 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Oblikovanje točk za stiskanje za povezovanje žičnih snopov vključuje izbiro ustreznih sponk za stiskanje in zagotavljanje pravilnih tehnik stiskanja za ustvarjanje zanesljivih in varnih povezav. Ta postopek vključuje izbiro prave vrste priključka za določen premer žice in uporabo, z uporabo ustreznega orodja za stiskanje, in preverjanje kakovosti stiskanja, da se preprečijo težave, kot so kratki stiki ali šibke povezave.
Design Crimp Points za povezovanje žičnih snopov
1. Izbira terminala:
Merilo žice:
Velikost žice (Ameriški merilnik žice ali AWG) narekuje velikost in vrsto sponke za stiskanje.
Tip terminala:
Pogosti tipi priključkov vključujejo obročaste priključke, lopate sponke, in čelni priključki. Obročaste sponke pritrdite na vijake ali zatiče, sponke imajo obliko vilic, in čelni konektorji povezujejo dve žici.
Material in zaključek:
Razmislite o materialih, kot sta baker ali medenina, in zaključkih, kot je pocinkana prevleka, za odpornost proti koroziji in nizko odpornost.
Izolacija:
Sponke imajo lahko izolacijo, zagotavlja zaščito in enostavno povezavo.
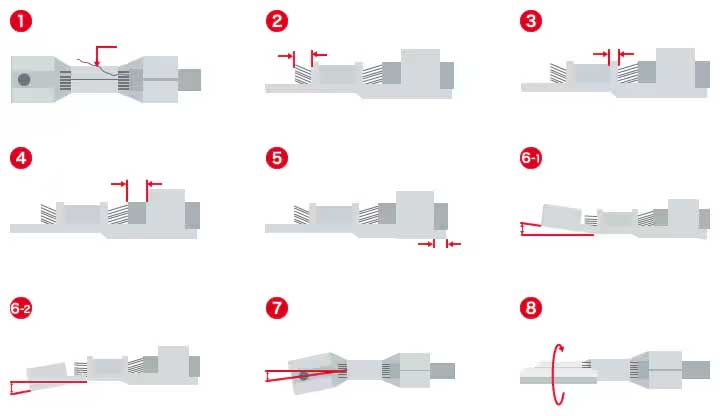
2. Postopek stiskanja:
Pripravite žico:
Odstranite izolacijo s konca žice na ustrezno dolžino, zagotovite, da noben pramen ni prelomljen.
Izberite orodje za stiskanje:
Izberite orodje, ki ustreza vrsti priključka in premeru žice.
Postavite Crimp:
Vstavite žico in terminal v orodje za stiskanje, zagotavljanje pravilne postavitve.
Stiskanje:
Uporabite dovolj sile, da ustvarite varno zvijanje, po navodilih orodja.
Preverjanje:
Preverite kakovost stiskanja z merjenjem višine roba, preverjanje pravilnega prodora izolacije, in preverjanje trajnosti povezave.
3. Kontrola kakovosti:
Višina stiskanja: Za pravilno penetracijo izolacije in oprijem žice je potrebna določena višina.
Žična penetracija: Prepričajte se, da je cev terminala popolnoma predrla žice.
Testiranje vibracij: Stisnjene povezave izpostavite vibracijam, da preverite, ali so zrahljane ali zlomljive.
Natezna trdnost: Preverite odpornost stisnjene povezave na vlečne sile.
4. Premisleki glede oblikovanja:
Vrsta priključka: Izberite konektorje, ki ustrezajo premeru žice in vrsti sponke.
Gostota in velikost vezja: Upoštevajte število žic in skupno velikost konektorja.
Okoljski dejavniki: Upoštevajte dejavnike, kot je temperatura, vlažnost, in vibracije.
Standardi in certifikati: Zagotovite skladnost z ustreznimi industrijskimi standardi.
5. Avtomatizirano stiskanje:
Avtomatizirani stroji:
Uporabite stroje za ponavljajoče se naloge stiskanja, da zagotovite doslednost in učinkovitost.
Prednosti avtomatizacije:
Zmanjšajte ročne napake, povečajte hitrost proizvodnje, in ohranite dosledno kakovost stiskanja.
Točka stiskanja priključnega snopa, imenovana tudi piercing point, kontaktna točka, spojna točka. Zasnova točke stiskanja ima velik vpliv na stabilnost električnih funkcij vozila in stroške kabelskega snopa. Ta članek obravnava načrtovanje točk za stiskanje.
