 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Ключевые моменты дизайна жгута подключения и разработки производства
я. Дизайн и разработка
Дизайн процесс
Arevortive Analysis: Уточнить электрические параметры (например, 400A тока переноса), физический размер (терминальная плотность увеличилась 30%) и расположение установки жгута, и настроить дизайн в сочетании с архитектурой автомобиля (такие как контроллер домена).
Modular Design: Принять платформные решения (такие как система больших разъемов MX), интегрировать источник питания, Функции передачи сигнала и рассеяния тепла, Поддержать горячую подключение, чтобы сократить время обновления OTA 70%.
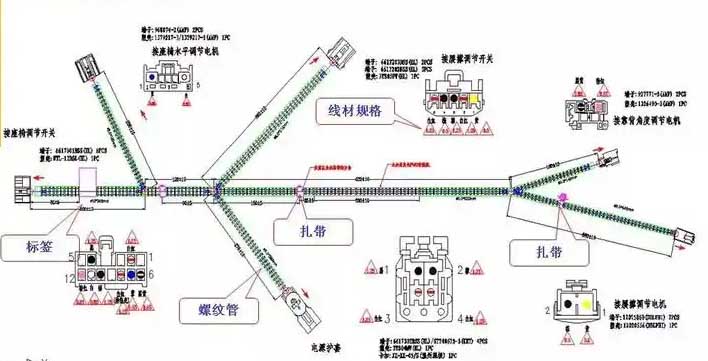
Drawing output: Нарисуйте трехмерную диаграмму макета через профессиональное программное обеспечение, Отметьте спецификации провода, Типы разъемов и требования к защите, и одновременно генерируйте таблицу петли и диаграмму направления жгута.
Пользовательские прототипы сборочного жгута и производство
Ckee Technology
Electermagnetic Compatibility Design: Используйте плетенный экранированный проволоки и разъемы с экранирующим слоем для подавления электромагнитных помех (Crosstalk контролируется ниже -50 дБ).
Слои или параллельное расположение жгутов с высоким и низким напряжением, чтобы уменьшить помехи высоким напряжением в системе низкого напряжения.
Оптимизация системы высокого напряжения:
Конструкция с двумя треками обеспечивает стабильность высоковольтной схемы постоянного тока. Разъем должен соответствовать требованиям сопротивления высокой напряженности (такой как система 48 В), высокий уровень защиты и переплета петли.
Алгоритм компенсации динамического напряжения контролирует колебания источника питания в пределах ± 0,5 В для повышения надежности системы.
Разработка схематической и подключаемой диаграммы:
Создать подробные схемы и схемы подключения для определения компонентных взаимодействий и физических соединений.
Выбор компонентов:
Выберите подходящие провода, разъемы, терминалы, и изоляционные материалы на основе требований.
Дизайн макета жгута:
Планируйте физическое расположение проводов, разъемы, и другие элементы, Учитывая пространственные ограничения, маршрутизация, и натяжение облегчения.
Прототипирование:
Создайте прототип для проверки дизайна и внесения необходимых корректировок перед полномасштабным производством.
2. Производство и разработка
Core Process
РАЗВЕРСТВО МАТЕРИАЛА:
Провод использует высокотемпературную медную ядро или алюминиевое ядра (такие как высоковольтный жгут проводов для новых энергетических транспортных средств), и разъем должен адаптироваться к плотности терминала и требованиям тока (такие как серия DF53 с непрерывным током 10A).
Изолирующий материал должен иметь пламя задержки и сопротивления электролита (такой как разъем FPC серии TB4).
процесс обработки:
Wire резка: Вырезать в соответствии с точностью рисунка, и допуск должен соответствовать стандарту расчета длины провода.
конечный обжим: Используйте полностью автоматическое обжимное оборудование, чтобы обеспечить сопротивление контакта <5МОм.
Защита от ассемблера: Вставьте гофрированную трубку или шланг, исправить это с помощью кабельной галстуки, и добавить метку.

Модульный дизайн жгута проводки упрощает производство и техническое обслуживание
Fational Verification
Electrical Test:
Тест на непрерывность для проверки на открытую цепь, Испытание на сопротивление изоляции для обнаружения утечки, и противостоять тесту напряжения для проверки стабильности в среде высокого напряжения.
Тест частоты ошибок бита (такие как серия IT14 поддерживает 0.01% Скорость ошибок в битах при 85 ° C) обеспечивает надежность высокоскоростной передачи сигнала.
Mechanical и Environmental Test:
Вибрация, Соленый спрей и тесты с высоким и низким температурным циклом, чтобы обеспечить долговечность жгута проводки в экстремальных условиях труда.
