 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Склоп кабелског свежња у процесу развоја новог производа мора пратити следећи структурирани процес, интегришући планирање дизајна, имплементација процеса и провера квалитета:
1. Идејни пројекат и развој
Анализа захтева и дизајн цртежа
Одредите електричне параметре, димензије и место уградње снопа каблова на основу функционалних захтева производа, користите професионални софтвер за цртање дводимензионалних/тродимензионалних цртежа, и појасни спецификације жице, везе и правци.
Направите узорке и проверите рационалност дизајна кроз електричне перформансе, тестови механичке чврстоће и прилагодљивости околини.
Електрични и сродни производи по најбољој цени у Кини
Дефинишите електричне везе потребне за производ, укључујући типове жица, захтеви за конекторе, и услови животне средине.
Направите шему:
Развијте дијаграм ожичења који визуализује структуру и везе снопа.
Изаберите компоненте:
Изаберите одговарајуће жице, конектори, терминали, и заштитним материјалима.
Положите појас:
Планирајте физички распоред жица и компоненти, с обзиром на ограниченост простора и лакоћу монтаже.
Планирање материјала и набавка
Идентификујте материјале за каблове (жице, конектори, изолациони рукави, итд.), и успоставити библиотеку ресурса добављача како би се осигурало снабдевање сировинама.
Посебни сценарији (као што су каблови високог напона) захтевају употребу високотемпературних/високонапонских жица и изолационих материјала отпорних на пламен.
2. Процес монтаже и обраде
Производња броја подматеријала
Прецизно исеците жице према плочи за позиционирање да бисте избегли губитак због одступања величине, и извршите електрично тестирање и потпуну инспекцију након завршетка.
Ожичење и укључивање
Нагните бројеве подматеријала према партицијама цртежа, и прво пратите редослед ожичења једне области, унакрсна област друга, прво једноставно, и сложено друго. Приликом уметања ПИН-а, проверите да ли терминал одговара конектору, а жице за попречне регионе треба да резервишу одговарајућу дужину.
Везивање и фиксирање
Користите везице за каблове или траке да повежете жице. Почетна тачка се бира на позицији двоструке жице. Размак између петљи за везивање жице је око 25 мм. Крај је резервисан за 10 мм и везан да се спречи лабављење.
Етикетирање и обележавање: Означите свежањ и појединачне жице ради идентификације и следљивости.
Паковање: Припремите готов појас за отпрему и складиштење.
Пратећи ове кораке, произвођачи могу осигурати да су жичани свежња пројектовани, састављен, и тестиран да задовољи специфичне потребе нових производа, што резултира поузданим и ефикасним електричним везама.

Најнапреднија радионица за дизајн и монтажу каблова
3. Линк за проверу квалитета
Електрична мерења и функционално тестирање
Користите аутоматизовану опрему за обављање проводљивости, изолацију и издржати напонске тестове, и истовремено надгледати квалитет пресовања терминала (као што је испитивање система под притиском).
Комплексни каблови морају бити потврђени од стране ПЕ/КЕ пре него што се план тестирања изврши.
Потпуна инспекција и складиштење
Проверите толеранцију терминала, уједначеност везивања жице и исправност монтаже компоненти. Термоскупљајућа цев не сме бити пожутела или оштећена.
Након проласка ОКЦ инспекције, ставља се у складиште како би се осигурала усклађеност са стандардима ИПЦ-620 и РоХС.
4. Правац оптимизације процеса
Увести интелигентну производну опрему (као што је позиционирање машинског вида, серво контролни систем) како би се побољшала стопа аутоматизације и смањила ручна интервенција. Оптимизујте путање ожичења и ефикасност протока материјала кроз рационално управљање да бисте смањили развојне циклусе.
Овај процес обезбеђује високу поузданост и следљивост процеса кабловских свежња у развоју нових производа кроз сарадњу са више веза и строгу верификацију.
