 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Savienojuma instalācijas projektēšanas un ražošanas attīstības galvenie punkti
Es. Dizains un izstrāde
Projektēšanas process
Prasību analīze: Noskaidrojiet elektriskos parametrus (piemēram, 400A strāvas nestspēja), fiziskais izmērs (termināla blīvums palielinājās par 30%) un siksnas uzstādīšanas vieta, un pielāgot dizainu kopā ar transportlīdzekļa arhitektūru (piemēram, domēna kontrolleris).
Modulārais dizains: Pieņemt platformas risinājumus (piemēram, MX lielo savienotāju sistēma), integrēt barošanas avotu, signāla pārraides un siltuma izkliedes funkcijas, atbalsta karsto pieslēgšanu, lai saīsinātu OTA jaunināšanas laiku par 70%.
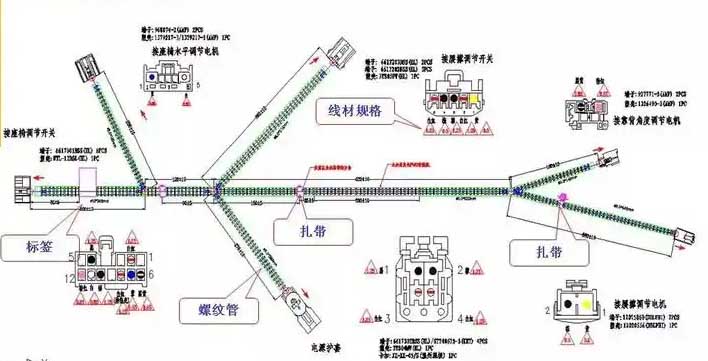
Zīmējuma izvade: Uzzīmējiet trīsdimensiju izkārtojuma diagrammu, izmantojot profesionālu programmatūru, atzīmējiet vadu specifikācijas, savienotāju veidi un aizsardzības prasības, un vienlaikus ģenerēt cilpas tabulu un instalācijas virziena diagrammu.
Pielāgoti vadu instalācijas montāžas prototipi un izgatavošana
Galvenā tehnoloģija
Elektromagnētiskās saderības konstrukcija: Izmantojiet pītu ekranētu vadu un savienotājus ar aizsargkārtu, lai novērstu elektromagnētiskos traucējumus (šķērsruna tiek kontrolēta zem -50dB).
Augstsprieguma un zemsprieguma vadu slāņa vai paralēlais izvietojums, lai samazinātu augsta sprieguma traucējumus zemsprieguma sistēmā.
Augstsprieguma sistēmas optimizācija:
Divu celiņu dizains nodrošina līdzstrāvas augstsprieguma ķēdes stabilitāti. Savienotājam jāatbilst augstsprieguma pretestības prasībām (piemēram, 48V sistēma), augsts aizsardzības līmenis un cilpas bloķēšana.
Dinamiskais sprieguma kompensācijas algoritms kontrolē barošanas avota svārstības ±0,5 V robežās, lai uzlabotu sistēmas uzticamību.
Shēmu un elektroinstalācijas shēmu izstrāde:
Izveidojiet detalizētas shēmas un elektroinstalācijas shēmas, lai definētu komponentu mijiedarbību un fiziskos savienojumus.
Komponentu izvēle:
Izvēlieties atbilstošos vadus, savienotāji, termināļi, un izolācijas materiāli, pamatojoties uz prasībām.
Siksnas izkārtojuma dizains:
Plānojiet vadu fizisko izvietojumu, savienotāji, un citi elementi, ņemot vērā telpas ierobežojumus, maršrutēšana, un spriedzes samazināšana.
Prototipu veidošana:
Izveidojiet prototipu, lai apstiprinātu dizainu un veiktu nepieciešamos pielāgojumus pirms pilna mēroga ražošanas.
