 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Punti chiave della progettazione del cablaggio di connessione e dello sviluppo della produzione
IO. Progettazione e sviluppo
Processo di progettazione
Analisi dei requisiti: Chiarire i parametri elettrici (come una capacità di carico di corrente di 400 A), dimensione fisica (la densità terminale è aumentata di 30%) e la posizione di installazione del cablaggio, e personalizzare il design in combinazione con l'architettura del veicolo (come il controller di dominio).
Design modulare: Adottare soluzioni di piattaforma (come il sistema di connettori di grandi dimensioni MX), integrare l'alimentatore, funzioni di trasmissione del segnale e dissipazione del calore, supporta l'hot plug per ridurre i tempi di aggiornamento OTA 70%.
Output disegno: Disegna uno schema di layout tridimensionale tramite un software professionale, segnare le specifiche del filo, tipi di connettori e requisiti di protezione, e generare contemporaneamente una tabella del circuito e un diagramma della direzione del cablaggio.
Prototipi di gruppo di cablaggio personalizzato e produzione
Tecnologia chiave
Progettazione di compatibilità elettromagnetica: Utilizzare cavi schermati intrecciati e connettori con strato schermante per sopprimere le interferenze elettromagnetiche (il crosstalk è controllato sotto i -50dB).
Disposizione a strati o in parallelo di cablaggi ad alta e bassa tensione per ridurre l'interferenza dell'alta tensione sul sistema a bassa tensione.
Ottimizzazione del sistema ad alta tensione:
Il design a doppio binario garantisce la stabilità del circuito ad alta tensione CC. Il connettore deve soddisfare i requisiti di resistenza all'alta tensione (come il sistema a 48 V), elevato livello di protezione e interblocco del circuito.
L'algoritmo di compensazione dinamica della tensione controlla la fluttuazione dell'alimentazione entro ±0,5 V per migliorare l'affidabilità del sistema.
Sviluppo di schemi e schemi elettrici:
Crea schemi dettagliati e schemi elettrici per definire le interazioni dei componenti e le connessioni fisiche.
Selezione dei componenti:
Scegli i fili appropriati, connettori, Terminali, e materiali isolanti in base ai requisiti.
Progettazione del layout del cablaggio:
Pianificare la disposizione fisica dei cavi, connettori, e altri elementi, considerando i limiti di spazio, instradamento, e scarico della tensione.
Prototipazione:
Costruisci un prototipo per convalidare il progetto e apportare le modifiche necessarie prima della produzione su vasta scala.
2. Produzione e sviluppo
Processo principale
Selezione delle materie prime:
Il filo utilizza un'anima in rame resistente alle alte temperature o un'anima in alluminio (come i cablaggi ad alta tensione per i veicoli a nuova energia), e il connettore deve adattarsi alla densità dei terminali e ai requisiti di corrente (come la serie DF53 con corrente continua 10A).
Il materiale isolante deve avere proprietà ignifughe e resistenza agli elettroliti (come il connettore FPC della serie TB4).
Processo di elaborazione:
Taglio del filo: Taglia secondo la precisione del disegno, e la tolleranza deve soddisfare lo standard di calcolo della lunghezza del filo.
Crampatura terminale: Utilizzare apparecchiature di crimpatura completamente automatiche per garantire la resistenza del contatto <5mΩ.
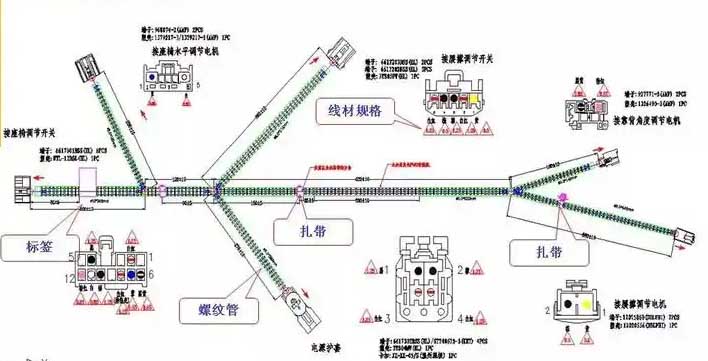
Protezione dell'assemblaggio: Inserire il tubo corrugato o il tubo flessibile, fissarlo con una fascetta, e aggiungere un contrassegno di etichetta.

