 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Nøglepunkter for design af forbindelsessele og produktionsudvikling
jeg. Design og udvikling
Designproces
Behovsanalyse: Afklar de elektriske parametre (såsom 400A strømbærende kapacitet), fysisk størrelse (terminaltæthed øget med 30%) og monteringsstedet for selen, og tilpasse designet i kombination med køretøjets arkitektur (såsom domænecontroller).
Modulært design: Adopter platformsløsninger (såsom MX store stiksystem), integrere strømforsyning, signaltransmission og varmeafledningsfunktioner, understøtte hot plugging for at forkorte OTA-opgraderingstiden med 70%.
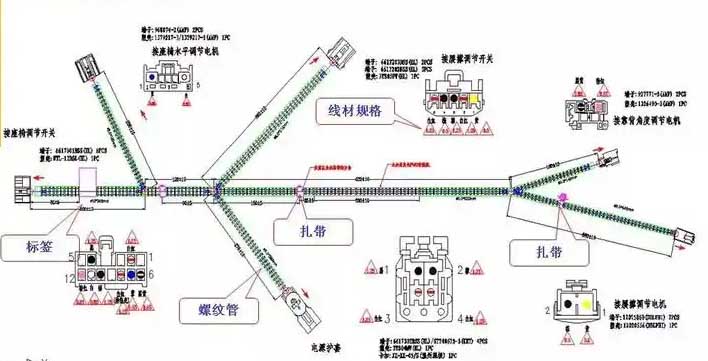
Tegningsoutput: Tegn et tredimensionelt layoutdiagram gennem professionel software, marker ledningsspecifikationerne, stiktyper og beskyttelseskrav, og samtidig generere en sløjfetabel og sele-retningsdiagram.
Brugerdefineret ledningsindretning Prototyper og fremstilling
Nøgleteknologi
Elektromagnetisk kompatibilitetsdesign: Brug flettet afskærmet ledning og stik med afskærmningslag for at undertrykke elektromagnetisk interferens (krydstale styres under -50dB).
Lag- eller parallelarrangement af høj- og lavspændingsledninger for at reducere interferensen af højspænding på lavspændingssystem.
Optimering af højspændingssystem:
Det dobbeltsporede design sikrer stabiliteten af DC højspændingskredsløbet. Konnektoren skal opfylde kravene til højspændingsmodstand (såsom 48V system), højt beskyttelsesniveau og sløjfelåsning.
Den dynamiske spændingskompensationsalgoritme styrer strømforsyningsfluktuationen inden for ±0,5V for at forbedre systemets pålidelighed.
Udvikling af skematisk og ledningsdiagram:
Opret detaljerede skemaer og ledningsdiagrammer for at definere komponentinteraktioner og fysiske forbindelser.
Komponentvalg:
Vælg de passende ledninger, stik, terminaler, og isoleringsmaterialer baseret på kravene.
Harness Layout Design:
Planlæg det fysiske arrangement af ledninger, stik, og andre elementer, med tanke på pladsbegrænsninger, routing, og aflastning.
Prototyping:
Byg en prototype for at validere designet og foretage de nødvendige justeringer før fuldskala produktion.
2. Produktion og udvikling
Kerneproces
Råvarevalg:
Tråden bruger højtemperaturbestandig kobberkerne eller aluminiumkernetråd (såsom højspændingsledninger til nye energikøretøjer), og stikket skal tilpasse sig terminaltætheden og strømkravene (såsom DF53-serien med 10A kontinuerlig strøm).
Isoleringsmaterialet skal have flammehæmning og elektrolytbestandighed (såsom TB4-serien FPC-stik).
Behandlingsproces:
Trådskæring: Klip i henhold til tegningens præcision, og tolerancen skal opfylde standarden for beregning af trådlængde.
"Terminalkrympning".: Brug fuldautomatisk krympeudstyr for at sikre kontaktmodstand <5MΩ.
"Samlingsbeskyttelse".: Indsæt det korrugerede rør eller slange, fastgør det med et kabelbinder, og tilføje et mærke.