2. Ražošana un izstrāde
Pamatprocess
Izejvielu izvēle:
Vadā tiek izmantota augstas temperatūras izturīga vara serdeņa vai alumīnija serdeņa stieple (piemēram, augstsprieguma vadu instalācija jauniem enerģijas transportlīdzekļiem), un savienotājam ir jāpielāgojas spaiļu blīvumam un strāvas prasībām (piemēram, DF53 sērija ar 10A nepārtrauktu strāvu).
Izolācijas materiālam jābūt ar liesmas slāpētāju un elektrolīta pretestību (piemēram, TB4 sērijas FPC savienotājs).
Apstrādes process:
Stiepļu griešana: Izgrieziet atbilstoši zīmēšanas precizitātei, un pielaidei jāatbilst stieples garuma aprēķināšanas standartam.
Termināla presēšana: Izmantojiet pilnībā automātisku presēšanas aprīkojumu, lai nodrošinātu kontakta pretestību <5MΩ.
Montāžas aizsardzība: Ievietojiet gofrēto cauruli vai šļūteni, piestipriniet to ar kabeļu saiti, un pievienojiet etiķetes zīmi.

Moduļu vadu instalācijas dizains vienkāršo ražošanu un apkopi
Kvalitātes pārbaude
Elektriskā pārbaude:
Nepārtrauktības pārbaude, lai pārbaudītu, vai ķēde nav atvērta, izolācijas pretestības tests, lai noteiktu noplūdi, un iztur sprieguma testu, lai pārbaudītu stabilitāti augstsprieguma vidē.
Bitu kļūdu līmeņa pārbaude (piemēram, IT14 sērijas uztur 0.01% bitu kļūdu līmenis pie 85°C) nodrošina ātrgaitas signāla pārraides uzticamību.
Mehāniskais un vides tests:
Vibrācija, sāls aerosols un augstas un zemas temperatūras cikla testi, lai nodrošinātu vadu instalācijas izturību ekstremālos darba apstākļos.
Izskata pārbaude neliecina par urbumiem vai bojājumiem, un aizsargmateriāls ir pilnībā pārklāts.
III. Nozares tendences
Inteliģenta integrācija: Izmantojot sensoru saplūšanu (piemēram, RNC ceļa trokšņa sensori) un algoritmi, tiek sasniegta trokšņu samazināšanas precizitāte ±0,5 dB, un energoefektivitāte ir optimizēta.
Viegls un efektīvs: Modulārā konstrukcija samazina lodēšanas savienojumus un vadu instalācijas garumu (piemēram, TB4 sērija samazina montāžas stundas par 70%), palīdzot samazināt transportlīdzekļa svaru par 12 kg.
Iepriekš minētie procesi un tehnoloģiskās inovācijas ir pārbaudītas tādu uzņēmumu masveida ražošanas projektos kā Molex un Hirose Electric, kas attiecas uz jauniem enerģijas transportlīdzekļiem, datu centri, un humanoīdu roboti.
Savienojuma instalācijas izstrāde ietver daudzpakāpju procesu no projektēšanas līdz ražošanai. Tas sākas ar prasību noteikšanu, izveidojot shēmu, komponentu atlase, un tad fiziski izliekot uzkabi. Ražošanā ietilpst griešana, noņemšana, savienojošie vadi, montāža, un gatavā produkta testēšana.
Tiek noteikts gala savienojuma instalācijas projektēšanas plāns:
Koncepcija: Pirms pievienoto vadu instalāciju masveida ražošanas, procesu inženieriem ir jāpārbauda procesa metode pēc darba staciju sadalīšanas (tas ir, SOP laikā izmantotā procesa metode). Verifikācijas procesa laikā tiek veiktas korekcijas un atkārtotas pārbaudes, un pabeigtā procesa metode ir galīgais plāns.
Laiks noteikt plānu: PPAP posma vēlākajos posmos, pirms oficiālās uzbraukšanas, procesa inženieriem ir jāpabeidz galīgais plāns.
Nosakiet programmas mērķi
1. Lai nodrošinātu vienmērīgu procesa norisi oficiālās atklāšanas laikā. Problēmas, kas atklātas verifikācijas procesā, var tikt atrisinātas pēc iespējas ātrāk, un tās netiks atstātas masveida ražošanas laikā.
