 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Analisi della tecnologia di saldatura ad ultrasuoni per cavi di collegamento di veicoli elettrici
IO. Vantaggi del processo
Alta efficienza e affidabilità
La saldatura a ultrasuoni consente di ottenere un legame allo stato solido tra gli atomi metallici attraverso il calore di attrito generato dalle vibrazioni ad alta frequenza. Non è richiesta alcuna saldatura o flusso. Il giunto di saldatura ha una bassa resistenza e un'eccellente conduttività, che può ridurre significativamente la perdita di energia e i rischi di riscaldamento. È adatto per cablaggi e sistemi di connettori ad alta tensione.
Rispetto ai tradizionali processi di crimpatura o saldatura, il suo tempo di saldatura è breve (solo pochi secondi), e la forza congiunta è alta, che può sopportare vibrazioni e sollecitazioni meccaniche durante la guida del veicolo.

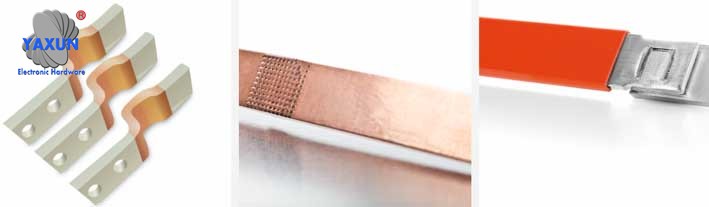
Varie sbarre collettrici personalizzate – rigide, flessibile
Ampia adattabilità dei materiali
Questa tecnologia può gestire una varietà di materiali come il rame, alluminio e sue leghe. È particolarmente adatto per le esigenze di saldatura di cablaggi multifilari di diametro sottile e sbarre piatte (come barre di rame/alluminio) nei veicoli a nuova energia, soddisfacendo i requisiti di leggerezza e ottimizzazione dello spazio.
Tutela ambientale e risparmio energetico
Le caratteristiche di basso consumo energetico riducono i costi di produzione, evitando problemi di corrosione causati dai residui di disossidante, e migliorare l’affidabilità a lungo termine dei cablaggi.
2. Scenari applicativi tipici
Collegamento del cablaggio ad alta tensione
Utilizzato per la saldatura di cavi ad alta tensione tra pacchi batteria e motori di azionamento per soddisfare i requisiti di trasmissione di grandi correnti (come cablaggi con una sezione trasversale ≥50mm²) e garantire una bassa resistenza interna e un'elevata resistenza meccanica.

Sbarre flessibili personalizzate
Integrazione del sistema sbarre
All'interno del pacco batteria, la saldatura ad ultrasuoni collega più sbarre piatte (solitamente rame o alluminio) ai poli della batteria, ridurre l'occupazione dello spazio e migliorare l'efficienza della distribuzione attuale.
Componenti del sistema di ricarica
Applicato a componenti chiave come interfacce di ricarica rapida e pistole di ricarica raffreddate a liquido per garantire la stabilità e la durata dei contatti durante la ricarica ad alta potenza.
3. Sfide e soluzioni tecniche
Difficoltà nella saldatura di cablaggi quadrati di grandi dimensioni
I cablaggi con una sezione trasversale superiore a 50 mm² richiedono apparecchiature di potenza maggiore (come ≥10kW), e l'aumento della pressione di saldatura causerà la deformazione delle tradizionali attrezzature a sbalzo, richiedendo una progettazione strutturale più rigida per migliorare l'efficienza di conversione energetica.

Saldatura ad ultrasuoni di sbarre collettrici in applicazioni per veicoli elettrici
Monitoraggio della qualità della saldatura
Il processo di saldatura deve monitorare parametri come l'energia, ampiezza, e pressione in tempo reale, e analizzare la curva di saldatura attraverso il sistema di rilevamento delle vibrazioni online per prevenire problemi di saldatura a freddo o dissaldatura. Per esempio, la soluzione di monitoraggio sviluppata da Jiaocheng Ultrasonic può monitorare dinamicamente lo stato della saldatura e migliorare il tasso di rendimento.