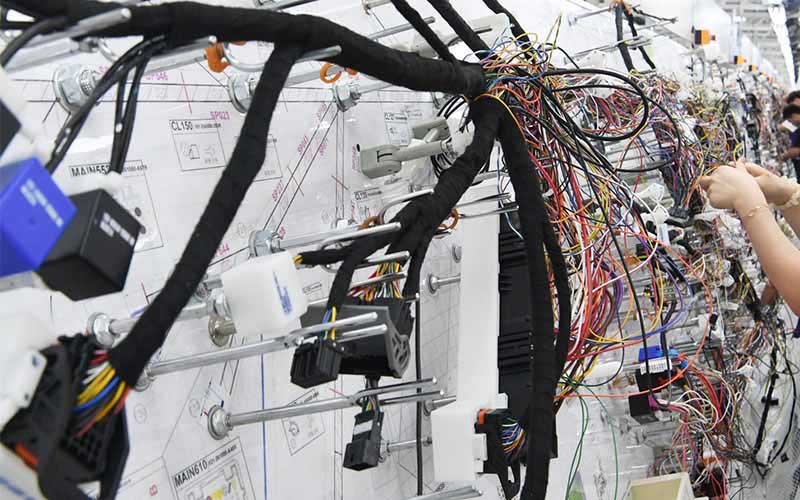
Најсавременији процес монтаже кабелског свежња
Шта је нови процес развоја производа за аутомобилске каблове? У овом чланку, Инжењери кабловских свежња углавном говоре о управљању пројектима у индустрији аутомобилског снопа из перспективе фабрике каблова. Прецизно схватање процеса развоја производа жичаног свежња нам помаже да разумемо дизајн и развој производа жичаног свежња из глобалне перспективе.
01. Предговор: Управљање пројектима у индустрији ожичења за аутомобиле, тачно разумевање процеса развоја производа за кабловске свежња помаже нам да разумемо дизајн и развој производа за кабловске свежња из глобалне перспективе.
Данас је ера у којој се глобално пословно и економско окружење брзо мења и тржишна конкуренција постаје све жешћа. Развој нових производа је директно повезан са опстанком предузећа, посебно у контексту континуираног пропадања аутомобилске индустрије. Стога, како добро спровести развојни пројекат како би предузеће могло да постигне одрживи развој је веома важно питање.
Здраво свима, ово је нешто што већ дуго желим да поделим са вама. С једне стране, аутор је техничког порекла, па је највећи део своје каријере провео у занатству, истраживања и развоја, пројектима, итд. С друге стране, елиминисање отпада из предњег процеса развоја нових производа је у складу са витким праксама. На основу личног радног искуства (из перспективе произвођача кабелског свежња), хајде да причамо о управљању пројектима у индустрији ожичења за аутомобиле. Прецизно схватање процеса развоја производа жичаног свежња нам помаже да разумемо дизајн и развој производа жичаног свежња из глобалне перспективе.
02 РФК упит
1. Идентификација материјала новог производа: Поставите упит на веб локацију добављача и користите „Веб локацију добављача“, као што је приказано у наставку.
Састав материјала жичаног свежња: класификација и идентификација жица, корице, терминали, црева, итд. Постоје и случајеви када се ретки састојци не могу пронаћи на интернету. У ово време, можете затражити помоћ у групама везаним за ожичење. Наравно, такође можете креирати неке ресурсе добављача радним данима, па чак и креирати базу података за хитне случајеве.
2. Припрема понуде: Користите Екцел софтвер да направите табелу кола
Посебна пажња: табела петље: ћелије морају имати садржај, као што су: књига, дупли синдикат Влоокуп, Сумиф, Цоунтиф, овладавање формулама математичких функција,
3. Успостављање и унапређење табеле БОМ
Одељење за планирање производње разлаже БОМ табелу коју је успоставило процесно одељење на материјале потребне за радионичку производњу, а затим додаје процесне квоте сваког стандардног модела возила који је обезбеђен да формира материјале потребне за производњу.