2. Masveida ražošanas sākumposmā lielu problēmu vai sašaurinājumu staciju nebūs.
3. Tas ļauj komandai pabeigt masveida ražošanu noteiktajā laikā, netraucēti ieiet SOP stadijā, un nemanāmi izveidojiet savienojumu ar klienta SOP posmu.
4. Nodrošiniet, lai masveida ražošanas posmā ražoto vadu instalācijas kvalitāte būtu neskarta.

Custom Industrial & Medicīniskās kontroles siksnas
Savienojuma instalācijas galīgās konstrukcijas noteikšanas kritēriji
Izšķirt. Katra stacija darbojas nevainojami atbilstoši procesa metodei. Tā sauktais gludums nozīmē, ka procesa metode darbojas nevainojami, un cilvēki, cilvēki un mašīnas klusējot sadarbojas savā starpā, bez konfliktiem un gaidīšanas. Konkrētie standarti ir šādi:
Pareiza montāžas secība
Vadu instalācijas montāžai, manuālās darbības ir sarežģītas. Formulējot procesa metodi, īpaša uzmanība jāpievērš montāžas secībai. Lai gan, pieņemot operācijas karti, sākotnēji tika pārbaudīta montāžas secība, kad tiks noteikts galīgais plāns, montāžas saturs un secība vēl ir jāizpēta un jāanalizē, jo šis darba saturs ir jāpabeidz cikla laikā. Šajā posmā, lielāka uzmanība tiek pievērsta operatora darbību detaļām darbstacijā, piemēram, vai ņemtais materiāls atbilst darbības secībai, vai darbstacijā nav konfliktu vairāku cilvēku darbībās, utt..
B. Laiks katrai stacijai, lai pabeigtu vadu instalācijas komplektu, ir cikla ietvaros. Mēs pieprasām, lai tas būtu efektīvs (pievienotā vērtība) katras darbstacijas darbības laikam ne tikai jāiekļaujas cikla laikā, bet arī jābūt bezgalīgi tuvu cikla laikam, lai nodrošinātu operatora maksimālu efektivitāti. Maksimizēt efektivitāti nozīmē maksimāli palielināt efektivitāti (pievienotā vērtība) personāla darbības laiks noteiktajā laikā. Koncepcija ietver efektīvu, pievienotās vērtības darbības laiks, kas ir īpaši saprotams šādi:
Darbībām vadu instalācijas ražošanas procesā, tas ir sadalīts šādos četros veidos:
1. Darbības ar pievienoto vērtību: efektīvas operācijas, vadu instalācijas ražošanai nepieciešamās darbības, piemēram, spaiļu ievietošana, iesaiņojuma lente, un pozicionēšanas daļu uzstādīšana. Šīs ir nepieciešamas darbības, montējot sastāvdaļas. Bez šīm operācijām, vadu instalāciju nevar salikt.
2. Darbības, kas nedod pievienoto vērtību: Tas ir, nederīgas operācijas, nevajadzīgas darbības vadu instalācijas ražošanai. Piemēram, iztaisnot vadus, lai tie netiktu nesakārtoti; turot spailes nepareizā virzienā, ievietojot spailes; nepieciešams pagriezt vadus, lai pielāgotu spaiļu virzienu, nomesto materiālu savākšana, utt.. Šīs darbības ir papildu darbības, kas rodas montāžas laikā un ietekmēs montāžas laiku. Šīs darbības ir darbības, kas IE ir jāatklāj un jānovērš.
