlos am nächsten Arbeitsplatz abgeholt werden.
3. Die Informationen werden völlig verlustfrei übertragen. Nachdem ich den Kabelbaum an dieser Station erhalten habe, Führen Sie das Modell oder die ID des Kabelbaums deutlich in der Hand. Beim Testen des Kabelbaums, Sie müssen die Kabelbaum-ID verwenden, um das entsprechende Kabelbaumprogramm abzurufen. daher, während des Liefervorgangs, Der Träger, der die Kabelbaum-ID anzeigt, B. die Reihenfolge des Kabelbaums oder das Etikett, muss mit dem Gurt selbst übereinstimmen, und die Identität kann während der Lieferung nicht verloren gehen.
Herstellungsprozess des Verbindungskabelbaums
A. Vorbereitende Arbeiten: Bevor der endgültige Plan festgelegt wird, sind einige vorbereitende Vorbereitungen erforderlich. Diese Aufgaben müssen im Voraus vorbereitet werden, bevor die Verifizierung von Prozessmethoden implementiert werden kann. Die spezifischen Details sind wie folgt:
1. Der Werkzeug- und Ausrüstungsstand ist aktuell und freigegeben. Weil es häufig zu Änderungen in der Kabelbaumtechnik kommt, Auch in der Hochlaufphase sind technische Änderungen unumgänglich. daher, Die Werkzeuge und Geräte vor Ort müssen sicherstellen, dass die technischen Änderungen korrekt umgesetzt und von der Qualitätsabteilung akzeptiert wurden und für die Produktion verwendet werden können.
2. Die Gestaltung des Produktionsbereichs vor Ort ist vollständig und es liegen keine Mängel vor. Der Werkzeugständer wird in die richtige Position gebracht, Die Werkzeuge und Geräte sind intakt und fehlerfrei, und die verwendeten Werkzeuge werden an der richtigen Position platziert.
3. Die Prozessmethode wurde zunächst von IE verifiziert, und der technische Stand ist der neueste.
4. Der Status der für verschiedene Produktionen erforderlichen Parameter ist aktuell und wurde überprüft und freigegeben.
5. Drähte und andere Rohstoffe sollten ordnungsgemäß transportiert werden (Dirigenten, Materialboxen, usw.) und in der richtigen Position auf dem Werkzeugständer platziert.
6. Das Verbindungssystem ist fertig: Die verwendeten Verbindungswerkzeuge sind angemessen konzipiert, Die Informationsübertragung erfolgt kontinuierlich und vollständig, und die Informationsträger (Kabelbaumbestellungen, Informationskarten, Etiketten) Die am Anfang verwendeten Informationen sind alle bereit.
7. Die Netzwerkverbindung ist gut: Aufzeichnung und Kommunikation der Testergebnisse, Kabelbaum-Tracking-System, usw. laufen normal, Der Etikettendruck ist normal und die auf dem Etikett angezeigten Informationen sind korrekt.
8. Die Betreiber sind vorhanden. Die Bediener müssen erfahrene Produktionsmitarbeiter sein. Es erfordert Mitarbeiter mit umfassender Produktionserfahrung, oder Mitarbeiter mit Erfahrung in der Herstellung dieses Kabelbaums, die mit dem Montageprozess dieses Kabelbaums vertraut sind und sich mit der Bedienung auskennen. Wenn mehrere Mitarbeiter am selben Arbeitsplatz arbeiten, Gleichzeitig muss die Anzahl der Mitarbeiter an diesem Arbeitsplatz abgeglichen und überprüft werden. Ansonsten, Es kann nicht überprüft werden, ob ein Konflikt zwischen Workstations vorliegt.
Laut Prozesskarte, Der Arbeitsinhalt jedes Arbeitsplatzes wird in mehrere Aktionseinheiten unterteilt und in der Aktionsliste abgelegt. Beim Teilen, Sie müssen auf die entsprechende Größe der Aktionsteilung achten. Allgemein, Der IE wird manuell vor Ort mit einer Stoppuhr gemessen, und es gibt Fehler in der Messung selbst. Wenn die Teilung zu fein ist, die in der Messung vorhandenen Fehler werden verstärkt, Dies führt zu ungenauen Arbeitszeiten für diese Aktion. Wenn die Aufteilung zu grob ist, Die tatsächlichen Arbeitsstunden dieser Aktion können beim Ausgleichen der Arbeitsstation nicht ermittelt werden, nachdem einige Aktionen auf andere Stationen verschoben wurden. Erfahrungsgemäß, Diese Teilungsmethode wird im Allgemeinen befolgt:
1: Nehmen Sie die Drähte vom Materialständer, Stecken Sie die Klemmen ein, und die Drähte verlegen (Diese drei Aktionen bilden im Allgemeinen eine Aktionseinheit für die Messung).
2: Nehmen Sie die Kunststoffteile aus dem Materialständer und legen Sie diese in die feste Halterung.
3: Der Kreislauf am gleichen Arbeitsplatz und am gleichen Kunststoffteil wird zum Testen in mehrere Aktionseinheiten aufgeteilt. Eine Aktionseinheit enthält mehr als 2 Schleifen.
4: Nehmen Sie das Klebeband aus dem Materialständer, das Klebeband abreißen, und wickle den Zweig ein. Allgemein, Pro Zweig gibt es eine Aktionseinheit.