Успостављање и одржавање током производње
Просечите и уравнотежите све производне процесе, прилагодите оптерећење сваког процеса, да радно време сваког процеса буде што сличније, и ускладите радно време између сваког процеса што је више могуће.03 Планирање руте процеса
1. Анализа цртежа
① Табела за избор и припрему, ② Табела за припрему жице за петље, ③ Дијаграм смера распореда каблова.
2. Обрадити излаз датотеке
① Статистика основних података
Информације о петљи: статистика петља по петља, тип жице, дужина жице, жичани материјал, терминале и заптивне чепове.
Степс: Означите сваки омотач на цртежу готовог производа редом с лева на десно и одозго према доле, као што је приказано бројевима З1, З2, З3, итд.;
② Производња кола
А. Разлика између правих линија и ожичења
Б. Информације које треба изразити у табели кола, скидање заглавља на оба краја, пред-белешке, двоструке паралеле, терминали, итд.
Израз скидања и ожичења, израз двоструке паралеле
Ц. Прорачун дужине линије
Дужина тангенте = основна дужина + помоћна дужина + дужина рударства
Основна дужина = збир димензија истог кола између једног или два корена омотача или збир димензија од једног корена омотача до средњег излаза.
Д. Узмите у обзир толеранцију дужине кабелског свежња
③ Израда дијаграма ожичења
А. Израз односа ожичења, повезаност и оријентација;
Б. Правила за избор терминала (различити пречници жице одговарају различитим терминалима);
Ц. Како нацртати заштићене жице;
Д. Подешавања контаката су разумна;
④ Направите слике пре инсталације
А. Све праве линије су распоређене и унапред састављене;
Б. Једноставан распоред ожичења је унапред монтиран (уредити један крај посебне гране) а компликовано уређење није потребно;
Ц. Плашт са једном рупом је постављен тако да се претходно монтира;
Д. Ако је терминал тешко уметнути, а омотач је компликован за рад, покушајте да уредите што више кола;
Е. Имајте на уму да се корице са бравом и копчом за браву постављају са или без копче за закључавање;
Ф. Употреба затворених валовитих цеви за гране се огледа у дијаграму пре монтаже. Ако прво треба ставити гумене делове и држаче, мора се додати подсетник;
Г. Опис правца погледа је комбинован са дијаграмом пре инсталације;
Х. Опис методе повлачења не може се изоставити;
Избор примарних и секундарних омотача: Покушајте да изаберете омотач са више струјних кола као примарни омотач. Ако има много грана ожичења, можете их директно уметнути на плочу са алатима без претходне инсталације.
⑤ Креирање и побољшање БОМ листе
1. На основу цртежа, анализирати кола, кућишта, сунђери, итд., и направите листу материјала за производ кабелског свежња како бисте смањили могућност пропуста;
2. Погледајте „ЕРП оперативне процедуре“ и унесите листу материјала у ЕРП систем;
3. Након што је унос завршен, пре прегледа, нови производ ће бити први пут проверен према „Процедури провере БОМ“-а. Задржите информације које прате верификацију и доставите их рецензенту на преглед БОМ-а;
3. Ревизори са овлашћењем за ревизију БОМ система ЕРП треба да провере пратећи материјал за верификацију пре ревизије, и уђите у ЕРП систем након што потврдите да су исправни. Спроведите операције ревизије за производе који треба да буду ревидирани;
Жице, терминали, корице, заптивни чепови, чепови, стезање стопала, браве везе, копче, заграде, разне цеви.
Ознака квалификације, Картица осигурања гумених делова нумерисана од почетка до краја: функционални тип, тип кућишта. Прибор, итд. треба осигурати 100% тачност у процесу и улазној БОМ.
⑥ Цртање и израда цртежа алата
При цртању цртежа алата, принцип је да почнете ожичење с лева на десно. Да би се узела у обзир погодност рада и монтаже на лицу места, линије грана су генерално распоређене у првом и четвртом квадранту.
Ергономски дизајниран: близу центра табле на горњој страни, са мање распореда на доњој страни како би се минимизирали покрети савијања.