Инспекция внешнего вида не показывает никаких заусенцев или повреждений, и защитный материал полностью покрыт.
Iii. Промышленные тенденции
Intelligent Integration: Через слияние датчиков (такие как датчики RNC дорожного шума) и алгоритмы, Точность снижения шума ± 0,5 дБ достигается, и энергоэффективность оптимизируется.
Легкий и эффективный: Модульная конструкция уменьшает паяльные соединения и длину жгута проводов (такие как серия TB4 сокращает часы сборки на 70%), Помогая снизить вес автомобиля на 12 кг.
Вышеуказанные процессы и технологические инновации были проверены в проектах массовых производства таких компаний, как Molex и Hirose Electric, покрытие новых энергетических транспортных средств, центры обработки данных, и гуманоидные роботы.
Разработка жгута соединения включает в себя многоэтапный процесс от проектирования до производства. Это начинается с определения требований, Создание схемы, Выбор компонентов, А потом выкладывает жгут физически. Производство включает в себя сокращение, раздевать, соединяющий провода, сборка, и тестирование готового продукта.
Окончательный план разработки жгута подключения определяется:
Концепция: Перед массовым производством подключенных проволочных жгутов, Инженеры -процесса должны проверить метод процесса после деления рабочих станций (то есть, метод процесса, используемый во время SOP). Корректировки и повторные транспортировки вносятся в процессе проверки, и метод окончательного процесса является окончательным планом.
Время определить план: На более поздних этапах этапа PPAP, До официального наращивания, Инженеры процесса должны завершить окончательный план.
Определите цель программы
1. Чтобы обеспечить плавный прогресс процесса во время официального запуска. Проблемы, обнаруженные во время процесса проверки, могут быть решены как можно раньше и не останутся во время массового производства.
2. На ранних стадиях массового производства не будет серьезных проблем или узких мест..
3. Это позволяет команде завершить массовое производство в течение указанного времени, плавно введите сцену SOP, и беспрепятственно связана со сцентом SOP клиента.
4. Убедитесь, что качество проволочного жгута, полученного на стадии массового производства, не повреждено.

Пользовательский промышленность & Медицинские управления жгутами
Критерии для определения окончательного дизайна жгута соединения
А. Каждая станция работает гладко в соответствии с методом процесса. Так называемая плавность означает, что метод процесса работает плавно, и люди, люди и машины сотрудничают друг с другом молчаливо, без конфликтов или ожидания. Конкретные стандарты следующие:
Правильная последовательность сборки
Для сборки жгута проводов в сборе, ручные шаги сложны. При формулировании метода процесса, Особое внимание следует уделять последовательности сборки. Хотя последовательность сборки была первоначально проверена при принятии операционной карты, Когда определяется окончательный план, Содержание и последовательность сборки все еще необходимо изучить и проанализировать, Потому что это рабочее содержимое должно быть завершено в течение времени цикла. На этом этапе, больше внимания уделяется деталям операций оператора на рабочей станции, например, соответствует ли материал в соответствии с эксплуатационной последовательности, Есть ли конфликты в работе нескольких людей на рабочей станции, и т. д..
Беременный. Время для каждой станции завершить узел жгута провода в пределах цикла. Мы требуем, чтобы эффективное (добавленная стоимость) Время работы каждой рабочей станции не только должно находиться во время цикла, но также нужно быть бесконечно близким во время цикла, чтобы обеспечить максимальную эффективность оператора. Максимизация эффективности означает максимизация эффективного (добавленная стоимость) Время работы персонала в течение указанного времени. Концепция включает в себя эффективную, Время работы с добавленной стоимостью, который конкретно понимается следующим образом:
Для операций в процессе производства проволочных жгутов, он разделен на следующие четыре типа:
1. Действия с добавленной стоимостью: эффективные операции, Операции, необходимые для производства проволочных жгутов, такие как вставка терминалов, оберточная лента, и установка деталей позиционирования. Это необходимые действия при сборке компонентов. Без этих операций, Жгут проводки не может быть собрана.
2. Действия, которые не добавляют ценность: То есть, недействительные операции, ненужные операции для производства проволочных жгутов. Например, выпрямление проводов, чтобы не было расстроить их; удерживая терминалы в неправильном направлении при вставке терминалов; необходимо вращать провода, чтобы регулировать направление терминалов, Получение сброшенных материалов, и т. д.. Эти действия являются дополнительными действиями, генерируемыми во время сборки, и повлияют на время сборки. Эти действия - это действия, которые необходимо для обнаружения и устранения.