Modulært ledningsnetdesign forenkler fremstilling og vedligeholdelse
"Kvalitetsbekræftelse".
Elektrisk test:
Kontinuitetstest for at kontrollere for åbent kredsløb, isolationsmodstandstest for at detektere lækage, og modstå spændingstest for at verificere stabilitet i højspændingsmiljø.
Bit fejlrate test (som IT14-serien vedligeholder 0.01% bitfejlfrekvens ved 85°C) sikrer pålideligheden af højhastighedssignaltransmission.
Mekanisk og miljømæssig test:
Vibration, saltspray og høj- og lavtemperaturcyklustest for at sikre holdbarheden af ledningsnettet under ekstreme arbejdsforhold.
Udseendeinspektion viser ingen grater eller skader, og beskyttelsesmaterialet er fuldt dækket.
III. Industritendenser
"Intelligent Integration".: Gennem fusion af sensorer (såsom RNC vejstøjssensorer) og algoritmer, støjreduktionsnøjagtighed på ±0,5dB opnås, og energieffektiviteten er optimeret.
Let og effektiv: Modulært design reducerer loddesamlinger og ledningsnettets længde (såsom TB4-serien reducerer montagetimer med 70%), hjælper med at reducere køretøjets vægt med 12 kg.
Ovenstående processer og teknologiske innovationer er blevet verificeret i masseproduktionsprojekter af virksomheder som Molex og Hirose Electric, dækker nye energikøretøjer, datacentre, og humanoide robotter.
Udvikling af en forbindelseshold involverer en multi-trins proces fra design til produktion. Det begynder med at definere krav, Oprettelse af et skematisk, Valg af komponenter, og derefter lægge selen fysisk. Produktionen inkluderer skæring, stripping, Tilslutning af ledninger, Samling, og test af det færdige produkt.
Den endelige plan for udformning af forbindelsesselen fastlægges:
Begreb: Før masseproduktion af tilsluttede ledningsnet, procesingeniører skal verificere procesmetoden efter at have opdelt arbejdsstationerne (altså, procesmetoden brugt under SOP). Justeringer og genbekræftelser foretages under verifikationsprocessen, og den færdiggjorte procesmetode er den endelige plan.
Tid til at bestemme planen: I de senere stadier af PPAP-stadiet, før den officielle opstart, procesingeniører skal færdiggøre den endelige plan.
Bestem formålet med programmet
1. For at sikre en glat fremdrift af processen under den officielle lancering. Problemer opdaget under verifikationsprocessen kan løses så tidligt som muligt og vil ikke blive efterladt under masseproduktion.
2. Der vil ikke være større problemer eller flaskehalsstationer i de tidlige stadier af masseproduktion.
3. Det gør det muligt for teamet at fuldføre masseproduktion inden for den angivne tid, gå glat ind i SOP-stadiet, og forbinder problemfrit med kundens SOP-stadie.
4. Sørg for, at kvaliteten af ledningsnettet produceret i masseproduktionsstadiet er intakt.

Brugerdefineret industri & Medicinske kontrolseler
Kriterier for fastlæggelse af det endelige design af forbindelsesselen
EN. Hver station kører problemfrit i henhold til procesmetoden. Den såkaldte glathed betyder, at procesmetoden fungerer problemfrit, og mennesker og mennesker og maskiner samarbejder stiltiende med hinanden, uden konflikter eller ventetid. De specifikke standarder er som følger:
Korrekt monteringsrækkefølge
Til montering af ledningsnetsamlingen, de manuelle trin er komplicerede. Ved formulering af procesmetoden, Der skal lægges særlig vægt på samlingsrækkefølgen. Selvom monteringsrækkefølgen oprindeligt er blevet bekræftet ved accept af operationskortet, når den endelige plan er fastlagt, samlingens indhold og rækkefølge mangler stadig at blive studeret og analyseret, fordi dette arbejdsindhold skal afsluttes inden for cyklustiden. På dette stadium, Der lægges mere vægt på detaljerne i operatørens operationer på arbejdsstationen, såsom om det udtagne materiale er i overensstemmelse med driftssekvensen, om der er konflikter i driften af flere personer på arbejdsstationen, etc.