IV. Tendenza di sviluppo
Aggiornamento intelligente: Combinato con l'algoritmo AI per ottimizzare la regolazione adattiva dei parametri di saldatura per soddisfare le esigenze di saldatura di nuovi cablaggi come conduttori compositi rame-alluminio e materiali di rivestimento8.
Ricerca e sviluppo di apparecchiature ad alta potenza: Sviluppa attrezzature speciali con potenza e pressione più elevate per le esigenze di saldatura di cablaggi con sezione trasversale più ampia (ad esempio 150 mm²) in scenari di sovralimentazione.
Riepilogo
La saldatura a ultrasuoni è diventata il processo principale per il collegamento di cablaggi e sbarre ad alta tensione di veicoli elettrici con la sua elevata efficienza, bassi consumi, e alta affidabilità. Con l'aumento della capacità della batteria e lo sviluppo della tecnologia di ricarica rapida, questa tecnologia deve superare ulteriormente il collo di bottiglia della saldatura di cablaggi di grandi dimensioni e garantire la sicurezza attraverso il monitoraggio intelligente della qualità.
Barre flessibili e barre massicce saldate su sbarre massicce
L'industria manifatturiera del cablaggio automobilistico è stato il più grande utente di saldatura ad ultrasuoni dalla fine degli anni '80, Utilizzando principalmente la tecnologia per la giunzione di filo. Tuttavia, Nuove applicazioni della tecnologia vengono utilizzate come parte di processi futuri che alla fine forniranno le case automobilistiche soluzioni a molte delle carenze della tecnologia dei veicoli elettrici di oggi. Questo articolo introduce principalmente la saldatura ad ultrasuoni di buste di buste e buste di cablaggi automobilistici.
1. Il panorama attuale della produzione di veicoli elettrici
Nei veicoli elettrici, pacchi batteria di grandi dimensioni combinati in pacchetti sigillati vengono utilizzati per ottenere la tensione operativa e la corrente necessarie per alimentare il motore elettrico del veicolo. Attualmente, le due questioni principali nel campo dei veicoli elettrici/ibridi sono lo stoccaggio dell’energia e l’autonomia. Gli OEM stanno affrontando questi problemi in due modi: realizzare batterie più grandi per una maggiore autonomia, e realizzare batterie più potenti per una ricarica più rapida. Entrambi gli approcci presentano sfide. SÌ, le batterie possono diventare più grandi, ma possono raggiungere solo una certa dimensione prima di diventare troppo costosi e pesanti per rappresentare una soluzione praticabile.
Il cablaggio tradizionale non è solitamente il primo luogo in cui le persone cercano l’innovazione dei veicoli elettrici, ma i recenti progressi stanno avendo un impatto notevole sulla storia dei veicoli elettrici. Perché offrono agli OEM due cose di cui hanno disperatamente bisogno nell’architettura dei veicoli elettrici: meno massa e più spazio. Un modo per liberare spazio e ridurre la massa è passare dal cablaggio circolare ai conduttori piatti. Ecco a cosa serve la sbarra collettrice.

Cavi saldati ad entrambe le estremità della barra collettrice solida
2. Cos'è una sbarra elettrica?
Deriva dalla parola latina “omnibus," che si traduce come "tutto" (come in “tutte le correnti in un dato sistema”), le sbarre sono conduttori piatti che stanno diventando parte dell'architettura dei veicoli elettrici. Le sbarre sono solitamente installate nei quadri, quadri elettrici e involucri sbarre per la distribuzione localizzata di alte correnti. Vengono utilizzati anche per collegare apparecchiature ad alta tensione nei quadri elettrici e apparecchiature a bassa tensione nei banchi batterie. Le sbarre collettrici sono barre metalliche o barre di rame, ottone, o alluminio utilizzati per la messa a terra e la conduzione dell'elettricità. Le sbarre elettriche possono essere rivestite con vari materiali, come il rame, per fornire diversi limiti e variazioni di conduttività. Le sbarre collettrici sono disponibili in molte forme e dimensioni, e queste forme e dimensioni determineranno la quantità massima di corrente che il conduttore può trasportare prima di deteriorarsi.