3. Ожидающий: то есть, Ожидание в указанное время. Есть два типа ожидания: Один из них, когда сотрудник завершил всю работу на этой станции, Но время takt еще не достигнуто, и нечего делать, Указывая, что рабочей нагрузки на этой станции недостаточно. Другой заключается в том, что сотрудники нуждаются в линии, проходящей с предыдущей рабочей станции, чтобы завершить работу этой рабочей станции. Однако, в указанное время, Предыдущая рабочая станция не проходила входящую линию, Указывая, что на предыдущей рабочей станции было узкое место, и работа не может быть завершена в течение указанного времени и перенесена на следующую рабочую станцию. Эти ожидания также являются тем, что необходимо устранить.
Ходить вперед и назад:
Когда работают сотрудники, Им нужно перейти от точки A в точку B, прежде чем они смогут войти в операцию; однако, Во время превышения нет операции от A до B, Только ходьба. Наиболее распространенная ситуация заключается в том, что один сотрудник управляет двумя рабочими станциями, и сотрудник должен перейти от А в В. Эти времена передвижения также нежелательны. Поэтому, При изложении рабочей станции, Постарайтесь поместить контент, который должен работать с одним и тем же сотрудником на одной рабочей станции, или поместите детали рабочей станции как можно ближе, чтобы не двигаться вперед и назад.
Мы надеемся полностью запланировать операции с добавленной стоимостью сотрудников в течение ограниченного цикла и убедиться, что это возможно во время завершения решения.
В. Связь между рабочими станциями ясная и плавная. Конкретно отражены в следующих аспектах:
1. Когда проводные жгуты передаются между рабочими станциями, Инструменты, используемые для передачи, разумно разработаны, чтобы упростить сотрудники разместить проволочные жгуты. Жгут проводов помещается на инструмент передачи четким образом, не повреждая жгут провода, и размещенное количество четко определено.
2. Процесс передачи прост и легко для работы. В то же время, Легко поднять жгут проводов на следующей рабочей станции.
3. Информация передается полностью без потерь. Получив жгут провода на этой станции, четко направляйте модель или идентификатор жгута провода в руке. При тестировании жгута проводов, Вам нужно использовать идентификатор жгута проводки, чтобы получить соответствующую программу жгута проводки. Поэтому, во время процесса доставки, носитель, который отображает идентификатор жгута, такие как порядок жгута или этикетка, должен соответствовать самому жгуту, и личность не может быть потеряна во время доставки.
Процесс производства жгута подключения
А. Подготовительная работа: Некоторые предварительные подготовки требуются до определения окончательного плана. Эти задачи должны быть подготовлены заранее до проверки методов процесса. Конкретные детали следующие:
1. Инструменты и статус оборудования обновлены и были выпущены. Потому что частые изменения инженерии подключения инженерии, Инженерные изменения неизбежны даже на этапе наращивания. Поэтому, Инструменты и оборудование на месте необходимо обеспечить правильное внедрение инженерных изменений и были приняты отделом качества и могут использоваться для производства.
2. Расположение производственной зоны на месте завершена, и нет дефектов. Стойка для инструментов помещена в правильное положение, Инструменты и оборудование не повреждены и не имеют ошибки, и используемые инструменты расположены в правильном положении.
3. Метод процесса был первоначально проверен с помощью IE, и инженерный статус является последним.
4. Статус параметров, необходимых для различных постановок, обновлен и был проверен и освобожден.
5. Провода и другое сырье должны переносить правильным образом (проводники, материалы, и т. д.) и помещен в правильное положение на стойке для инструментов.
6. Система соединения завершена: используемые инструменты подключения разумно разработаны, Информационная передача непрерывной и полной, и информационные носители (Заказы жгута проводов, информационные карты, ярлыки) используется в начальном конце информации все готово.
7. Сетевое соединение хорошее: Запись результатов теста и общение, система отслеживания проволочных жгутов, и т. д.. работают нормально, Печать метки нормальная, а информация, отображаемая на этикетке, верна.
8. Операторы на месте. Операторы должны быть опытными работниками производства. Это требует сотрудников с богатым производственным опытом, или сотрудники с опытом работы в производстве этого проволочного жгута, которые знакомы с процессом сборки этого проволочного жгута и квалифицированы в операции. Когда несколько сотрудников работают на одной и той же рабочей станции, Количество сотрудников на этой рабочей станции должно быть сопоставлено и проверено одновременно. В противном случае, Нельзя проверить, существует ли конфликт между рабочими станциями.