B. Tiden for hver station til at færdiggøre ledningsnetsamlingen er inden for cyklussen. Vi kræver, at den effektive (værditilvækst) driftstiden for hver arbejdsstation skal ikke kun være inden for cyklustiden, men skal også være uendeligt tæt på cyklustiden, for at sikre, at operatørens effektivitet maksimeres. Maksimering af effektivitet betyder at maksimere det effektive (værditilvækst) driftstid for personalet inden for den angivne tid. Konceptet involverer effektiv, værditilvækst driftstid, hvilket specifikt forstås som følger:
Til operationerne i ledningsnetproduktionsprocessen, den er opdelt i følgende fire typer:
1. Værdiskabende handlinger: effektive operationer, operationer, der er nødvendige for produktion af ledningsnet, såsom isætning af terminaler, indpakningstape, og montering af positioneringsdele. Disse er nødvendige handlinger ved montering af komponenter. Uden disse operationer, ledningsnettet kan ikke samles.
2. Handlinger, der ikke tilfører værdi: Det vil sige, ugyldige handlinger, unødvendige operationer til produktion af ledningsnet. Såsom at rette ledningerne ud for at forhindre dem i at blive uorden; holde terminalerne i den forkerte retning, når du indsætter terminalerne; behov for at dreje ledningerne for at justere retningen af terminalerne, opsamling af tabte materialer, etc. Disse handlinger er yderligere handlinger, der genereres under montering og vil påvirke monteringstiden. Disse handlinger er handlinger, som IE skal opdage og fjerne.
3. Venter: altså, venter inden for den angivne tid. Der er to typer ventetid: det ene er, når medarbejderen har udført alt arbejdet på denne station, men takttiden er endnu ikke nået, og der er ikke noget at gøre, hvilket indikerer, at arbejdsbyrden på denne station ikke er tilstrækkelig. Den anden er, at medarbejderne skal bruge linjen fra den tidligere arbejdsstation for at fuldføre driften af denne arbejdsstation. Imidlertid, på det angivne tidspunkt, den tidligere arbejdsstation passerede ikke den indgående linje, angiver, at der var en flaskehals ved den tidligere arbejdsstation, og arbejdet ikke kunne afsluttes inden for den angivne tid og overføres til den næste arbejdsstation. Disse ventetider er også, hvad IE skal fjerne.
Gå frem og tilbage:
Når medarbejderne arbejder, de skal flytte fra punkt A til punkt B, før de kan gå ind i operationen; imidlertid, der er ingen operation under overskridelsen fra A til B, kun gående. Den mest almindelige situation er, at en medarbejder driver to arbejdsstationer, og medarbejderen skal fra A til B. Disse tider med at flytte rundt er også uønskede. Derfor, ved udlægning af arbejdsstationen, prøv at lægge det indhold, som den samme medarbejder skal bruge for at fungere, på én arbejdsstation, eller placer arbejdsstationens dele så tæt som muligt for at undgå at bevæge sig frem og tilbage.
Vi håber fuldt ud at planlægge medarbejdernes værdiskabende operationer inden for en begrænset cyklustid og verificere, at det er muligt under færdiggørelsen af løsningen.
C. Forbindelsen mellem arbejdsstationer er klar og glat. Specifikt afspejlet i følgende aspekter:
1. Når ledningsnet overføres mellem arbejdsstationer, de værktøjer, der bruges til overførsel, er rimeligt designet til at gøre det nemmere for medarbejderne at placere ledningsnet. Ledningsnettet placeres på overførselsværktøjet på en overskuelig måde uden at beskadige ledningsnettet, og den placerede mængde er klart defineret.
2. Overførselsprocessen er enkel og nem at betjene for medarbejderne. På samme tid, det er nemt at hente ledningsnettet ved næste arbejdsstation.