3. Gaida: tas ir, gaida norādītajā laikā. Ir divu veidu gaidīšana: viens ir tad, kad darbinieks ir pabeidzis visus darbus šajā stacijā, bet takts laiks vēl nav sasniegts un nav ko darīt, norādot, ka darba slodze šajā stacijā nav pietiekama. Otrs ir tas, ka darbiniekiem ir nepieciešama līnija, kas izieta no iepriekšējās darba vietas, lai pabeigtu šīs darba vietas darbību. Tomēr, norādītajā laikā, iepriekšējā darba stacija nepabrauca garām ienākošajai līnijai, norādot, ka iepriekšējā darba vietā bija sastrēgums un darbu nevarēja pabeigt noteiktajā laikā un pārcelt uz nākamo darba vietu. Šīs gaidīšanas ir arī tas, kas IE ir jānovērš.
Staigāt uz priekšu un atpakaļ:
Kad darbinieki strādā, viņiem ir jāpārvietojas no punkta A uz punktu B, lai viņi varētu sākt darbību; tomēr, pārtīšanas laikā no A līdz B darbība netiek veikta, tikai pastaigas. Visizplatītākā situācija ir tāda, ka viens darbinieks apkalpo divas darbstacijas, un darbiniekam jādodas no A uz B. Arī šie pārvietošanās laiki ir nevēlami. Tāpēc, izkārtojot darbstaciju, mēģiniet ievietot saturu, kas vienam un tam pašam darbiniekam ir nepieciešams, lai darbotos vienā darbstacijā, vai novietojiet darbstacijas daļas pēc iespējas tuvāk, lai izvairītos no pārvietošanās uz priekšu un atpakaļ.
Mēs ceram pilnībā ieplānot darbinieku darbības ar pievienoto vērtību ierobežotā cikla laikā un pārbaudīt, vai tas ir iespējams risinājuma pabeigšanas laikā.
C. Savienojums starp darbstacijām ir skaidrs un vienmērīgs. Īpaši atspoguļots turpmākajos aspektos:
1. Kad vadu instalācijas tiek pārnestas starp darbstacijām, pārvietošanai izmantotie instrumenti ir saprātīgi izstrādāti, lai darbiniekiem būtu vieglāk novietot vadu instalācijas. Vadu instalācija ir novietota uz pārsūtīšanas instrumenta skaidri redzamā veidā, nesabojājot vadu instalāciju, un ievietotais daudzums ir skaidri noteikts.
2. Pārcelšanas process ir vienkāršs un darbiniekiem viegli vadāms. Tajā pašā laikā, ir viegli paņemt vadu instalāciju nākamajā darbstacijā.
3. Informācija tiek pārsūtīta pilnīgi bez zaudējumiem. Pēc vadu instalācijas iegūšanas šajā stacijā, skaidri norādiet rokā esošās vadu instalācijas modeli vai ID. Pārbaudot vadu instalāciju, jums ir jāizmanto vadu instalācijas ID, lai izgūtu atbilstošo vadu instalācijas programmu. Tāpēc, piegādes procesa laikā, nesējs, kas parāda siksnas ID, piemēram, siksnu pasūtījums vai etiķete, jāatbilst pašai siksnai, un identitāti nevar pazaudēt piegādes laikā.
Savienojuma instalācijas ražošanas process
Izšķirt. Sagatavošanas darbi: Pirms galīgā plāna noteikšanas ir jāveic daži iepriekšēji sagatavošanās darbi. Šie uzdevumi ir jāsagatavo iepriekš, pirms var īstenot procesa metožu pārbaudi. Konkrētās detaļas ir šādas:
1. Instrumentu un aprīkojuma statuss ir atjaunināts un ir izlaists. Tā kā vadu instalācijas inženierijas izmaiņas ir biežas, inženiertehniskās izmaiņas ir neizbēgamas pat palielināšanas posmā. Tāpēc, uz vietas esošajiem instrumentiem un iekārtām ir jānodrošina, ka inženiertehniskās izmaiņas ir pareizi ieviestas un kvalitātes departamentā ir akceptētas, un tās var izmantot ražošanā.
2. Uz vietas esošās ražošanas zonas plānojums ir pilnīgs un defektu nav. Instrumentu plaukts ir novietots pareizajā pozīcijā, instrumenti un aprīkojums ir neskarti un bez defektiem, un izmantotie instrumenti ir novietoti pareizajā stāvoklī.