Oggi, ce ne sono fino a 20+ sbarre in un pacco batteria, e questo numero aumenterà man mano che i pacchi batteria diventeranno più grandi e/o più potenti, mentre lo spazio all'interno del pacco batteria rimane molto ridotto. La saldatura a ultrasuoni è il processo di giunzione preferito per le sbarre collettrici nelle applicazioni dei veicoli elettrici. Ma poiché queste batterie più potenti sono in grado solo di ricaricarsi velocemente, presto potremmo vedere più innovazioni nel campo delle sbarre collettrici oltre ai pacchi batteria. Il trasferimento di elevata potenza dall'ingresso di ricarica alla batteria e ad altri motori e apparecchiature ad alta potenza aumenta la necessità di applicazioni innovative di saldatura a ultrasuoni.
3. Perché le aziende preferiscono le sbarre?
A lungo termine, si ritiene che per alcuni cablaggi dell'industria automobilistica le sbarre possano essere preferite rispetto ai cavi standard. La crescente popolarità dei veicoli elettrici, rapporto costo-efficacia, facilità di installazione, bassi costi di manutenzione e assistenza delle sbarre automobilistiche, e lo sviluppo delle infrastrutture di ricarica dei veicoli elettrici sono alcuni dei fattori chiave che guidano la crescita della domanda di sbarre per autobus per automobili. Inoltre, Si prevede che gli sviluppi tecnologici nella produzione di veicoli elettrici e nelle infrastrutture di ricarica andranno a beneficio del mercato globale delle sbarre automobilistiche. Secondo ricerche di mercato, a causa di questi fattori, si prevede che il mercato genererà più di $170 milioni di ricavi in 2030, crescendo a un CAGR di 24.6% da 2021-2030.

Busbar solidi saldati ai cavi
Vantaggi dell'utilizzo delle sbarre:
• Ridurre i costi della struttura e velocizzare l'installazione
• Possibilità di aggiungere, rimuovere o spostare gli alimentatori in modo semplice e rapido senza tempi di inattività
• A prova di futuro e altamente flessibile poiché alcuni plug-in possono essere disconnessi e ricollegati senza interruzione di corrente
• Non è richiesta alcuna manutenzione ordinaria
• L'ampliamento o la ristrutturazione sono più rapidi ed economici
• Più rispettoso dell'ambiente poiché generalmente richiede meno materiale di installazione e le prese a spina sono riutilizzabili e facilmente riposizionabili
• I conduttori piatti occupano meno spazio e sono 70% più corto di altezza
• Può supportare 15% più potenza rispetto ai cavi con la stessa sezione trasversale
• Meno peso e spazio di imballaggio, migliore flessibilità. Per esempio, 160 mm² Alluminio Piatto Flessibile (Fff-al) i cavi sono una soluzione innovativa e alternativa a 200 Cavi tondi in alluminio da mm².
• Fissaggio con bulloni, il processo più affidabile oggi disponibile e meno costoso. Ma aggiunge parti extra (bulloni) e richiede valori di coppia specifici
• Dissipazione efficiente del calore: più efficace del cavo a trefoli
• Varie costruzioni – rame e alluminio, rigido o flessibile, laminato. vedere l'immagine 1
• La batteria interna non richiede compatibilità elettromagnetica
• Promuovere l'automazione, migliorare la sicurezza e la qualità
Figura 1 – Esempi di varie sbarre – rigide, flessibile, disegni personalizzati

Sbarre solide collegate a fili piatti intrecciati
4. L'importanza del materiale e delle dimensioni delle sbarre
Le sbarre collettrici sono generalmente realizzate in rame resistente alla corrosione, ottone o alluminio e alloggiati in tubi pieni o cavi. La forma e le dimensioni delle sbarre collettrici, se strisce piatte, aste o aste solide, consentire una dissipazione del calore più efficiente grazie all'elevato rapporto tra area superficiale e area della sezione trasversale.