Il design modulare del cablaggio semplifica la produzione e la manutenzione
Verifica della qualità
Test elettrico:
Test di continuità per verificare la presenza di circuito aperto, test della resistenza di isolamento per rilevare perdite, e resistere al test di tensione per verificare la stabilità in un ambiente ad alta tensione.
Test del tasso di errore dei bit (come sostiene la serie IT14 0.01% tasso di errore in bit a 85°C) garantisce l'affidabilità della trasmissione del segnale ad alta velocità.
Test meccanico e ambientale:
Vibrazione, test in nebbia salina e cicli ad alta e bassa temperatura per garantire la durata del cablaggio in condizioni di lavoro estreme.
L'ispezione estetica non mostra sbavature o danni, e il materiale protettivo è completamente coperto.
Iii. Tendenze del settore
Integrazione intelligente: Attraverso la fusione di sensori (come i sensori del rumore stradale RNC) e algoritmi, Si ottiene una precisione di riduzione del rumore di ±0,5 dB, e l'efficienza energetica è ottimizzata.
Leggero ed efficiente: Il design modulare riduce i giunti di saldatura e la lunghezza del cablaggio (come la serie TB4 riduce le ore di assemblaggio di 70%), contribuendo a ridurre il peso del veicolo di 12 kg.
I processi e le innovazioni tecnologiche di cui sopra sono stati verificati in progetti di produzione di massa di aziende come Molex e Hirose Electric, riguardanti i veicoli a nuova energia, centri dati, e robot umanoidi.
Lo sviluppo di un cablaggio di connessione prevede un processo a più stadi dalla progettazione alla produzione. Inizia con la definizione di requisiti, creando uno schema, Selezione dei componenti, e poi disporre fisicamente l'imbracatura. La produzione include il taglio, stripping, Collegamento dei fili, assemblaggio, e testare il prodotto finito.
Viene determinato il piano finale per la progettazione del cablaggio di collegamento:
Concetto: Prima della produzione in serie di cablaggi collegati, gli ingegneri di processo devono verificare il metodo di processo dopo aver diviso le postazioni di lavoro (questo è, il metodo di processo utilizzato durante la SOP). Durante il processo di verifica vengono apportate modifiche e nuove verifiche, e il metodo di processo finalizzato è il piano finale.
È ora di determinare il piano: Nelle fasi successive della fase PPAP, prima dell'avvio ufficiale, gli ingegneri di processo devono finalizzare il piano finale.
Determinare lo scopo del programma
1. Al fine di garantire il regolare svolgimento del processo durante il lancio ufficiale. I problemi scoperti durante il processo di verifica possono essere risolti il prima possibile e non verranno lasciati durante la produzione di massa.
2. Non ci saranno grossi problemi o stazioni con colli di bottiglia nelle prime fasi della produzione di massa.
3. Consente al team di completare la produzione di massa entro il tempo specificato, entrare senza problemi nella fase SOP, e connettersi perfettamente con la fase SOP del cliente.
4. Assicurarsi che la qualità del cablaggio prodotto nella fase di produzione di massa sia intatta.

Industriale personalizzato & Imbracature di controllo medico
Criteri per determinare la progettazione definitiva del cablaggio di collegamento
UN. Ogni stazione funziona senza intoppi secondo il metodo di processo. La cosiddetta levigatezza significa che il metodo di processo funziona senza intoppi, e le persone e le persone e le macchine cooperano tacitamente tra loro, senza conflitti né attese. Gli standard specifici sono i seguenti:
Sequenza di montaggio corretta
Per l'assemblaggio del cablaggio, i passaggi manuali sono complicati. Quando si formula il metodo di processo, particolare attenzione dovrebbe essere prestata alla sequenza di montaggio. Sebbene la sequenza di assemblaggio sia stata inizialmente verificata al momento dell'accettazione della scheda operativa, quando verrà definito il piano finale, il contenuto e lo svolgimento dell'assemblea devono ancora essere studiati e analizzati, perché questi contenuti del lavoro devono essere completati entro il tempo del ciclo. In questa fase, maggiore attenzione viene posta ai dettagli delle operazioni dell’operatore sulla postazione di lavoro, ad esempio se il materiale prelevato è conforme alla sequenza operativa, se ci sono conflitti nelle operazioni di più persone sulla stazione di lavoro, ecc.
