 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Nyckelpunkter för design av anslutningskabel och produktionsutveckling
Jag. Design och utveckling
Designprocess
Behovsanalys: Förtydliga de elektriska parametrarna (såsom 400A strömkapacitet), fysisk storlek (terminaldensiteten ökade med 30%) och installationsplatsen för selen, och anpassa designen i kombination med fordonsarkitekturen (såsom domänkontrollant).
Modulär design: Anta plattformslösningar (som MX stora kontaktsystem), integrera strömförsörjning, signalöverföring och värmeavledningsfunktioner, stödja hot plugging för att förkorta OTA-uppgraderingstiden med 70%.
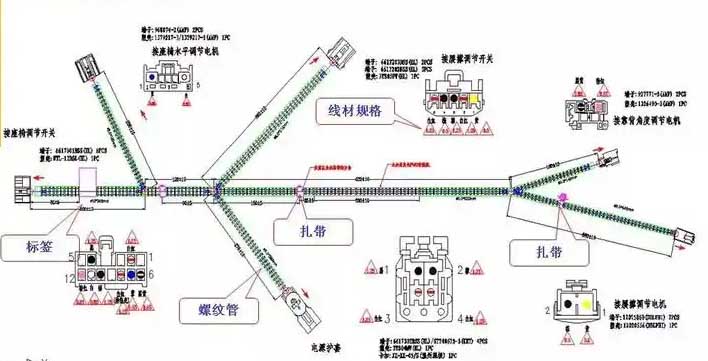
Ritningsutgång: Rita ett tredimensionellt layoutdiagram genom professionell programvara, markera trådspecifikationerna, kontakttyper och skyddskrav, och generera samtidigt en slingtabell och seleriktningsdiagram.
Anpassade prototyper och tillverkning av trådnät
Nyckelteknologi
Elektromagnetisk kompatibilitetsdesign: Använd flätad skärmad tråd och kontakter med skärmskikt för att undertrycka elektromagnetiska störningar (överhörning kontrolleras under -50dB).
Layer eller parallellt arrangemang av hög- och lågspänningsnät för att minska störningen av högspänning på lågspänningssystem.
Optimering av högspänningssystem:
Den dubbla spårkonstruktionen säkerställer stabiliteten hos DC-högspänningskretsen. Kontakten måste uppfylla kraven på högspänningsresistans (som 48V-system), hög skyddsnivå och slingförregling.
Den dynamiska spänningskompensationsalgoritmen styr strömförsörjningens fluktuationer inom ±0,5V för att förbättra systemets tillförlitlighet.
Utveckling av schematiskt och kopplingsschema:
Skapa detaljerade scheman och kopplingsscheman för att definiera komponentinteraktioner och fysiska anslutningar.
Komponentval:
Välj lämpliga ledningar, anslutningar, terminaler, och isoleringsmaterial baserat på kraven.
Harness Layout Design:
Planera det fysiska arrangemanget av kablar, anslutningar, och andra element, med tanke på utrymmesbegränsningar, routing, och avlastning.
Prototypframställning:
Bygg en prototyp för att validera designen och göra nödvändiga justeringar innan fullskalig produktion.
2. Produktion och utveckling
Kärnprocess
Råvaruval:
Tråden använder högtemperaturbeständig kopparkärna eller kärntråd av aluminium (såsom högspänningskabelnät för nya energifordon), och kontakten måste anpassas till terminaldensiteten och strömkraven (som DF53-serien med 10A kontinuerlig ström).
Det isolerande materialet måste ha flamskydd och elektrolytbeständighet (såsom TB4-serien FPC-kontakt).
Bearbetningsprocess:
Trådklippning: Skär enligt ritningsprecisionen, och toleransen måste uppfylla standarden för beräkning av trådlängd.
Terminalpressning: Använd helautomatisk pressutrustning för att säkerställa kontaktmotstånd <5mΩ.
Monteringsskydd: Sätt i det korrugerade röret eller slangen, fixa det med ett buntband, och lägg till ett etikettmärke.