Sebbene il rame si ossida nel tempo, rimane conduttivo, ma questo di solito significa che più potenza può spingere l’elettricità lungo la superficie. Anche se non previene completamente l'ossidazione prolungata, ne riduce notevolmente gli effetti. Il rivestimento della superficie della sbarra aiuta a prevenire l'ossidazione.
I rivestimenti delle sbarre collettrici generalmente servono a tre scopi principali:
1. Inibire la corrosione
2. Migliora la conduttività elettrica
3. Per scopi cosmetici
Le sbarre laminate vengono utilizzate per evitare la circolazione di correnti nei dispositivi di commutazione in parallelo nei circuiti elettronici di potenza. Oltre alle sue importanti applicazioni nei veicoli elettrici, ha anche ampie applicazioni nella raccolta e distribuzione dell'energia solare ed eolica grazie alle sue proprietà di bassa induttanza. Un metodo più efficace ed economico consiste nell'utilizzare un rivestimento epossidico in polvere isolante. Le polveri di rivestimento epossidico hanno una rigidità dielettrica estremamente elevata e possono essere incollate direttamente al rame delle sbarre collettrici, strati di placcatura in alluminio o argento.
La dimensione della sbarra dipende dal suo utilizzo specifico. Le dimensioni più comuni delle sbarre commerciali e industriali sono 40-60 A, 100 amplificatori, 225 amplificatori, 250 amplificatori, 400 amplificatori, E 800 amplificatori.
Le dimensioni attuali delle sbarre utilizzate nelle applicazioni automobilistiche sono 35, 50 O 90 mm².
Cavo piatto intrecciato solidificato e saldato mediante saldatura ad ultrasuoni
Le sbarre sono disponibili in due materiali: rame e alluminio. Le principali differenze da considerare nella scelta dei materiali sono:
• resistenza alla trazione
• Portata di corrente
• Resistenza
• peso
• costo
Le sbarre in alluminio hanno un costo inferiore e funzionano bene in condizioni di elevata umidità. Ma l’alluminio ha capacità di corrente inferiori e resistività inferiore rispetto al rame. Il rame ha proprietà termiche migliori dell'alluminio.
I produttori di sbarre collettrici possono rivedere i requisiti minimi per le sbarre collettrici per EV/HEV o altre applicazioni di distribuzione dell'energia, dettagliando i compromessi tra costi e selezione dei materiali con le prestazioni. Ovviamente, for EV/HEV power distribution applications, driver safety is an additional concern. When selecting busbar materials, the highest possible reliability should be achieved, not only to meet vehicle warranty requirements, but also for driver and passenger safety.
Calculation of conductor sizes is particularly important for the electrical and mechanical performance of busbars. Current carrying requirements determine the minimum width and thickness of the conductor. Mechanical considerations include rigidity, mounting holes, connessioni, and other subsystem elements. The width of the conductor should be at least three times the thickness of the conductor. Adding lugs and mounting holes changes the cross-sectional area of the conductors, creating potential hot spots on the bus bars. The maximum current per slice or termination must be considered to avoid hot spots.

Busbars welded to LEONI connecting bolts
5. Solid and flexible busbars
Another key difference that must be considered is solid busbars vs. flexible busbars. For automotive applications within EV batteries, solid busbars are used (vedere la figura 2). Flexible busbars are used in short sections when a specific area needs to be moved for assembly or application. It serves as an electrical “jumper”. An example of a flexible busbar is shown in Figure 3.
Flexible busbars have several thin layers of copper or aluminum and are designed to efficiently distribute power in AC or DC systems. Solder the copper foil stack in the assembly area so that the ends are rigidly connected while the middle remains flexible. Examples of applications requiring flexible busbars include:
• Electric, hybrid and fuel cell vehicles
• Switchgear and transformers for the energy and offshore industries
• Application of generators in the shipbuilding industry
• Transformers and charging stations
• Switchgear and substations in railway applications, chemical plants and high voltage power distribution
• Generator power link
• Electrical connections in the switch cabinet
Application of automobile busbars in the future
Busbar innovation outside the battery pack will be a hot topic in the future, transmitting high power from the charging inlet to the battery and then to other high-power motors and equipment (vedere la figura 4).