5: Nehmen Sie das Positionierungsstück aus dem Materialständer, Installieren Sie das Positionierungsstück, und den Schwanz abschneiden.
Messung der Arbeitsstunden für die Herstellung von Verbindungskabelbäumen:
Nachdem die Vorbereitungsarbeiten abgeschlossen sind, IE muss jede Workstation untersuchen und ihre Betriebsstunden messen. Die spezifischen Implementierungsmethoden sind wie folgt:
Tatsächliche Arbeitszeiten:
Nach Aufteilung der Aktionseinheiten, Füllen Sie die Arbeitszeitmesstabelle aus, und messen Sie dann die Arbeitszeit entsprechend den Aktionen. 10 Es müssen gültige Daten erfasst werden. Beurteilung valider Daten
grundsätzlich:
Wenn die Betriebszeit des Geräts ≤30 Sekunden beträgt, die Reichweite von 10 Datensätze sein sollten: 90% * Durchschnitt (10 Datensätze) ~ 110% * Durchschnitt (10 Datensätze).
Wenn die Betriebszeit des Geräts beträgt >30 Sekunden, die Reichweite von 10 Datensätze sein sollten: 95%*Durchschnitt (10 Datensätze) ~ 105 %*Durchschnitt (10 Datensätze).
Auch die Zeit, die mit Herumlaufen und Warten verbracht wird, muss gemessen werden. Zusätzlich zur Erfassung der tatsächlichen Betriebsstunden, Es ist auch notwendig, die Daten der Mitarbeiter während des Betriebs zu beachten. Bei der Messung der Arbeitszeit, Sie müssen zwischen wertschöpfenden und nicht wertschöpfenden Aktionen unterscheiden. Wenn festgestellt wird, dass der Vorgang nicht wertschöpfende Aktionen enthält, die gemessenen Arbeitszeiten müssen besonders gekennzeichnet werden, und der Test wird nach Verbesserung erneut getestet.
Auswuchtstation zur Herstellung von Verbindungssträngen:
Die Arbeitszeiten jedes Arbeitsplatzes werden addiert und extrahiert, um eine Arbeitsplatzbilanzwand zu bilden. Analysieren und passen Sie die Balancewand des Arbeitsplatzes an:
A. Eliminieren Sie Engpassstationen: Verschieben Sie Arbeiten, die die Zykluszeit überschreiten, an eine Station, die nicht voll ist. Wie im Bild unten gezeigt, Teil der Arbeit im Bahnhof 3 wurde zum Bahnhof verlegt 2.
B. Eliminieren Sie die Gehzeit: Beobachten Sie den tatsächlichen Vorgang und setzen Sie die Teile, die bewegt werden müssen, so weit wie möglich zusammen
C. Eliminieren Sie Wartezeiten: Überlaufarbeiten von anderen Stationen zu dieser Station verschieben
D. Entdecken Sie nicht-wertschöpfende Arbeit, Arbeitsplätze optimieren, den Mehrwert an Arbeitsinhalten steigern, und die Effizienz verbessern
-Nach dem Ausbalancieren der Workstation
Nach Erhalt des neuen Arbeitsinhalts des Arbeitsplatzes, Es ist notwendig, die Arbeitszeiten des Arbeitsplatzes erneut zu messen, um zu überprüfen, ob die ausgewogene Lösung machbar ist. Wenn nach der Überprüfung immer noch ein Ungleichgewicht besteht, Der obige Vorgang muss erneut wiederholt werden.
C. Update-Prozess: Nachdem der Arbeitsplatz ausgeglichen ist, Der Inhalt, der aktualisiert werden muss, ist wie folgt: Bestimmen Sie die spezifischen Aktualisierungselemente entsprechend der tatsächlichen Situation.
1. Aktualisieren Sie die Prozessbetriebskarte und senden Sie sie erneut zur Qualitätsfreigabe.
2. Aktualisieren Sie die Workstation-Balance-Wand
3. Aktualisieren Sie den Inhalt der Werkzeugtafel, insbesondere der Inhalt der Bausatztafel und der Fließbandmontagetafel; Nach dem Update ist weiterhin eine Qualitätsfreigabe erforderlich.
4. Aktualisieren Sie den Inhalt des Gerätebetriebs, Parameteranpassung, usw., und senden Sie es nach der Aktualisierung an die Qualitätsfreigabe.
5. Aktualisieren Sie das Werkzeugregal, um Werkzeuge zum Anschließen des Systems aufzunehmen. Aufgrund der Anpassung des Arbeitspensums, auch die entsprechenden verwendeten Materialien werden angepasst. Die entsprechenden Werkzeugregale nehmen Auf- und Abwärtspositionen ein, um die Materialien zu platzieren, und die Etiketten der Materialien werden gleichzeitig aktualisiert.
6. Informationsfluss aktualisieren, Kabelbaumbestellungen/-etiketten und andere Informationen, die auf der Grundlage der neuesten Workstation-Informationen korrigiert werden müssen
7. Aktualisieren Sie das Arbeitslayout vor Ort, Umsetzung des neuesten Designplans, und die Qualität wieder freigeben.
8. Schulen Sie die Bediener vor Ort gemäß dem neuesten Produktionsprozessplan, um sie mit den Methoden vertraut zu machen.