Modulär ledningsnätskonstruktion förenklar tillverkning och underhåll
Kvalitetsverifiering
Elektriskt test:
Kontinuitetstest för att kontrollera om kretsen är öppen, isolationsresistanstest för att upptäcka läckage, och tål spänningstest för att verifiera stabilitet i högspänningsmiljö.
Bitfelfrekvenstest (såsom IT14-serien upprätthåller 0.01% bitfelfrekvens vid 85°C) säkerställer tillförlitligheten för höghastighetssignalöverföring.
Mekaniskt och miljötest:
Vibration, saltspray och cykeltester med hög och låg temperatur för att säkerställa hållbarheten hos ledningsnätet under extrema arbetsförhållanden.
Utseendeinspektion visar inga grader eller skador, och skyddsmaterialet är helt täckt.
Iii. Branschtrender
"Intelligent integration".: Genom sammansmältning av sensorer (såsom RNC vägbullersensorer) och algoritmer, brusreduceringsnoggrannhet på ±0,5dB uppnås, och energieffektiviteten är optimerad.
Lätt och effektiv: Modulär design minskar lödfogar och kabelstammens längd (som TB4-serien minskar monteringstimmar med 70%), hjälper till att minska fordonets vikt med 12 kg.
Ovanstående processer och tekniska innovationer har verifierats i massproduktionsprojekt av företag som Molex och Hirose Electric, täcker nya energifordon, datacenter, och humanoida robotar.
Att utveckla en anslutningsnät innebär en flerstegsprocess från design till produktion. Det börjar med att definiera krav, Skapa ett schema, Välja komponenter, och sedan lägga ut selen fysiskt. Produktionen inkluderar skärning, strippning, Anslutande ledningar, församling, och testa den färdiga produkten.
Den slutliga planen för utformning av anslutningskabeln fastställs:
Begrepp: Innan massproduktion av anslutna ledningsnät, processingenjörer måste verifiera processmetoden efter att ha delat upp arbetsstationerna (som är, processmetoden som används under SOP). Justeringar och omverifieringar görs under verifieringsprocessen, och den slutgiltiga processmetoden är den slutliga planen.
Dags att bestämma planen: I de senare stadierna av PPAP-stadiet, innan den officiella upptrappningen, processingenjörer måste slutföra den slutliga planen.
Bestäm syftet med programmet
1. För att säkerställa ett smidigt framsteg av processen under den officiella lanseringen. Problem som upptäcks under verifieringsprocessen kan lösas så tidigt som möjligt och kommer inte att lämnas under massproduktion.
2. Det kommer inte att finnas några större problem eller flaskhalsstationer i tidiga skeden av massproduktion.
3. Det gör det möjligt för teamet att slutföra massproduktion inom den angivna tiden, gå smidigt in i SOP-stadiet, och anslut sömlöst till kundens SOP-steg.
4. Se till att kvaliteten på ledningsnätet som produceras i massproduktionsstadiet är intakt.

Anpassad industri & Medicinska kontrollselar
Kriterier för att bestämma den slutliga utformningen av anslutningskabeln
En. Varje station går smidigt enligt processmetoden. Den så kallade jämnheten innebär att processmetoden fungerar smidigt, och människor och människor och maskiner samarbetar tyst med varandra, utan konflikter eller väntan. De specifika standarderna är följande:
Korrekt monteringssekvens
För montering av ledningsnätaggregatet, de manuella stegen är komplicerade. När man formulerar processmetoden, särskild uppmärksamhet bör ägnas åt monteringssekvensen. Även om monteringssekvensen först har verifierats när man accepterar operationskortet, när den slutliga planen är fastställd, sammanställningens innehåll och ordningsföljd behöver fortfarande studeras och analyseras, eftersom dessa arbetsinnehåll måste slutföras inom cykeltiden. I detta skede, mer uppmärksamhet ägnas åt detaljerna i operatörens verksamhet på arbetsstationen, t.ex. om materialet som tas är i enlighet med arbetssekvensen, om det finns konflikter i verksamheten för flera personer på arbetsstationen, etc.