There is an increasing interest in busbars from all OEMs and Tier 1 suppliers, mainly for high voltage applications. Oggi, battery packs have approximately 15-20 busbars. For the outside of the packaging, an automated masking process is required, which does not exist today. For now, the focus is on the battery pack.
As future innovations increase the utilization of battery pack external busbars, these new applications will create significant opportunities for ultrasonic welding to improve the overall quality of future connection designs in busbar structures. Ultrasonic welding, specifically the twist welding technique, allows welding of larger sizes, gentle vibration, and the ability to join harder to reach areas. As the industry evolves, these capabilities will allow for further busbar implementation outside of EV battery packs. Figura 5 provides several examples of how ultrasonic welding may be implemented in future electric vehicle applications.
Companies such as Tesla, BMW and Ford are pushing the use of busbars outside the battery pack. Recently, global technology company APTIV acquired Italian company Intercable for approximately $600 million, actively seeking to use busbars for high-power distribution outside the battery pack. BMW, one of its top three customers, is showing strong signs of pursuing this new way of distributing electricity. A handful of other companies are developing shielded busbars in the United States and Europe.
7 Challenges faced by applications outside the battery pack:
1. The busbar outside the battery pack needs to be shielded, which is not currently available – the battery pack has a shell that is sealed and shielded from electromagnetic interference.
2. There is a problem when busbars need to be bent around – they may be too stiff or may be damaged in the corners of the bends
3. The bolting process requires additional parts and specific torque values. Busbars with bolt holes can be replaced for busbar applications other than battery packs
4. Due to corrosion, aluminum busbars require plated bolt holes
5. The terminals are connected to the solid busbar for easy automation
6. Automation has not yet been fully implemented due to shielding
7. Welds and assemblies may require new standards and verification
8 Current applications of bus bars in ultrasonic welding
Ultrasonic welding technology is a proven joining process that automakers are increasingly using for cable-to-terminal connections in electric vehicles, busbars, battery manufacturing and power electronics. Linear soldering is the more traditional and well-known technique used by all equipment manufacturers and is the standard process for splicing wires. Tuttavia, like many other joining processes, linear welding has size limitations, welding difficulties in smaller areas and in specific geometries, welding orientation issues, and vibration effects on peripheral components.
Telsonic Twist SONIQTWIST® and PowerWheel® technologies provide innovative solutions for electric vehicle connectivity applications that were previously impossible. These innovative technologies allow many connection designs related to busbar applications where linear welding would not be possible. There are already smaller busbar applications using ultrasonic welding for connections. Ultrasonic welding is the preferred joining process for many busbars, such as flexible flat busbars up to 160 mm². In futuro, there will be many new applications utilizing ultrasonic welding in the busbar implementation of wiring harnesses. Some of the existing uses of ultrasonic welding in busbar applications are described below.
9 Curing of flexible busbars
Flexible busbars require curing at the connecting portion in order to attach (attach) them to standard cables or connectors. In some cases, the connection and solidification of cables or terminals can be accomplished in one step of soldering. Depending on the overall dimensions of the flexible busbar, ultrasonic metal welding can be a high-quality, economical solution. Using the twist welding process, material cross-sections up to 200 mm² can be welded. This welding technique prevents the joining material from hardening, which can lead to material brittleness and noticeable changes in material properties. Inoltre, coagulation can be automated with Telsonic devices such as the TT7 PowerWheel®, as shown in the applications in Figures 6 E 7.
Figura 6 – TT7-Tonic Power Wheel®
Figura 7 – Welding solidified flexible busbars and solid busbars to solid busbars using TT7 Telsonic PowerWheel®
10 busbars welded to standard cable
In some applications, the bus bars are soldered to the orange cable, which will be soldered to the current connector. Figura 8 shows an example of a short cable welded to stranded cable. Welding short cables at both ends can result in inconsistent weld quality because the first weld may become weaker due to vibrations caused by the second weld. USCAR-38 requires testing of cables less than 500 mm in length. Using torsion welding provides such gentle vibration that studies have shown that, depending on the terminal design, the impact on stranded cables and flexible busbars is much less (vedere la figura 9). This allows for shorter cables and appropriate connectors to be soldered together.
