 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Kľúčové body návrhu a vývoja výroby spojovacích zväzkov
I. Dizajn a vývoj
Proces navrhovania
Analýza požiadaviek: Ujasnite si elektrické parametre (ako je prúdová zaťažiteľnosť 400A), fyzická veľkosť (terminálna hustota zvýšená o 30%) a miesto inštalácie postroja, a prispôsobiť dizajn v kombinácii s architektúrou vozidla (ako je radič domény).
Modulárny dizajn: Prijať platformové riešenia (ako je systém veľkých konektorov MX), integrovať napájanie, funkcie prenosu signálu a odvodu tepla, podpora hot plugging na skrátenie času aktualizácie OTA 70%.
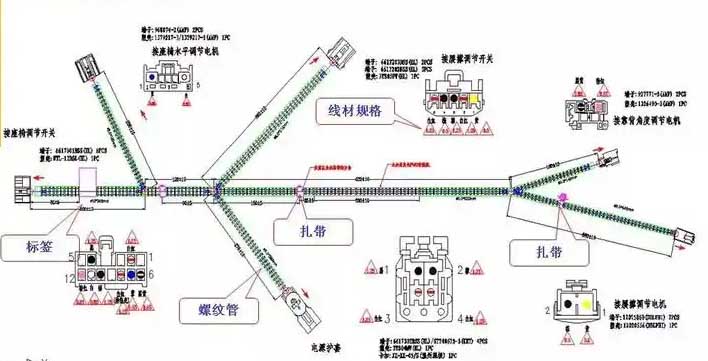
Výstup výkresu: Nakreslite trojrozmerný diagram rozloženia pomocou profesionálneho softvéru, označte špecifikácie drôtu, typy konektorov a požiadavky na ochranu, a súčasne generovať tabuľku slučky a diagram smeru káblového zväzku.
Prototypy a výroba káblových zväzkov na mieru
Kľúčová technológia
Dizajn elektromagnetickej kompatibility: Na potlačenie elektromagnetického rušenia použite opletený tienený drôt a konektory s tieniacou vrstvou (presluchy sú kontrolované pod -50dB).
Vrstvené alebo paralelné usporiadanie vysokonapäťových a nízkonapäťových zväzkov na zníženie rušenia vysokého napätia na nízkonapäťovom systéme.
„Optimalizácia vysokonapäťového systému“.:
Dvojkoľajová konštrukcia zaisťuje stabilitu jednosmerného vysokonapäťového obvodu. Konektor musí spĺňať požiadavky na vysokonapäťovú odolnosť (ako je 48V systém), vysoká úroveň ochrany a blokovanie slučky.
Algoritmus dynamickej kompenzácie napätia riadi kolísanie napájacieho zdroja v rozmedzí ±0,5 V, aby sa zlepšila spoľahlivosť systému.
Vývoj schém a schém zapojenia:
Vytvorte podrobné schémy a schémy zapojenia na definovanie interakcií komponentov a fyzických spojení.
Výber komponentov:
Vyberte príslušné vodiče, konektory, terminály, a izolačné materiály na základe požiadaviek.
Dizajn rozloženia postroja:
Naplánujte fyzické usporiadanie drôtov, konektory, a ďalšie prvky, s ohľadom na priestorové obmedzenia, smerovanie, a uvoľnenie napätia.
Prototypovanie:
Zostavte prototyp na overenie návrhu a vykonajte potrebné úpravy pred výrobou v plnom rozsahu.
2. Výroba a vývoj
Hlavný proces
Výber surovín:
Drôt používa medené jadro alebo hliníkové jadro odolné voči vysokej teplote (ako sú vysokonapäťové káblové zväzky pre nové energetické vozidlá), a konektor sa musí prispôsobiť hustote svoriek a požiadavkám prúdu (ako je séria DF53 s 10A trvalým prúdom).
Izolačný materiál musí mať spomaľovač horenia a odolnosť voči elektrolytom (ako je FPC konektor série TB4).
Proces spracovania:
Rezanie drôtom: Vyrežte podľa presnosti výkresu, a tolerancia musí spĺňať normu výpočtu dĺžky drôtu.
Krimpovanie svoriek: Na zaistenie kontaktného odporu použite plne automatické krimpovacie zariadenie <5mΩ.
Montážna ochrana: Vložte vlnitú rúrku alebo hadicu, upevnite ho pomocou sťahovacej pásky, a pridajte značku štítku.