B. Tiden för varje station att slutföra kabelstammen är inom cykeln. Vi kräver att den effektiva (mervärde) drifttiden för varje arbetsstation behöver inte bara ligga inom cykeltiden, men måste också vara oändligt nära cykeltiden, för att säkerställa att operatörens effektivitet maximeras. Att maximera effektiviteten innebär att maximera det effektiva (mervärde) personalens drifttid inom angiven tid. Konceptet innebär effektiv, mervärdesdriftstid, vilket specifikt förstås enligt följande:
För operationerna i tillverkningsprocessen för trådhärva, den är indelad i följande fyra typer:
1. Mervärdesåtgärder: effektiv verksamhet, operationer som är nödvändiga för tillverkning av kablage, som att sätta i terminaler, omslagstejp, och installera positioneringsdelar. Dessa är nödvändiga åtgärder vid montering av komponenter. Utan dessa operationer, ledningsnätet kan inte monteras.
2. Åtgärder som inte tillför värde: Som är, ogiltiga operationer, onödiga operationer för tillverkning av kablage. Som att räta ut ledningarna för att förhindra att de störs; hålla terminalerna åt fel håll när du sätter i terminalerna; måste rotera ledningarna för att justera riktningen på terminalerna, plocka upp tappat material, etc. Dessa åtgärder är ytterligare åtgärder som genereras under montering och kommer att påverka monteringstiden. Dessa åtgärder är åtgärder som IE behöver för att upptäcka och eliminera.
3. Väntan: som är, väntar inom angiven tid. Det finns två typer av väntan: ett är när den anställde har slutfört allt arbete på denna station, men takttiden har ännu inte nått och det finns inget att göra, vilket indikerar att arbetsbelastningen på denna station inte är tillräcklig. Den andra är att anställda behöver linjen som passeras från den tidigare arbetsstationen för att slutföra driften av denna arbetsstation. Dock, vid angiven tidpunkt, den tidigare arbetsstationen passerade inte den inkommande linjen, indikerar att det fanns en flaskhals vid den tidigare arbetsstationen och att arbetet inte kunde slutföras inom den angivna tiden och överföras till nästa arbetsstation. Dessa väntetider är också vad IE behöver eliminera.
Gå fram och tillbaka:
När anställda verkar, de måste flytta från punkt A till punkt B innan de kan gå in i operationen; dock, det sker ingen operation under överskjutningen från A till B, bara promenader. Den vanligaste situationen är att en anställd driver två arbetsstationer, och medarbetaren behöver gå från A till B. Dessa tider av förflyttning är också oönskade. Därför, när man lägger ut arbetsstationen, försök att lägga innehållet som samma anställd behöver för att fungera på en arbetsstation, eller placera arbetsstationens delar så nära som möjligt för att undvika att flytta fram och tillbaka.
Vi hoppas att fullt ut kunna schemalägga anställdas mervärdesverksamhet inom en begränsad cykeltid och verifiera att det är genomförbart under slutförandet av lösningen.
C. Kopplingen mellan arbetsstationerna är tydlig och smidig. Specifikt återspeglas i följande aspekter:
1. När ledningsnät förflyttas mellan arbetsstationer, verktygen som används för överföringen är rimligt utformade för att göra det lättare för anställda att placera kablage. Trådstammen placeras på överföringsverktyget på ett tydligt sätt utan att skada ledningsnätet, och den placerade kvantiteten är tydligt definierad.
2. Överföringsprocessen är enkel och lätt för anställda att använda. Samtidigt, det är lätt att hämta ledningsnätet vid nästa arbetsstation.