B. Il tempo impiegato da ciascuna stazione per completare l'assemblaggio del cablaggio è compreso nel ciclo. Richiediamo che sia efficace (valore aggiunto) il tempo di funzionamento di ciascuna stazione di lavoro non deve solo rientrare nel tempo di ciclo, ma deve anche essere infinitamente vicino al tempo del ciclo, in modo da garantire che l’efficienza dell’operatore sia massimizzata. Massimizzare l’efficienza significa massimizzare l’effettivo (valore aggiunto) tempo di funzionamento del personale entro il tempo specificato. Il concetto implica efficace, tempo di funzionamento a valore aggiunto, che si intende specificatamente come segue:
Per le operazioni nel processo di produzione dei cablaggi, è suddiviso nelle seguenti quattro tipologie:
1. Azioni a valore aggiunto: operazioni efficaci, operazioni necessarie per la produzione di cablaggi, come l'inserimento di terminali, nastro avvolgente, e installazione di parti di posizionamento. Queste sono le azioni necessarie durante l'assemblaggio dei componenti. Senza queste operazioni, il cablaggio non può essere assemblato.
2. Azioni che non aggiungono valore: Questo è, operazioni non valide, operazioni non necessarie per la produzione di cablaggi. Come raddrizzare i fili per evitare che siano disordinati; tenendo i terminali nella direzione sbagliata durante l'inserimento dei terminali; è necessario ruotare i fili per regolare la direzione dei terminali, raccogliere i materiali caduti, ecc. Queste azioni sono azioni aggiuntive generate durante l'assemblaggio e influenzeranno il tempo di assemblaggio. Queste azioni sono azioni che IE deve scoprire ed eliminare.
3. In attesa: questo è, attesa entro il tempo specificato. Esistono due tipi di attesa: uno è quando il dipendente ha completato tutto il lavoro in questa stazione, ma il takt time non è ancora arrivato e non c'è niente da fare, indicando che il carico di lavoro in questa stazione non è sufficiente. L'altro è che i dipendenti necessitano della linea passata dalla postazione di lavoro precedente per completare il funzionamento di questa postazione di lavoro. Tuttavia, all'ora specificata, la postazione di lavoro precedente non ha oltrepassato la linea in entrata, indicando che c'era un collo di bottiglia nella postazione di lavoro precedente e che il lavoro non poteva essere completato entro il tempo specificato e trasferito alla postazione di lavoro successiva. Queste attese sono anche ciò che IE deve eliminare.
Cammina avanti e indietro:
Quando i dipendenti operano, devono spostarsi dal punto A al punto B prima di poter entrare nell'operazione; Tuttavia, non vi è alcuna operazione durante il superamento da A a B, solo camminando. La situazione più comune è che un dipendente gestisce due postazioni di lavoro, e il dipendente deve andare da A a B. Anche questi tempi di spostamento sono indesiderabili. Perciò, durante l'allestimento della postazione di lavoro, provare a mettere il contenuto di cui lo stesso dipendente ha bisogno per operare su una postazione di lavoro, oppure posizionare le parti della postazione di lavoro il più vicino possibile per evitare spostamenti avanti e indietro.
Ci auguriamo di programmare completamente le operazioni a valore aggiunto dei dipendenti entro un tempo di ciclo limitato e di verificare che ciò sia fattibile durante la finalizzazione della soluzione.
C. La connessione tra le postazioni di lavoro è chiara e fluida. Specificamente riflesso nei seguenti aspetti:
1. Quando i cablaggi vengono trasferiti tra le stazioni di lavoro, gli strumenti utilizzati per il trasferimento sono ragionevolmente progettati per facilitare il posizionamento dei cablaggi da parte dei dipendenti. Il cablaggio viene posizionato sullo strumento di trasferimento in modo chiaro senza danneggiarlo, e la quantità collocata è chiaramente definita.
2. Il processo di trasferimento è semplice e facile da gestire per i dipendenti. Allo stesso tempo, è facile ritirare il cablaggio alla postazione di lavoro successiva.
3. Le informazioni vengono trasmesse completamente senza perdite. Dopo aver preso il cablaggio in questa stazione, guidare chiaramente il modello o l'ID del cablaggio in mano. Nel testare il cablaggio, è necessario utilizzare l'ID del cablaggio per recuperare il programma del cablaggio corrispondente. Perciò, durante il processo di consegna, il corriere che visualizza l'ID dell'imbracatura, come l'ordine o l'etichetta del cablaggio, deve essere coerente con l'imbracatura stessa, e l'identità non può essere persa durante la consegna.