3. Informationen videregives helt uden tab. Efter at have fået ledningsnettet på denne station, guide tydeligt modellen eller ID'et af ledningsnettet i hånden. Ved test af ledningsnettet, du skal bruge ledningsnettets ID for at hente det tilsvarende ledningsnetprogram. Derfor, under leveringsprocessen, bæreren, der viser sele-id'et, såsom selerækkefølgen eller etiketten, skal være i overensstemmelse med selve selen, og identiteten kan ikke mistes under levering.
Produktionsproces for forbindelsesledninger
EN. Forberedende arbejde: Der kræves nogle foreløbige forberedelser, før den endelige plan fastlægges. Disse opgaver skal forberedes på forhånd, før verifikationen af procesmetoder kan implementeres. De specifikke detaljer er som følger:
1. Værktøjs- og udstyrsstatus er opdateret og er blevet frigivet. Fordi ledningsnets tekniske ændringer er hyppige, ingeniørmæssige ændringer er uundgåelige selv under opstartsfasen. Derfor, værktøj og udstyr på stedet skal sikre, at de tekniske ændringer er blevet implementeret korrekt og er blevet accepteret af kvalitetsafdelingen og kan bruges til produktion.
2. Layoutet af produktionsområdet på stedet er komplet, og der er ingen defekter. Værktøjsstativet er placeret i den korrekte position, værktøj og udstyr er intakte og fejlfrie, og det anvendte værktøj er placeret i den rigtige position.
3. Procesmetoden er oprindeligt blevet verificeret af IE, og ingeniørstatus er den seneste.
4. Status for nødvendige parametre til forskellige produktioner er opdateret og er blevet verificeret og frigivet.
5. Ledninger og andre råvarer skal bæres på den rigtige måde (konduktører, materialekasser, etc.) og placeret i den korrekte position på værktøjsstativet.
6. Tilslutningssystemet er færdigt: de anvendte tilslutningsværktøjer er rimeligt designet, informationsoverførslen er kontinuerlig og fuldstændig, og informationsbærerne (ledningsnet ordrer, informationskort, etiketter) brugt i starten af oplysningerne er alle klar.
7. Netværksforbindelsen er god: registrering af testresultater og kommunikation, ledningsnet sporingssystem, etc. kører normalt, etiketudskrivning er normal, og de oplysninger, der vises på etiketten, er korrekte.
8. Operatører er på plads. Det kræves, at operatører er erfaringsproduktionsmedarbejdere. Det kræver medarbejdere med rig produktionserfaring, eller medarbejdere med erfaring i produktionen af dette ledningsnet, som er fortrolige med monteringsprocessen af dette ledningsnet og er dygtige i driften. Når flere medarbejdere arbejder på samme arbejdsstation, antallet af medarbejdere på denne arbejdsstation skal matches og verificeres på samme tid. Ellers, det kan ikke verificeres, om der er en konflikt mellem arbejdsstationer.
Ifølge proceskortet, driftsindholdet på hver arbejdsstation er opdelt i flere handlingsenheder og placeret i handlingslisten. Ved opdeling, du skal være opmærksom på den passende størrelse af handlingsinddelingen. Generelt, IE måles manuelt på stedet med stopur, og der er fejl i selve målingen. Hvis opdelingen er for fin, fejlene i målingen vil blive forstærket, resulterer i unøjagtige arbejdstider for denne handling. Hvis opdelingen er for grov, den faktiske arbejdstid for denne handling, efter at nogle handlinger er flyttet til andre stationer, kan ikke opnås ved afbalancering af arbejdsstationen. Efter erfaring, denne opdelingsmetode følges generelt:
1: Tag ledningerne fra materialestativet, indsæt terminalerne, og læg ledningerne (disse tre handlinger danner generelt en handlingsenhed til måling).
2: Tag plastikdelene fra materialestativet og placer dem i det faste armatur.
3: Kredsløbet i samme arbejdsstation og samme plastdel er opdelt i flere handlingsenheder til test. En handlingsenhed indeholder mere end 2 sløjfer.
4: Tag tapen fra materialestativet, rive båndet af, og pak grenen ind. Generelt, der er én handlingsenhed pr. gren.