Modulárny dizajn káblového zväzku zjednodušuje výrobu a údržbu
Overenie kvality
Elektrický test:
Test kontinuity na kontrolu otvoreného okruhu, test izolačného odporu na zistenie úniku, a test odolnosti voči napätiu na overenie stability vo vysokonapäťovom prostredí.
Test bitovej chybovosti (ako napríklad séria IT14 0.01% bitová chybovosť pri 85°C) zabezpečuje spoľahlivosť vysokorýchlostného prenosu signálu.
Mechanický a environmentálny test:
Vibrovanie, soľný sprej a testy cyklov pri vysokých a nízkych teplotách na zabezpečenie odolnosti káblového zväzku v extrémnych pracovných podmienkach.
Kontrola vzhľadu neukazuje žiadne otrepy alebo poškodenia, a ochranný materiál je úplne pokrytý.
Iii. Priemyselné trendy
Inteligentná integrácia: Prostredníctvom fúzie senzorov (ako sú RNC snímače hluku na ceste) a algoritmy, je dosiahnutá presnosť redukcie hluku ±0,5dB, a energetická účinnosť je optimalizovaná.
Ľahký a efektívny: Modulárny dizajn znižuje dĺžku spájkovaných spojov a káblových zväzkov (ako séria TB4 skracuje montážne hodiny o 70%), pomáha znížiť hmotnosť vozidla o 12 kg.
Vyššie uvedené procesy a technologické inovácie boli overené v projektoch hromadnej výroby spoločností ako Molex a Hirose Electric, pokrývajúce nové energetické vozidlá, dátové centrá, a humanoidných robotov.
Vývoj spojovacieho zväzku zahŕňa viacstupňový proces od návrhu až po výrobu. Začína sa definovaním požiadaviek, vytvorenie schémy, výber komponentov, a potom fyzicky rozložiť postroj. Výroba zahŕňa rezanie, stripovanie, spojovacie vodiče, montáž, a testovanie hotového výrobku.
Stanoví sa konečný plán návrhu spojovacieho zväzku:
koncepcia: Pred hromadnou výrobou spojených káblových zväzkov, procesní inžinieri potrebujú overiť spôsob procesu po rozdelení pracovných staníc (to jest, procesná metóda použitá počas SOP). Počas procesu overovania sa vykonávajú úpravy a opätovné overenia, a konečná metóda procesu je konečný plán.
Čas určiť plán: V neskorších štádiách štádia PPAP, pred oficiálnym nástupom, procesní inžinieri musia dokončiť konečný plán.
Určite účel programu
1. S cieľom zabezpečiť hladký priebeh procesu počas oficiálneho spustenia. Problémy zistené počas procesu overovania je možné vyriešiť čo najskôr a nezostanú pri sériovej výrobe.
2. V počiatočných fázach sériovej výroby nebudú žiadne veľké problémy ani úzke miesta.
3. Umožňuje tímu dokončiť hromadnú výrobu v stanovenom čase, plynulo vstúpiť do fázy SOP, a bezproblémovo sa prepojiť s fázou SOP zákazníka.
4. Uistite sa, že kvalita káblového zväzku vyrábaného v štádiu hromadnej výroby je neporušená.

Custom Industrial & Lekárske kontrolné postroje
Kritériá na určenie konečného návrhu spojovacieho zväzku
A. Každá stanica beží hladko podľa metódy procesu. Takzvaná hladkosť znamená, že procesná metóda funguje hladko, a ľudia, ľudia a stroje navzájom ticho spolupracujú, bez konfliktov a čakania. Konkrétne normy sú nasledovné:
Správna postupnosť montáže
Na montáž zostavy káblového zväzku, manuálne kroky sú zložité. Pri formulovaní procesnej metódy, osobitná pozornosť by sa mala venovať postupnosti montáže. Hoci postupnosť montáže bola pôvodne overená pri akceptovaní prevádzkovej karty, keď sa určí konečný plán, obsah a postupnosť zhromaždenia je ešte potrebné preštudovať a analyzovať, pretože tento pracovný obsah je potrebné dokončiť v rámci času cyklu. V tejto fáze, väčšia pozornosť sa venuje detailom operácií operátora na pracovnej stanici, ako napríklad či je odoberaný materiál v súlade s prevádzkovou postupnosťou, či nedochádza ku konfliktom v operáciách viacerých ľudí na pracovnej stanici, tam.