3. Informationen överförs helt utan förlust. Efter att ha fått ledningsnätet på den här stationen, vägled tydligt modellen eller ID för kabelstammen i handen. Vid test av ledningsnätet, du måste använda ledningsnätets ID för att hämta motsvarande ledningsnätsprogram. Därför, under leveransprocessen, bäraren som visar selens ID, såsom selebeställningen eller etiketten, måste överensstämma med själva selen, och identiteten kan inte förloras vid leverans.
Produktionsprocess för anslutningskabel
En. Förarbete: Vissa preliminära förberedelser krävs innan den slutliga planen fastställs. Dessa uppgifter måste förberedas i förväg innan verifiering av processmetoder kan implementeras. De specifika detaljerna är som följer:
1. Verktygs- och utrustningsstatusen är uppdaterad och har släppts. Eftersom ledningsnätets tekniska förändringar är frekventa, tekniska förändringar är oundvikliga även under upptrappningsfasen. Därför, verktygen och utrustningen på plats måste säkerställa att de tekniska förändringarna har genomförts korrekt och har accepterats av kvalitetsavdelningen och kan användas för produktion.
2. Layouten av produktionsområdet på plats är komplett och det finns inga defekter. Verktygsstället är placerat i rätt läge, verktygen och utrustningen är intakta och felfria, och de verktyg som används placeras i rätt position.
3. Processmetoden har initialt verifierats av IE, och ingenjörsstatusen är den senaste.
4. Status för parametrar som krävs för olika produktioner är uppdaterad och har verifierats och släppts.
5. Vajrar och andra råvaror ska bäras på rätt sätt (ledare, materiallådor, etc.) och placeras i rätt position på verktygsstället.
6. Anslutningssystemet är färdigt: de anslutningsverktyg som används är rimligt utformade, informationsöverföringen är kontinuerlig och fullständig, och informationsbärarna (beställningar av kablage, informationskort, etiketter) som används i början av informationen är alla klara.
7. Nätverksanslutningen är bra: testresultat registrering och kommunikation, spårningssystem för ledningsnät, etc. körs normalt, etikettutskriften är normal och informationen som visas på etiketten är korrekt.
8. Operatörer är på plats. Det krävs att operatörer är erfarenhetsproduktionsanställda. Det kräver medarbetare med rik produktionserfarenhet, eller anställda med erfarenhet av tillverkning av denna ledningsmatta, som är bekanta med monteringsprocessen av denna ledningsmatta och är skickliga i drift. När flera anställda arbetar på samma arbetsstation, antalet anställda på denna arbetsstation måste matchas och verifieras samtidigt. Annat, det kan inte verifieras om det finns en konflikt mellan arbetsstationer.
Enligt processkortet, driftinnehållet för varje arbetsstation är uppdelat i flera åtgärdsenheter och placeras i åtgärdslistan. Vid delning, du måste vara uppmärksam på den lämpliga storleken på åtgärdsavdelningen. I allmänhet, IE mäts manuellt på plats med stoppur, och det finns fel i själva mätningen. Om uppdelningen är för fin, de fel som finns i mätningen kommer att förstärkas, vilket resulterar i felaktiga arbetstider för denna åtgärd. Om uppdelningen är för grov, den faktiska arbetstiden för denna åtgärd efter att vissa åtgärder har flyttats till andra stationer kan inte erhållas vid balansering av arbetsstationen. Enligt erfarenhet, denna uppdelningsmetod följs i allmänhet:
1: Ta trådarna från materialstället, sätt i terminalerna, och lägg ledningarna (dessa tre åtgärder utgör i allmänhet en åtgärdsenhet för mätning).
2: Ta plastdelarna från materialstället och placera dem i den fasta fixturen.
3: Kretsen i samma arbetsstation och samma plastdel är uppdelad i flera åtgärdsenheter för testning. En åtgärdsenhet innehåller mer än 2 slingor.
4: Ta bort tejpen från materialstället, riva av tejpen, och linda grenen. I allmänhet, det finns en åtgärdsenhet per gren.
5: Ta positioneringsstycket från materialstället, installera positioneringsstycket, och skär av svansen.