Figura 8 – Solid busbar welded to standard cable
Figura 9 – Short cable (200 mm) soldered at both ends
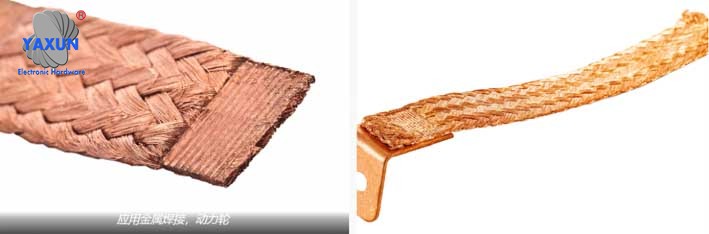
11 Flat braided cable welds
In some cases, manufacturers use flat braided cables instead of orange cables. Flat braided cables are welded and automatically cut into parts with specific lengths and welds at both ends (vedere la figura 10). Braided cables with welds on both ends are also called shunts. The advantage of using ultrasonic welding to manufacture the shunt is that minimal heat is required when manufacturing the shunt and welding the shunt to the busbar (vedere la figura 11). This prevents brittle strands and scoring of unusually thin strands caused by the heat generated by resistance welding (another technique that can be used).
Figura 10 – Solid busbars connected to flat braided jumpers
Figura 11 – Flat braided cable cured and welded by ultrasonic welding
12- Torsion welding application capability of busbars
Flexible busbar foils are laminated/plated with materials such as copper to prevent oxidation issues. For solid busbars, the bolt hole connections must be plated. For aluminum solid busbars, the connecting contacts must be copper. Perciò, copper washers are used and connected to the bus bars by twist soldering (vedere la figura 12). The proven SONIQTWIST® technology as well as the Telsonic TSP welding machine (Fico. 13) can be used for this application.
Figura 12 – Copper nut welded to Al busbar using Telsonic twist welder SONIQTWIST®
Figura 13 – Telsonic SONIQTWIST® TSP
British car manufacturer Jaguar is currently utilizing the twist welding capabilities of SONIQTWIST® and PowerWheel® for power distribution busbar assemblies. The company used busbars instead of copper cables to significantly reduce the weight and cost of the F-TYPE sports car (vedere la figura 14). Each busbar conducts power from the battery in the vehicle’s trunk to electrical equipment in the engine compartment. Because the relative density of aluminum is significantly lower than copper, the weight of aluminum rods is only 40% A 60% of traditional copper cables. This can save up to 3kg in terms of battery connections alone.
Figura 14 – LEONI connecting bolts welded to busbars
13 Conclusione
The innovative and rapidly growing electric vehicle market requires new and evolving solutions to meet future challenges. Soon, the use of high-voltage busbars will replace some current applications of high-voltage cable terminations. As the industry moves toward using busbars outside the battery pack, new challenges will arise before busbar harness standardization is established in the automotive industry. As new applications require more innovative welding solutions, challenges will arise at all levels, including welding equipment manufacturers. But new processes and concepts will provide more efficient and economical solutions for wiring harnesses in the electric vehicle market. Torsion welding has become an important joining process in the industry. In addition to battery cable termination solutions for a variety of connectors, the technology also provides welding solutions for electric vehicle weight control, battery packaging, busbars, battery manufacturing and power electronics. Application functionality has expanded beyond previously thought.
As product designers and process engineers become familiar with the twist welding process and its capabilities, the technology will help propel the electric vehicle industry to the next level. Closer working relationships between OEMs, Tier 1 suppliers and equipment suppliers are necessary to drive busbar utilization. We’ll definitely learn more and introduce innovative ideas in time. But ultrasonic welding will undoubtedly be part of the solution to the goals of lower material costs, weight and space reduction, and labor-intensive manufacturing processes.