B. Čas pre každú stanicu na dokončenie zostavy káblového zväzku je v rámci cyklu. Požadujeme, aby efektívne (s pridanou hodnotou) prevádzková doba každej pracovnej stanice nemusí byť len v rámci doby cyklu, ale tiež musí byť nekonečne blízko k času cyklu, aby sa zabezpečila maximálna efektivita operátora. Maximalizácia účinnosti znamená maximalizáciu efektívnosti (s pridanou hodnotou) prevádzkový čas personálu v určenom čase. Koncept zahŕňa efektívne, prevádzkový čas s pridanou hodnotou, ktorý sa konkrétne chápe nasledovne:
Pre operácie v procese výroby káblových zväzkov, delí sa na nasledujúce štyri typy:
1. Akcie s pridanou hodnotou: efektívne operácie, operácie potrebné na výrobu káblových zväzkov, ako je vkladanie svoriek, baliaca páska, a montáž polohovacích dielov. Toto sú nevyhnutné úkony pri montáži komponentov. Bez týchto operácií, káblový zväzok nie je možné zmontovať.
2. Akcie, ktoré nepridávajú hodnotu: Teda, neplatné operácie, zbytočné operácie na výrobu káblových zväzkov. Ako napríklad narovnanie drôtov, aby sa zabránilo ich neporiadku; držte svorky v nesprávnom smere pri vkladaní svoriek; je potrebné otáčať vodičmi, aby ste nastavili smer svoriek, zbieranie spadnutých materiálov, tam. Tieto akcie sú dodatočné akcie generované počas montáže a ovplyvnia čas montáže. Tieto akcie sú akcie, ktoré IE potrebuje objaviť a odstrániť.
3. Čakanie: to jest, čakanie v určenom čase. Existujú dva typy čakania: jedným je, keď zamestnanec dokončil všetku prácu na tejto stanici, ale čas takt ešte nedosiahol a nedá sa nič robiť, čo naznačuje, že pracovné zaťaženie na tejto stanici nie je dostatočné. Druhou je, že zamestnanci potrebujú linku prechádzajúcu z predchádzajúcej pracovnej stanice, aby dokončili prevádzku tejto pracovnej stanice. Však, v určenom čase, predchádzajúca pracovná stanica neprešla cez prichádzajúcu linku, čo naznačuje, že na predchádzajúcej pracovnej stanici sa vyskytla prekážka a prácu nebolo možné dokončiť v stanovenom čase a presunúť ju na ďalšiu pracovnú stanicu. Tieto čakania sú tiež to, čo IE potrebuje odstrániť.
Kráčajte tam a späť:
Keď pracujú zamestnanci, pred vstupom do prevádzky sa musia presunúť z bodu A do bodu B; však, počas prekmitu z A do B nie je žiadna operácia, len chôdza. Najčastejšou situáciou je, že jeden zamestnanec obsluhuje dve pracovné stanice, a zamestnanec musí prejsť z bodu A do bodu B. Tieto časy pohybu sú tiež nežiaduce. Preto, pri rozmiestnení pracovnej stanice, skúste umiestniť obsah, ktorý ten istý zamestnanec potrebuje na obsluhu, na jednu pracovnú stanicu, alebo umiestnite časti pracovnej stanice čo najbližšie, aby ste sa vyhli pohybu tam a späť.
Dúfame, že plne naplánujeme činnosti zamestnancov s pridanou hodnotou v rámci obmedzeného času cyklu a overíme, či je to možné počas finalizácie riešenia..
C. Spojenie medzi pracovnými stanicami je jasné a plynulé. Konkrétne sa to odráža v nasledujúcich aspektoch:
1. Keď sa zväzky káblov prenášajú medzi pracovnými stanicami, nástroje používané na prenos sú primerane navrhnuté tak, aby zamestnancom uľahčili umiestňovanie káblových zväzkov. Káblový zväzok je umiestnený na prenosovom nástroji prehľadným spôsobom bez poškodenia káblového zväzku, a umiestnené množstvo je jasne definované.
2. Proces prevodu je pre zamestnancov jednoduchý a ľahko ovládateľný. Súčasne, je ľahké vyzdvihnúť káblový zväzok na ďalšej pracovnej stanici.