Processo di produzione del cablaggio di connessione
UN. Lavoro preparatorio: Sono necessari alcuni preparativi preliminari prima di determinare il piano finale. Questi compiti devono essere preparati in anticipo prima che la verifica dei metodi di processo possa essere implementata. I dettagli specifici sono i seguenti:
1. Lo stato degli strumenti e delle attrezzature è aggiornato ed è stato rilasciato. Perché le modifiche tecniche al cablaggio sono frequenti, le modifiche tecniche sono inevitabili anche durante la fase di accelerazione. Perciò, gli strumenti e le attrezzature in loco devono garantire che le modifiche tecniche siano state implementate correttamente e siano state accettate dal reparto qualità e possano essere utilizzate per la produzione.
2. Il layout dell'area di produzione in loco è completo e non sono presenti difetti. Il portautensili è posizionato nella posizione corretta, le attrezzature e le attrezzature siano integre e prive di difetti, e gli strumenti utilizzati siano posizionati nella posizione corretta.
3. Il metodo del processo è stato inizialmente verificato da IE, e lo stato tecnico è l'ultimo.
4. Lo stato dei parametri richiesti per le varie produzioni è aggiornato ed è stato verificato e rilasciato.
5. Fili e altre materie prime devono essere trasportati nel modo corretto (conduttori, scatole di materiale, ecc.) e posizionati nella posizione corretta sul rack degli utensili.
6. Il sistema di connessione è completo: gli strumenti di connessione utilizzati sono ragionevolmente progettati, la trasmissione delle informazioni è continua e completa, e i vettori dell'informazione (ordini di cablaggio, schede informative, etichette) utilizzati all'inizio delle informazioni sono tutti pronti.
7. La connessione di rete è buona: registrazione e comunicazione dei risultati dei test, sistema di tracciamento del cablaggio, ecc. funzionano normalmente, la stampa dell'etichetta è normale e le informazioni visualizzate sull'etichetta sono corrette.
8. Gli operatori sono sul posto. Gli operatori devono essere dipendenti di produzione con esperienza. Richiede dipendenti con una ricca esperienza di produzione, o dipendenti con esperienza nella produzione di questo cablaggio, che hanno familiarità con il processo di assemblaggio di questo cablaggio e sono esperti nel funzionamento. Quando più dipendenti operano nella stessa postazione di lavoro, il numero di dipendenti su questa postazione di lavoro deve essere abbinato e verificato allo stesso tempo. Altrimenti, non è possibile verificare se esiste un conflitto tra le workstation.
Secondo la carta del processo, il contenuto operativo di ciascuna stazione di lavoro è suddiviso in diverse unità di azione e inserito nell'elenco delle azioni. Durante la divisione, è necessario prestare attenzione alla dimensione appropriata della divisione dell'azione. Generalmente, L'IE viene misurata manualmente sul posto con un cronometro, e ci sono errori nella misurazione stessa. Se la divisione è troppo fine, gli errori presenti nella misurazione verranno amplificati, con conseguente orario di lavoro impreciso per questa azione. Se la divisione è troppo approssimativa, le ore di lavoro effettive di questa azione dopo che alcune azioni sono state spostate su altre stazioni non possono essere ottenute durante il bilanciamento della stazione di lavoro. Secondo l'esperienza, generalmente si segue questo metodo di divisione:
1: Prendi i fili dal rack del materiale, inserire i terminali, e posare i fili (queste tre azioni generalmente costituiscono un'unità di azione per la misurazione).
2: Prendere le parti in plastica dal portamateriali e posizionarle nel supporto fisso.
3: Il circuito nella stessa stazione di lavoro e la stessa parte in plastica è suddiviso in diverse unità di azione per il test. Un'unità di azione contiene più di 2 loop.
4: Prendi il nastro dal rack del materiale, strappare il nastro, e avvolgi il ramo. Generalmente, c'è un'unità di azione per ramo.
5: Prendere il pezzo di posizionamento dal rack del materiale, installare il pezzo di posizionamento, e tagliare la coda.