Opredelitev točke stiskanja:
Točka stiskanja žičnih snopov se nanaša na priključno točko, kjer je več kot 2 žice v kabelskem snopu so na tečajih.
Kot je prikazano na spodnji sliki, to točko stiskanja (SP) sestoji iz žice 1, Žica 2, in Žica 3. The 3 žice so med seboj povezane znotraj snopa. Zgibna povezovalna točka treh žic znotraj snopa je točka stiskanja, imenovana tudi točka spajanja, in točka prebadanja pasu.
Vrsta stiskalne točke
Točke za spajanje avtomobilskih kabelskih snopov, pogosto uporabljene metode vključujejo ultrazvočno varjenje, Stiskanje sponk v obliki črke U, itd.
Ultrazvočno varjenje
Načelo ultrazvočnega varjenja kovin je uporaba energije vibracij pri ultrazvočni frekvenci (20-40kHz) za prenos vibracijskih valov na površine dveh kovinskih predmetov, ki jih je treba zvariti. Pod statičnim pritiskom, obe kovinski površini drgneta druga ob drugo, s čimer nastane zlitje med molekularnimi plastmi.
Kot je prikazano na zgornji sliki, the 50/60 Hz tok se pretvori v 15, 20, 30 oz 40 KHz električne energije z ultrazvočnim generatorjem. Pretvorjena visokofrekvenčna električna energija se skozi pretvornik ponovno pretvori v mehansko gibanje iste frekvence, nato pa se mehansko gibanje prenese na varilno glavo skozi niz naprav za hupe, ki lahko spremenijo amplitudo. Varilna glava prenaša prejeto energijo nihanja na spoj obdelovanca, ki ga je treba variti. Na tem področju, energija vibracij se s trenjem pretvori v toplotno energijo, taljenje kovine.
Ultrazvočno varjenje se lahko uporablja za spajanje tako enakih kot tudi različnih materialov, kot sta baker in aluminij. Ker so kovine zvarjene neposredno skupaj, brez dodatnih materialov, kot so obročki, spajkanje, ali tok so potrebni. Poleg tega, ultrazvočno varjenje povzroči nizko toplotno obremenitev delov (temperatura varjenja je veliko nižja od tališča delov), tako se ne spremenijo lastnosti samega zvarjenega materiala in lastnosti okoliških materialov. Če izolacijski tulec ostane nedotaknjen.
Kako spajkati & Stiskanje avtomobilskih žic
Standardi ultrazvočnega varjenja
Najbolj verodostojen varilni standard SAE/USCAR-38, ki sta ga skupaj izdala Ameriško združenje avtomobilskih inženirjev in Odbor za avtomobilsko raziskavo Združenih držav Amerike. Celovita definicija postopka ultrazvočnega varjenja med avtomobilskimi kabli in terminali zagotavlja pomembno referenco za industrijske specifikacije.
Prednosti in slabosti ultrazvočnega varjenja:
Prednost te metode je visoka hitrost, varčevanje z energijo, visoka talilna trdnost, dobra prevodnost, brez iskric, blizu hladne predelave, visoka učinkovitost, dobra prevodnost, varstvo okolja in varnost. To je trend razvoja kontaktov žičnih snopov.
Slabosti so, da kovinski deli, ki jih je treba variti, ne morejo biti predebeli (na splošno manj kot ali enako 5 mm), spajkalni spoji ne smejo biti preveliki, in pritisk je potreben. Cene varilne opreme in stroški vzdrževanja so relativno visoki.
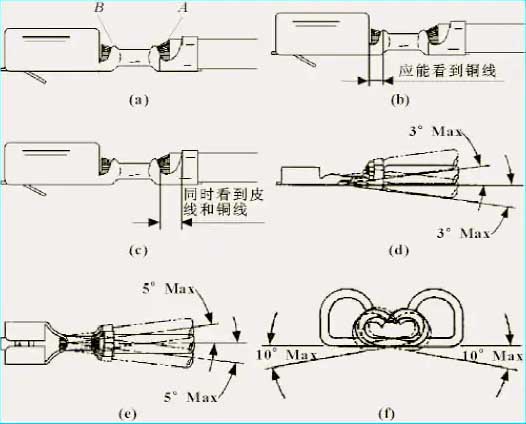
Stiskanje sponk v obliki črke U
Stiskanje je postopek, ki izvaja pritisk na kontaktno površino med žicami in sponkami, da se tvori tesna povezava. Med postopkom stiskanja, vodnik je stisnjen z rokavom in se deformira v obeh smereh dolžine in širine, oblikovanje hladnega zvara. Prvotni oksidni film na površini prevodnika in tulca se deformira in poči, vodnik in čista kovinska površina priključnega tulca sta v popolnem in tesnem stiku, med postopkom iztiskanja in deformacije se pojavijo mikropremikanja.