3. Informácie sa prenášajú úplne bez straty. Po získaní káblového zväzku na tejto stanici, jasne veďte model alebo ID káblového zväzku v ruke. Pri testovaní káblového zväzku, musíte použiť ID káblového zväzku na získanie príslušného programu káblového zväzku. Preto, počas procesu doručenia, nosič, ktorý zobrazuje ID postroja, poradie alebo označenie postroja, musí byť v súlade so samotným postrojom, a identita nemôže byť stratená počas doručenia.
Proces výroby spojovacieho zväzku
A. Prípravné práce: Pred stanovením konečného plánu sú potrebné určité predbežné prípravy. Tieto úlohy je potrebné vopred pripraviť ešte pred realizáciou overovania procesných metód. Konkrétne podrobnosti sú nasledovné:
1. Stav nástrojov a vybavenia je aktuálny a bol uvoľnený. Pretože zmeny v technike káblových zväzkov sú časté, inžinierske zmeny sú nevyhnutné aj vo fáze nábehu. Preto, nástroje a zariadenia na mieste musia zabezpečiť, aby boli inžinierske zmeny implementované správne a boli akceptované oddelením kvality a mohli byť použité vo výrobe.
2. Dispozičné riešenie výrobného areálu na mieste je kompletné a bez závad. Stojan na náradie je umiestnený v správnej polohe, nástroje a vybavenie sú neporušené a bez porúch, a použité nástroje sú umiestnené v správnej polohe.
3. Procesná metóda bola pôvodne overená IE, a technický stav je najnovší.
4. Stav parametrov požadovaných pre rôzne výroby je aktuálny a bol overený a uvoľnený.
5. Drôty a iné suroviny by sa mali prepravovať správnym spôsobom (vodičov, krabice na materiál, atď.) a umiestnite do správnej polohy na stojane na náradie.
6. Systém pripojenia je dokončený: použité spojovacie nástroje sú primerane navrhnuté, prenos informácií je nepretržitý a úplný, a nosiče informácií (objednávky káblových zväzkov, informačné karty, štítky) použité na začiatku informácií sú pripravené.
7. Sieťové pripojenie je dobré: záznam výsledkov testu a komunikácia, systém sledovania káblových zväzkov, tam. bežia normálne, tlač štítkov je normálna a informácie zobrazené na štítku sú správne.
8. Operátori sú na mieste. Od operátorov sa vyžaduje, aby boli zamestnancami výroby so skúsenosťami. Vyžaduje zamestnancov s bohatými výrobnými skúsenosťami, alebo zamestnanci so skúsenosťami s výrobou tohto káblového zväzku, ktorí sú oboznámení s procesom montáže tohto káblového zväzku a sú zruční v prevádzke. Keď na tom istom pracovisku pracuje viacero zamestnancov, počet zamestnancov na tejto pracovnej stanici je potrebné spárovať a zároveň overiť. Inak, nie je možné overiť, či existuje konflikt medzi pracovnými stanicami.
Podľa procesnej karty, prevádzkový obsah každej pracovnej stanice je rozdelený do niekoľkých akčných jednotiek a umiestnený v zozname akcií. Pri delení, treba si dať pozor na vhodnú veľkosť akčného rozdelenia. Všeobecne, IE sa meria ručne na mieste pomocou stopiek, a v samotnom meraní sú chyby. Ak je rozdelenie príliš jemné, chyby prítomné v meraní budú zosilnené, výsledkom je nepresná pracovná doba pre túto akciu. Ak je rozdelenie príliš hrubé, skutočný pracovný čas tejto akcie po presunutí niektorých akcií na iné stanovištia nie je možné získať pri vyvážení pracovnej stanice. Podľa skúseností, tento spôsob delenia sa spravidla dodržiava:
1: Vyberte drôty zo stojana na materiál, vložte svorky, a položte drôty (tieto tri akcie vo všeobecnosti tvoria akčnú jednotku pre meranie).
2: Vyberte plastové diely zo stojana na materiál a umiestnite ich do pevného držiaka.
3: Okruh v tej istej pracovnej stanici a tej istej plastovej časti je na testovanie rozdelený do niekoľkých akčných celkov. Akčná jednotka obsahuje viac ako 2 slučky.
4: Vyberte pásku zo stojana na materiál, odtrhnite pásku, a zabaliť konár. Všeobecne, na jednu pobočku pripadá jedna akčná jednotka.