Misurazione delle ore uomo per la produzione di cablaggi di collegamento:
Dopo che il lavoro preparatorio è stato completato, IE deve studiare ogni postazione di lavoro e misurarne le ore di funzionamento. Le modalità di implementazione specifiche sono le seguenti:
Orario di lavoro effettivo:
Dopo aver diviso le unità di azione, compilare la tabella di misurazione delle ore di lavoro, e poi misurare le ore di lavoro in base alle azioni. 10 è necessario registrare dati validi. Giudizio su dati validi
in linea di principio:
Quando il tempo di funzionamento dell'unità è ≤30 secondi, la gamma di 10 dovrebbero essere insiemi di dati: 90% * Media (10 insiemi di dati) ~ 110% * Media (10 insiemi di dati).
Quando il tempo di funzionamento dell'unità è >30 secondi, la gamma di 10 dovrebbero essere insiemi di dati: 95%*Media (10 insiemi di dati) ~ 105%*Nella media (10 insiemi di dati).
Anche il tempo trascorso camminando e aspettando deve essere misurato. Oltre a registrare le effettive ore di funzionamento, è inoltre necessario osservare le generalità dei dipendenti durante l'operatività. Quando si misurano le ore di lavoro, è necessario distinguere tra azioni a valore aggiunto e azioni senza valore aggiunto. Se si riscontra che nell'operazione sono presenti azioni senza valore aggiunto, le ore di lavoro misurate devono essere appositamente contrassegnate, e il test verrà ripetuto dopo il miglioramento.
Stazione di bilanciamento per la realizzazione di cablaggi di collegamento:
Le ore di lavoro di ciascuna postazione di lavoro vengono aggiunte ed estratte per formare una parete di equilibrio della postazione di lavoro. Analizzare e regolare il muro di equilibrio della stazione di lavoro:
UN. Eliminare le stazioni con collo di bottiglia: Spostare il lavoro che supera il tempo di ciclo in una stazione che non è piena. Come mostrato nella foto qui sotto, parte del lavoro in stazione 3 è stato spostato in stazione 2.
B. Elimina il tempo di camminata: osservare il funzionamento reale e unire il più possibile le parti che devono essere spostate
C. Elimina i tempi di attesa: spostare il lavoro in eccesso da altre stazioni a questa stazione
D. Scopri il lavoro senza valore aggiunto, ottimizzare le postazioni di lavoro, aumentare i contenuti del lavoro a valore aggiunto, e migliorare l'efficienza
-Dopo aver bilanciato la postazione di lavoro
Dopo aver ottenuto il nuovo contenuto di lavoro della stazione di lavoro, è necessario rimisurare le ore di lavoro della postazione di lavoro per verificare se la soluzione equilibrata è fattibile. Se c'è ancora uno squilibrio dopo la verifica, è necessario ripetere nuovamente l'operazione sopra descritta.
C. Processo di aggiornamento: Dopo che la postazione di lavoro è stata bilanciata, il contenuto che deve essere aggiornato è il seguente: Determinare gli elementi di aggiornamento specifici in base alla situazione reale.
1. Aggiorna la scheda dell'operazione del processo e inviala nuovamente al rilascio di qualità.
2. Aggiornare il muro di bilanciamento della postazione di lavoro
3. Aggiorna il contenuto della scheda degli strumenti, in particolare il contenuto della scheda del kit e della scheda di assemblaggio della catena di montaggio; la versione di qualità è ancora necessaria dopo l'aggiornamento.
4. Aggiornare il contenuto del funzionamento dell'apparecchiatura, regolazione dei parametri, ecc., e inviarlo al rilascio di qualità dopo l'aggiornamento.
5. Aggiornare il rack degli strumenti per includere gli strumenti per il collegamento del sistema. A causa dell'adeguamento del carico di lavoro, verranno adeguati anche i materiali corrispondenti utilizzati. Le corrispondenti rastrelliere per utensili assumeranno posizioni crescenti e decrescenti per posizionare i materiali, e contestualmente verranno aggiornate le etichette dei materiali.
6. Aggiornare il flusso di informazioni, ordini/etichette di cablaggio elettrico e altre informazioni da correggere in base alle informazioni più recenti sulla stazione di lavoro
7. Aggiornare il layout di lavoro in cantiere, implementare l'ultimo piano di progettazione, e rilasciare nuovamente la qualità.
8. Formare gli operatori in loco secondo l'ultimo piano del processo di produzione per familiarizzarli con i metodi.