Fizično in enakomerno stiskanje bakrenih žic skozi sponke v obliki črke U je trenutno pogosto uporabljena kontaktna metoda. Diagram stiskanja sponk v obliki črke U je prikazan na spodnji sliki.
Slika Shema stiskanja sponk v obliki črke U
Standard za stiskanje sponk v obliki črke U
Standard USCAR je specializiran standard za priključke, in USCAR 21 je specifikacija zmogljivosti stiskanja sponk. Zagotovljena je celovita definicija postopka stiskanja sponk avtomobilskega kabelskega snopa, zagotavlja pomembno referenco za industrijske specifikacije.
Prednosti in slabosti stiskanja sponk v obliki črke U:
Prednosti te metode so enostavno upravljanje, visoka učinkovitost, dobra prevodnost, in cenejša oprema za stiskanje in terminali v obliki črke U;
Pomanjkljivost je v primerjavi z ultrazvočnim varjenjem, zahteva uporabo materialov za stiskanje in poveča težo.
Izbira mesta stiskanja:
Lokacija točke stiskanja ni povezana samo s ceno kabelskega snopa, temveč tudi na kakovost kabelskega snopa. Nerazumna zasnova spoja ne bo samo povečala stroškov kabelskega snopa, ampak tudi povečati težo kabelskega snopa, in lahko povzroči tudi težave pri sestavljanju in druge težave.
Izberite mesto, kjer je kabelski snop relativno stabilen. Ne izbirajte gibljivih delov ali mest z večjimi motnjami.
Razporedite točko stiskanja blizu presečišča vsake signalne črte in debla, ki lahko učinkovito zmanjša žice in prihrani stroške.
3. Izbira kontaktnih lokacij, da se izognete snopom povratne zanke. Še posebej v mokrem prostoru, obstajajo povratni pasovi, ki ne prispeva k tesnjenju spojne točke.
Izogibajte se običajnemu pritisku več kot 10 žice na isti točki stiskanja. Še enkrat več kot 10 žice so stisnjene skupaj, je treba nastaviti dodatne točke stiskanja.
Za isto točko stiskanja, premer najmanjšega premera žice ne sme biti manjši od 10% vsote premerov žic vseh žic na mestu stiskanja.
6. Vsota premerov žice na levi in desni strani mesta stiskanja mora biti čim bolj enaka, in najmanjši ne sme biti manjši od 50% druge strani.
7. Najmanjši premer žice na mestu stiskanja mora biti velik kot 16% največjega premera žice na mestu stiskanja.
8. Ko ena žica povezuje dve točki stiskanja, razdalja med obema točkama stiskanja ne sme biti manjša od 150 mm. Na spodnji sliki, razdalja med SP1 in SP2 je večja od 150 mm.
Razdalja med točko stiskanja in točko odcepa, zaponka/kravata mora biti večja od 50 mm, in tudi razdalja med kontakti mora biti večja od 50 mm (razen linije pločevink), tako da se učinkovito izognete stiku med kontakti.
Zaščita točke stiskanja
Če je zaščita kontaktov kabelskega snopa nerazumna, izolacija na kontaktih kabelskega snopa je lahko predrta, sicer lahko v kontakte pride voda, povzroči okvaro kratkega stika.
Na splošno gledano, distribucija avtomobilskih stikov je razdeljena na dve kategoriji: suho območje in mokro območje. Kontakte v suhem prostoru je treba zaščititi s posebnim trakom; stike v mokrem območju je treba zaščititi s termoskrčljivo cevjo, ki vsebuje lepilo, ali butilnim lepilom, da dosežemo vodoodporen učinek tesnjenja.
Kot je prikazano na zgornji sliki, območje pod črto brežine se imenuje mokro območje, ostalo zunaj območja razvlaževanja pa je suho območje.
Povzemite:
Ta članek sistematično predstavlja definicijo, razvrstitev, izbira lokacije in zaščita točk stiskanja. Pri načrtovanju postavitve in načelnem načrtovanju, morate biti pozorni na točke stiskanja. Če želite hitro izboljšati svoje zmogljivosti zasnove avtomobilskih kabelskih snopov, prosimo, bodite pozorni na tečaje kabelskih snopov YAXUN inženirjev za kabelske snope.