3. Procesa metodi sākotnēji ir pārbaudījusi IE, un inženierijas statuss ir jaunākais.
4. Dažādiem ražojumiem nepieciešamo parametru statuss ir atjaunināts un ir pārbaudīts un atbrīvots.
5. Vadi un citi izejmateriāli ir jāpārvadā pareizi (diriģenti, materiālu kastes, utc) un novietots pareizajā pozīcijā uz instrumentu plaukta.
6. Savienojuma sistēma ir pabeigta: izmantotie savienojuma instrumenti ir saprātīgi izstrādāti, informācijas pārraide ir nepārtraukta un pilnīga, un informācijas nesēji (vadu instalācijas pasūtījumi, informācijas kartes, etiķetes) tiek izmantotas informācijas sākumā.
7. Tīkla savienojums ir labs: testa rezultātu reģistrēšana un komunikācija, vadu instalācijas izsekošanas sistēma, utt.. darbojas normāli, uzlīmju drukāšana ir normāla, un uz etiķetes redzamā informācija ir pareiza.
8. Operatori ir vietā. Operatoriem ir jābūt pieredzējušiem ražošanas darbiniekiem. Tam nepieciešami darbinieki ar bagātīgu ražošanas pieredzi, vai darbinieki ar pieredzi šīs vadu instalācijas ražošanā, kuri ir iepazinušies ar šīs vadu instalācijas montāžas procesu un ir prasmīgi ekspluatācijā. Ja vienā darba vietā strādā vairāki darbinieki, darbinieku skaits šajā darba vietā ir jāsaskaņo un vienlaikus jāpārbauda. Citādi, nevar pārbaudīt, vai starp darbstacijām nav konflikta.
Saskaņā ar procesa karti, katras darbstacijas darbības saturs ir sadalīts vairākās darbības vienībās un ievietots darbību sarakstā. Sadalot, jums jāpievērš uzmanība atbilstošam darbības nodaļas izmēram. Vispārīgi, IE mēra manuāli uz vietas ar hronometru, un pašā mērījumā ir kļūdas. Ja sadalījums ir pārāk smalks, mērījumos esošās kļūdas tiks pastiprinātas, kā rezultātā šai darbībai tiek noteikts neprecīzs darba laiks. Ja dalījums ir pārāk rupjš, šīs darbības faktisko darba laiku pēc dažu darbību pārvietošanas uz citām stacijām nevar iegūt, balansējot darba vietu. Pēc pieredzes, parasti tiek ievērota šī dalīšanas metode:
1: Noņemiet vadus no materiāla plaukta, ievietojiet spailes, un ielieciet vadus (šīs trīs darbības parasti veido mērīšanas darbības vienību).
2: Izņemiet plastmasas daļas no materiāla plaukta un ievietojiet tās fiksētajā stiprinājumā.
3: Ķēde tajā pašā darba stacijā un tajā pašā plastmasas daļā ir sadalīta vairākās darbības vienībās testēšanai. Darbības vienība satur vairāk nekā 2 cilpas.
4: Noņemiet lenti no materiāla plaukta, noplēst lenti, un aptiniet zaru. Vispārīgi, katrā zarā ir viena darbības vienība.
5: Noņemiet pozicionēšanas detaļu no materiāla plaukta, uzstādiet pozicionēšanas detaļu, un nogriez asti.
Cilvēkstundu mērīšana savienojuma siksnu ražošanai:
Pēc sagatavošanās darbu pabeigšanas, IE ir jāizpēta katra darbstacija un jāizmēra tās darba stundas. Konkrētās ieviešanas metodes ir šādas:
Faktiskais darba laiks:
Pēc darbības vienību sadalīšanas, aizpildīt darba stundu mērījumu tabulu, un pēc tam mēra darba stundas atbilstoši darbībām. 10 ir jāreģistrē derīgi dati. Spriedums par derīgiem datiem
principā:
Kad iekārtas darbības laiks ir ≤30 sekundes, diapazons 10 datu kopām jābūt: 90% * Vidēji (10 datu kopas) ~ 110% * Vidēji (10 datu kopas).