5: Tag positioneringsstykket fra materialestativet, monter positioneringsstykket, og klippe halen af.
Måling af mandetimer til fremstilling af tilslutningsledninger:
Efter at det forberedende arbejde er afsluttet, IE skal studere hver arbejdsstation og måle dens driftstimer. De specifikke implementeringsmetoder er som følger:
Faktisk arbejdstid:
Efter opdeling af handlingsenhederne, udfyld arbejdstidsmålingstabellen, og mål derefter arbejdstiden efter handlingerne. 10 gyldige data skal registreres. Bedømmelse af gyldige data
i princippet:
Når enhedens driftstid er ≤30 sekunder, rækken af 10 datasæt bør være: 90% * Gennemsnit (10 sæt af data) ~ 110% * Gennemsnit (10 sæt af data).
Når enhedens driftstid er >30 sekunder, rækken af 10 datasæt bør være: 95%*Gennemsnit (10 sæt af data) ~ 105 %*Gennemsnit (10 sæt af data).
Tid brugt på at gå rundt og vente skal også måles. Udover registrering af faktiske driftstimer, det er også nødvendigt at observere medarbejdernes detaljer under driften. Ved måling af arbejdstimer, du skal skelne mellem værditilvækst og ikke-værditilvækst handlinger. Hvis det konstateres, at der er handlinger uden værditilvækst i operationen, den målte arbejdstid skal være særligt markeret, og testen vil blive testet igen efter forbedring.
Afbalanceringsstation til fremstilling af forbindelsesledninger:
Arbejdstiden for hver arbejdsstation tilføjes og trækkes ud for at danne en arbejdsstations balancevæg. Analyser og juster arbejdsstationens balancevæg:
-en. Fjern flaskehalsstationer: Flyt arbejde, der overstiger cyklustiden, til en station, der ikke er fuld. Som vist på billedet nedenfor, del af arbejdet på stationen 3 er flyttet til station 2.
b. Eliminer gåtiden: observer selve betjeningen og sæt de dele, der skal flyttes sammen, så meget som muligt
c. Fjern ventetid: flytte overløbsarbejde fra andre stationer til denne station
d. Oplev arbejde uden værditilvækst, optimere arbejdsstationer, øge værdiskabende arbejdsindhold, og forbedre effektiviteten
-Efter afbalancering af arbejdsstationen
Efter at have fået det nye arbejdsindhold på arbejdsstationen, det er nødvendigt at genmåle arbejdstiden på arbejdsstationen for at kontrollere, om den afbalancerede løsning er gennemførlig. Hvis der stadig er ubalance efter verifikation, ovenstående handling skal gentages igen.
C. Opdateringsproces: Efter at arbejdsstationen er afbalanceret, indholdet, der skal opdateres, er som følger: Bestem de specifikke opdateringspunkter i henhold til den faktiske situation.
1. Opdater procesoperationskortet, og send det igen til kvalitetsudgivelse.
2. Opdater arbejdsstationens balancevæg
3. Opdater indholdet af værktøjstavlen, især indholdet af kittavlen og samlebåndet; kvalitetsudgivelse er stadig påkrævet efter opdateringen.
4. Opdater indholdet af udstyrets drift, parameterjustering, etc., og indsend det til kvalitetsudgivelse efter opdatering.
5. Opdater værktøjsstativet til at inkludere værktøjer til tilslutning af systemet. På grund af justeringen af arbejdsbyrden, de tilsvarende anvendte materialer vil også blive justeret. De tilsvarende værktøjsstativer vil tage stigende og faldende positioner for at placere materialerne, og etiketterne på materialerne opdateres samtidig.
6. Opdater informationsflow, ledningsnetordrer/-etiketter og andre oplysninger, der skal rettes baseret på den seneste arbejdsstationsinformation
7. Opdater arbejdslayoutet på stedet, implementere den seneste designplan, og frigive kvalitet igen.
8. Træn operatører på stedet i henhold til den seneste produktionsprocesplan for at gøre dem bekendt med metoderne.