В соответствии с картой процесса, Содержание операции каждой рабочей станции разделено на несколько единиц действия и помещено в список действий. При разделении, Вам нужно обратить внимание на соответствующий размер подразделения действий. В целом, Т.е. измеряется вручную на месте с секундомером, и есть ошибки в самом измерении. Если дивизия слишком в порядке, ошибки, присутствующие в измерении, будут усилены, в результате неточного рабочего времени для этого действия. Если подразделение слишком грубо, Фактическое рабочее время этого действия после того, как некоторые действия перемещаются на другие станции, нельзя получить при балансировании рабочей станции. Согласно опыту, Этот метод деления обычно соблюдается:
1: Возьмите провода из материала, Вставьте терминалы, и положить провода (Эти три действия обычно образуют единицу действия для измерения).
2: Возьмите пластиковые детали со стойки материала и поместите их в фиксированное приспособление.
3: Схема на той же рабочей станции и той же пластиковой части разделена на несколько единиц действия для тестирования. Единица действия содержит больше, чем 2 петли.
4: Снимите ленту из материала, сорвать ленту, и обернуть ветвь. В целом, есть одно действие на ветвь.
5: Возьмите позиционирование из материала, Установить позиционирование, и отрезать хвост.
Измерение человеко-часов для создания жгутов подключения:
После завершения подготовительной работы, Т.е. необходимо изучать каждую рабочую станцию и измерить ее рабочие часы. Конкретные методы реализации следующие:
Фактическое рабочее время:
После разделения единиц действия, Заполните таблицу измерения рабочего времени, а затем измерить рабочее время в соответствии с действиями. 10 Допустимые данные должны быть записаны. Суждение действительных данных
в принципе:
Когда время работы устройства составляет ≤30 секунд, диапазон 10 Наборы данных должны быть: 90% * Средний (10 Наборы данных) ~ 110% * Средний (10 Наборы данных).
Когда время работы устройства >30 секунды, диапазон 10 Наборы данных должны быть: 95%*Средний (10 Наборы данных) ~ 105%*в среднем (10 Наборы данных).
Время, потраченное на прогулку и ожидание, нужно также измерять. В дополнение к записи фактических рабочих часов, Также необходимо наблюдать детали сотрудников во время работы. При измерении рабочего времени, Вам нужно различать действия между добавленной стоимостью и с добавленной стоимостью.. Если обнаружено, что в операции существуют действия, не связанные с добавлением значений, Измеренное рабочее время должно быть специально отмечено, и тест будет повторен после улучшения.
Станция балансировки для производства жгутов подключения:
Рабочие часы каждой рабочей станции добавляются и извлечены, чтобы сформировать стенку баланса рабочей станции. Проанализировать и отрегулировать стенку баланса рабочей станции:
а. Устранение станций узких мест: Переместите работу, которая превышает время цикла на станцию, которая не заполнена. Как показано на рисунке ниже, часть работы на станции 3 был перенесен на станцию 2.
беременный. Устранить время ходьбы: Соблюдайте фактическую работу и поместите части, которые необходимо перемещать вместе как можно больше
в. Устранить время ожидания: Переместить переполнение работы с других станций на эту станцию
дюймовый. Откройте для себя работу, не добавленную стоимостью, Оптимизируйте рабочие станции, Увеличение рабочего контента с добавленной стоимостью, и повысить эффективность
-После балансировки рабочей станции
После получения нового рабочего контента рабочей станции, Необходимо повторно считать рабочее время рабочей станции, чтобы убедиться, что сбалансированное решение возможным. Если после проверки все еще есть дисбаланс, Вышеуказанная операция должна быть повторена снова.
В. Процесс обновления: После того, как рабочая станция сбалансирована, Контент, который необходимо обновить, выглядит следующим образом: Определите конкретные элементы обновления в соответствии с фактической ситуацией.
1. Обновите операционную карту процесса и повторно поместите ее на выпуск качества.
2. Обновить стену баланса рабочей станции
3. Обновите содержание платы инструментов, Особенно содержание платы набора и сборки сборочной линии; Выпуск качества все еще требуется после обновления.
4. Обновить содержание работы оборудования, Регулировка параметра, и т. д., и отправьте его в качественный релиз после обновления.
5. Обновите стойку для инструментов, чтобы включить инструменты для подключения системы. Из -за корректировки рабочей нагрузки, Используемые соответствующие материалы также будут отрегулированы. Соответствующие инструментальные стойки потребуют увеличения и уменьшения позиций для размещения материалов, и этикетки материалов будут обновлены одновременно.
6. Обновление информации о информации, Заказы/этикетки/этикетки и другую информацию и другую информацию на основе последней информации о рабочей станции
7. Обновите макет работы на сайте, Реализуйте последний план проектирования, и снова выпустить качество.
8. Операторы поезда на месте в соответствии с последним планом производственного процесса, чтобы ознакомить их с методами.