Kad vienības darbības laiks ir >30 sekundes, diapazons 10 datu kopām jābūt: 95%*Vidēji (10 datu kopas) ~ 105%*vidēji (10 datu kopas).
Jāizmēra arī laiks, kas pavadīts staigājot un gaidot. Papildus faktisko darba stundu reģistrēšanai, arī darbības laikā ir jāievēro darbinieku detaļas. Mērot darba stundas, jums ir jānošķir darbības ar pievienoto vērtību un bez pievienotās vērtības. Ja tiek konstatēts, ka darbībā ir darbības bez pievienotās vērtības, uzmērītās darba stundas nepieciešams īpaši atzīmēt, un tests tiks pārbaudīts atkārtoti pēc uzlabojumiem.
Balansēšanas stacija savienojuma siksnu ražošanai:
Katras darbstacijas darba stundas tiek pievienotas un iegūtas, lai izveidotu darbstacijas līdzsvara sienu. Analizējiet un noregulējiet darba stacijas līdzsvara sienu:
izšķirt. Novērst sastrēgumu stacijas: Pārvietojiet darbu, kas pārsniedz cikla laiku, uz staciju, kas nav pilna. Kā parādīts zemāk esošajā attēlā, daļa no darba stacijā 3 ir pārvietots uz staciju 2.
b. Likvidējiet pastaigu laiku: novērojiet faktisko darbību un pēc iespējas vairāk salieciet kopā detaļas, kuras jāpārvieto
c. Novērst gaidīšanas laiku: pārvietot pārpildes darbus no citām stacijām uz šo staciju
d. Atklājiet darbu, kas nerada pievienoto vērtību, optimizēt darba vietas, palielināt pievienotās vērtības darba saturu, un uzlabot efektivitāti
-Pēc darbstacijas līdzsvarošanas
Pēc darba stacijas jaunā darba satura iegūšanas, nepieciešams atkārtoti mērīt darba vietas darba laiku, lai pārliecinātos, vai ir iespējams sabalansēts risinājums. Ja pēc pārbaudes joprojām pastāv nelīdzsvarotība, iepriekš minētā darbība ir jāatkārto vēlreiz.
C. Atjaunināšanas process: Pēc tam, kad darba vieta ir līdzsvarota, saturs, kas ir jāatjaunina, ir šāds: Nosakiet konkrētos atjaunināšanas vienumus atbilstoši faktiskajai situācijai.
1. Atjauniniet procesa darbības karti un atkārtoti iesniedziet to kvalitātes izlaidumam.
2. Atjauniniet darbstacijas līdzsvara sienu
3. Atjauniniet instrumentu paneļa saturu, jo īpaši komplekta dēļa un montāžas līnijas montāžas dēļa saturs; pēc atjaunināšanas joprojām ir nepieciešama kvalitatīva versija.
4. Atjaunināt iekārtas darbības saturu, parametru regulēšana, utc, un pēc atjaunināšanas iesniedziet to kvalitātes izlaidumam.
5. Atjauniniet instrumentu plauktu, lai iekļautu rīkus sistēmas savienošanai. Sakarā ar slodzes korekciju, tiks pielāgoti arī atbilstošie izmantotie materiāli. Atbilstošie instrumentu plaukti materiālu novietošanai ieņems pieaugošas un dilstošas pozīcijas, un tajā pašā laikā tiks atjauninātas arī materiālu etiķetes.
6. Atjaunināt informācijas plūsmu, vadu instalācijas pasūtījumi/uzlīmes un cita informācija, kas jālabo, pamatojoties uz jaunāko darbstacijas informāciju
7. Atjauniniet darba izkārtojumu uz vietas, īstenot jaunāko dizaina plānu, un atkal izlaidiet kvalitāti.
8. Apmāciet operatorus uz vietas saskaņā ar jaunāko ražošanas procesa plānu, lai iepazīstinātu viņus ar metodēm.