Почните да постављате главну линију са леве стране плоче за алат. На основу принципа да нема потребе за окретањем главне линије, изаберите спецификације папира и алатне плоче одговарајуће дужине. Графика, слике, а текст треба држати подаље од области уградње уређаја.
Напомена: Без утицаја на распоред алата и инсталацију арматуре, дијаграм омотача и назив се могу увећати у размери и означити бојом ради лакшег прегледа од стране оператера.
Бројеви су распоређени у циљу лакше претраге.
Технички захтеви као што су оквири за цртање, технички захтеви, историја ревизије, промене дизајна, оперативне тачке, итд. не може се изоставити.
⑦ Стандардна књига рада и стандардна књига инспекције
Специфичан оперативни стандард за објекат формулисан да обезбеди квалитет и безбедност производног процеса. Упутство за домаћи задатак треба да буде од почетка до краја радње, а сваку радњу у средини треба детаљно објаснити.
Из перспективе структуре снопа ожичења аутомобила, производни процес се у великој мери ослања на ручни рад, а облик производње је радно интензивно предузеће. Стога, добра књига упутства за рад је лако разумљива, са сликама и текстовима, који помаже запосленима да се придржавају радних спецификација и постигну визуелне сврхе управљања.
Након почетне припреме упутства за рад, може се извршити преглед производног процеса пре производње како би се рано открили и исправили дефекти у дизајну процеса и промовисало побољшање процеса како би се испунили захтеви за континуирано побољшање производа.
Стандарди инспекције: Извршена је инспекција како би се спречило да неисправни производи из пројекта пређу у следећи пројекат. Његов садржај укључује: предмети инспекције, мерила, методе, мерна тела, фреквенција, итд.
04 Излаз сваке фазе
1. Придржавајте се захтева књиге програма
„Процедура развоја новог производа“
А. Извештај о изводљивости производње новог производа
Б. Формирање чланова АПКП тима
Ц. Кратак опис дизајна
Д. Почетна листа материјала
Е. Дијаграм тока процеса
Ф. План гаранције производа
Г. Списак посебних карактеристика производног процеса
Х. Процес ФМЕА
Ја. ППАП достављање података
2. Пријављивање и коришћење система
Свака фаза треба да избаци име обрасца и листу. Комплетни технички развојни подаци, укључујући: цртежи, таблице кола, цртежи алата, предмонтажни цртежи, БОМ, стандарди рада, инспекцијских образаца и других докумената о току процеса.
3. Производња трећег- и форме четвртог нивоа
Гол: Сви обрасци се могу израдити према стварним условима
05 Почетно управљање протоком
Примењује се од почетка масовне производње нових производа до три месеца масовне производње или док квалитет не постане стабилан након што циљ квалитета достигне услове подизања. Када материјали, методе изградње, а опрема се мења током инжењерских промена, почетни временски период протока биће одређен на основу њиховог значаја. Током овог периода, спроводи се низ управљања како би се обезбедио квалитет и испорука.
06 Закључак
У развоју нових производа, ако процес производа није одређен у раној фази, не бирају се одговарајући материјали и опрема, а није обављен довољан рад на верификацији, то ће проузроковати огромне губитке каснијој масовној производњи. Анализа цртежа жичаног свежња је основни и критични задатак у обради жичаног свежња.
Стога, тачност и ефикасност анализе цртежа су веома важне, и директно ће утицати на трошковни састав производа, као што су стандардни материјали, стандардни делови, а користе се процене радних сати. Разумна контрола трошкова кабелског свежња ефективно чини анализу трошкова кабелског свежња транспарентнијом и рационалнијом. Стога, током процеса развоја, спроводи се разумна оптимизација трошкова, а спроводе се релевантне тестне демонстрације да би се извршила одговарајућа замена и локализација делова и компоненти, што ће допринети уштеди трошкова производа.
Р&Д процес, као претеча производног процеса, мора увек размотрити како се дизајнирани производи могу масовно производити. Наглашава хармонију између предлога купаца и производног процеса (циљ је постизање витке производње), па ће се више пажње посветити учешћу релевантног кадра у процесу производње.