5: Vyberte polohovací kus zo stojana na materiál, nainštalujte polohovací prvok, a odrezať chvost.
Meranie človekohodín na výrobu spojovacích zväzkov:
Po dokončení prípravných prác, IE potrebuje preštudovať každú pracovnú stanicu a zmerať jej prevádzkové hodiny. Konkrétne spôsoby implementácie sú nasledujúce:
Skutočný pracovný čas:
Po rozdelení akčných jednotiek, vyplňte tabuľku merania pracovného času, a potom merať pracovný čas podľa úkonov. 10 je potrebné zaznamenať platné údaje. Posúdenie platných údajov
v zásade:
Keď je prevádzkový čas jednotky ≤30 sekúnd, rozsah 10 súbory údajov by mali byť: 90% * Priemerná (10 súbory údajov) ~ 110% * Priemerná (10 súbory údajov).
Keď je prevádzkový čas jednotky >30 sekúnd, rozsah 10 súbory údajov by mali byť: 95%*Priemerná (10 súbory údajov) ~ 105 %*Priemer (10 súbory údajov).
Je potrebné merať aj čas strávený prechádzkami a čakaním. Okrem zaznamenávania skutočných prevádzkových hodín, pri prevádzke je tiež potrebné dodržiavať detaily zamestnancov. Pri meraní pracovného času, musíte rozlišovať medzi akciami s pridanou hodnotou a bez pridanej hodnoty. Ak sa zistí, že v operácii sú akcie bez pridanej hodnoty, nameraný pracovný čas je potrebné osobitne označiť, a test sa po zlepšení znova otestuje.
Vyvažovacia stanica na výrobu spojovacích zväzkov:
Pracovné hodiny každej pracovnej stanice sa sčítajú a extrahujú, aby sa vytvorila vyrovnávacia stena pracovnej stanice. Analyzujte a upravte balančnú stenu pracovnej stanice:
a. Odstráňte úzke miesta: Presuňte prácu, ktorá prekračuje čas cyklu, na stanicu, ktorá nie je plná. Ako je znázornené na obrázku nižšie, časť práce na stanici 3 bol presunutý na stanicu 2.
b. Eliminujte čas chôdze: pozorujte skutočnú prevádzku a čo najviac poskladajte časti, ktoré je potrebné posunúť
c. Eliminujte čakaciu dobu: presunúť prepadové práce z iných staníc na túto stanicu
d. Objavte prácu bez pridanej hodnoty, optimalizovať pracovné stanice, zvýšiť obsah práce s pridanou hodnotou, a zlepšiť efektivitu
-Po vyvážení pracovnej stanice
Po získaní nového pracovného obsahu pracovnej stanice, je potrebné premerať pracovný čas pracoviska, aby sa overilo, či je vyvážené riešenie realizovateľné. Ak po overení stále existuje nerovnováha, vyššie uvedenú operáciu je potrebné zopakovať znova.
C. Proces aktualizácie: Po vyvážení pracovnej stanice, obsah, ktorý je potrebné aktualizovať, je nasledujúci: Určte konkrétne položky aktualizácie podľa aktuálnej situácie.
1. Aktualizujte kartu procesnej operácie a znova ju odošlite do vydania kvality.
2. Aktualizujte stenu rovnováhy pracovnej stanice
3. Aktualizujte obsah dosky s nástrojmi, najmä obsah stavebnicovej dosky a montážnej dosky montážnej linky; Po aktualizácii sa stále vyžaduje vydanie kvality.
4. Aktualizujte obsah prevádzky zariadenia, úprava parametrov, atď., a po aktualizácii ho odošlite na vydanie kvality.
5. Aktualizujte stojan na náradie tak, aby obsahoval nástroje na pripojenie systému. Z dôvodu úpravy prac, budú upravené aj zodpovedajúce použité materiály. Zodpovedajúce stojany na nástroje zaujmú rastúce a klesajúce polohy na umiestnenie materiálov, a štítky materiálov budú súčasne aktualizované.
6. Aktualizujte tok informácií, objednávky/štítky káblových zväzkov a ďalšie informácie, ktoré je potrebné opraviť na základe najnovších informácií o pracovnej stanici
7. Aktualizujte rozloženie práce na mieste, implementovať najnovší plán dizajnu, a znova vydať kvalitu.
8. Vyškolte operátorov na mieste podľa najnovšieho plánu výrobného procesu, aby ste ich oboznámili s metódami.