Mätning av mantimmar för tillverkning av anslutningsnät:
Efter att det förberedande arbetet är klart, IE måste studera varje arbetsstation och mäta dess drifttimmar. De specifika implementeringsmetoderna är följande:
Faktiska arbetstider:
Efter att ha delat upp åtgärdsenheterna, fyll i arbetstidsmättabellen, och sedan mäta arbetstiden efter åtgärderna. 10 giltiga uppgifter måste registreras. Bedömning av giltig data
i princip:
När enhetens drifttid är ≤30 sekunder, utbudet av 10 datauppsättningar bör vara: 90% * Genomsnitt (10 uppsättningar av data) ~ 110% * Genomsnitt (10 uppsättningar av data).
När enhetens drifttid är >30 sekunder, utbudet av 10 datauppsättningar bör vara: 95%*Genomsnitt (10 uppsättningar av data) ~ 105 %*Genomsnitt (10 uppsättningar av data).
Tid som går åt till att gå runt och vänta måste också mätas. Förutom att registrera faktiska drifttimmar, det är också nödvändigt att observera de anställdas detaljer när de arbetar. Vid mätning av arbetstimmar, du måste skilja på mervärdesåtgärder och icke-värdeskapande åtgärder. Om det upptäcks att det finns icke-värdeskapande åtgärder i verksamheten, den uppmätta arbetstiden måste vara särskilt märkt, och testet kommer att testas igen efter förbättring.
Balanseringsstation för framställning av anslutningsnät:
Arbetstiden för varje arbetsstation läggs till och extraheras för att bilda en arbetsstations balansvägg. Analysera och justera arbetsstationens balansvägg:
en. Eliminera flaskhalsstationer: Flytta arbete som överskrider cykeltiden till en station som inte är full. Som visas på bilden nedan, del av arbetet på stationen 3 har flyttats till stationen 2.
b. Eliminera gångtiden: observera själva driften och sätt ihop delarna som behöver flyttas så mycket som möjligt
c. Eliminera väntetiden: flytta överloppsarbete från andra stationer till denna station
d. Upptäck arbete som inte ger mervärde, optimera arbetsstationer, öka arbetsinnehållet med mervärde, och förbättra effektiviteten
-Efter att ha balanserat arbetsstationen
Efter att ha erhållit det nya arbetsinnehållet på arbetsstationen, det är nödvändigt att ommäta arbetstiden på arbetsstationen för att verifiera om den balanserade lösningen är genomförbar. Om det fortfarande finns en obalans efter verifiering, ovanstående operation måste upprepas igen.
C. Uppdateringsprocessen: Efter att arbetsstationen är balanserad, innehållet som behöver uppdateras är följande: Bestäm de specifika uppdateringsobjekten enligt den faktiska situationen.
1. Uppdatera processoperationskortet och skicka in det igen till kvalitetsrelease.
2. Uppdatera arbetsstationens balansvägg
3. Uppdatera innehållet i verktygstavlan, speciellt innehållet i kittavlan och monteringsbrädan för löpande band; kvalitetsutgåva krävs fortfarande efter uppdateringen.
4. Uppdatera innehållet i utrustningens drift, parameterjustering, etc., och skicka in den till kvalitetsrelease efter uppdatering.
5. Uppdatera verktygsstället så att det inkluderar verktyg för att ansluta systemet. På grund av anpassningen av arbetsbelastningen, motsvarande material som används kommer också att justeras. Motsvarande verktygsställ kommer att ta ökande och minskande positioner för att placera materialen, och etiketterna på materialet kommer att uppdateras samtidigt.
6. Uppdatera informationsflödet, beställningar/etiketter för kablage och annan information som ska korrigeras baserat på den senaste arbetsstationsinformationen
7. Uppdatera arbetslayouten på plats, implementera den senaste designplanen, och släpp kvalitet igen.
8. Utbilda operatörer på plats enligt den senaste produktionsprocessplanen för att bekanta dem med metoderna.