 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Kernpunten van het ontwerp van verbindingsharnassen en de productieontwikkeling
I. Ontwerp en ontwikkeling
Ontwerpproces
Behoefteanalyse: Verduidelijk de elektrische parameters (zoals 400A huidige draagkracht), fysieke grootte (terminale dichtheid toegenomen met 30%) en installatielocatie van het harnas, en pas het ontwerp aan in combinatie met de voertuigarchitectuur (zoals domeincontroller).
Modulair ontwerp: Platformoplossingen adopteren (zoals MX groot connectorsysteem), voeding integreren, signaaloverdracht en warmteafvoerfuncties, ondersteuning voor hot-plugging om de OTA-upgradetijd te verkorten 70%.
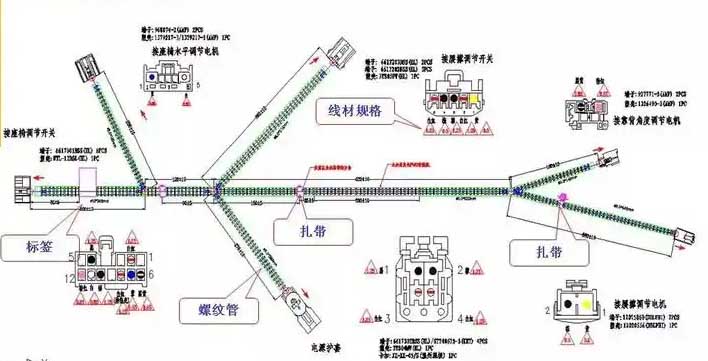
Tekeninguitvoer: Teken een driedimensionaal lay-outdiagram via professionele software, markeer de draadspecificaties, connectortypen en beschermingsvereisten, en tegelijkertijd een lustabel en een kabelboomrichtingdiagram genereren.
Custom Harness Assembly prototypes en productie
Sleuteltechnologie
Elektromagnetisch compatibiliteitsontwerp: Gebruik gevlochten afgeschermde draad en connectoren met een afschermingslaag om elektromagnetische interferentie te onderdrukken (overspraak wordt onder -50dB geregeld).
Laag- of parallelle opstelling van hoog- en laagspanningsharnassen om de interferentie van hoogspanning op laagspanningssysteem te verminderen.
Hoogspanningssysteemoptimalisatie:
Het tweesporige ontwerp garandeert de stabiliteit van het DC-hoogspanningscircuit. De connector moet voldoen aan de eisen van hoogspanningsweerstand (zoals een 48V-systeem), hoog beschermingsniveau en lusvergrendeling.
Het dynamische spanningscompensatiealgoritme regelt de fluctuatie van de voeding binnen ±0,5V om de systeembetrouwbaarheid te verbeteren.
Ontwikkeling van schema's en bedradingsschema's:
Maak gedetailleerde schema's en bedradingsschema's om componentinteracties en fysieke verbindingen te definiëren.
Componentselectie:
Kies de juiste draden, connectoren, terminals, en isolatiematerialen op basis van de eisen.
Ontwerp van de harnaslay-out:
Plan de fysieke plaatsing van draden, connectoren, en andere elementen, rekening houdend met ruimtebeperkingen, routering, en trekontlasting.
Prototyping:
Bouw een prototype om het ontwerp te valideren en breng de nodige aanpassingen aan voordat de productie op volledige schaal plaatsvindt.
2. Productie en ontwikkeling
Kernproces
Grondstofselectie:
De draad maakt gebruik van hittebestendige koperen kern of aluminium kerndraad (zoals hoogspanningskabelbomen voor nieuwe energievoertuigen), en de connector moet zich aanpassen aan de terminaldichtheid en huidige vereisten (zoals de DF53-serie met 10A continue stroom).
Het isolatiemateriaal moet vlamvertragend en elektrolytbestendig zijn (zoals de FPC-connector uit de TB4-serie).
Verwerkingsproces:
Draadsnijden: Snijd volgens de tekeningprecisie, en de tolerantie moet voldoen aan de standaard voor de berekening van de draadlengte.
Klemmen krimpen: Gebruik volautomatische krimpapparatuur om de contactweerstand te garanderen <5mΩ.
Montagebescherming: Plaats de gegolfde buis of slang, zet het vast met een kabelbinder, en voeg een labelmarkering toe.

Het modulaire ontwerp van de kabelboom vereenvoudigt de productie en het onderhoud
Kwaliteitsverificatie
Elektrische test:
Continuïteitstest om te controleren op open circuit, isolatieweerstandstest om lekkage op te sporen, en bestand zijn tegen een spanningstest om de stabiliteit in een hoogspanningsomgeving te verifiëren.
Bitfoutpercentagetest (zoals de IT14-serie onderhoudt 0.01% bitfoutpercentage bij 85°C) garandeert de betrouwbaarheid van snelle signaaloverdracht.
Mechanische en omgevingstest:
Trillingen, zoutsproeitests en cyclustests bij hoge en lage temperaturen om de duurzaamheid van de kabelboom onder extreme werkomstandigheden te garanderen.
Uiterlijkinspectie toont geen bramen of schade, en het beschermende materiaal is volledig bedekt.
III. Industrietrends
Intelligente integratie: Door de samensmelting van sensoren (zoals RNC-weggeluidssensoren) en algoritmen, Er wordt een ruisonderdrukkingsnauwkeurigheid van ±0,5 dB bereikt, en de energie-efficiëntie is geoptimaliseerd.
Lichtgewicht en efficiënt: Het modulaire ontwerp vermindert de soldeerverbindingen en de lengte van de kabelbomen (zoals de TB4-serie vermindert de montage-uren met 70%), helpt het gewicht van het voertuig met 12 kg te verminderen.
Bovenstaande processen en technologische innovaties zijn geverifieerd in massaproductieprojecten van bedrijven als Molex en Hirose Electric, voor nieuwe energievoertuigen, datacentra, en humanoïde robots.
Het ontwikkelen van een verbindingsharnas omvat een multi-fase proces van ontwerp tot productie. Het begint met het definiëren van vereisten, Een schema creëren, Componenten selecteren, en dan fysiek het harnas opleggen. Productie omvat snijden, strippen, verbindingsdraden, samenstellen, en het testen van het eindproduct.
Het definitieve plan voor het ontwerpen van de verbindingsharnas wordt bepaald:
Concept: Vóór de massaproductie van aangesloten kabelbomen, procesingenieurs moeten de procesmethode verifiëren na het verdelen van de werkstations (dat is, de procesmethode die tijdens SOP wordt gebruikt). Tijdens het verificatieproces worden aanpassingen en herverificaties doorgevoerd, en de definitieve procesmethode is het definitieve plan.
Tijd om het plan te bepalen: In de latere stadia van de PPAP-fase, vóór de officiële opvoering, procesingenieurs moeten het definitieve plan finaliseren.
Bepaal het doel van het programma
1. Om een soepel verloop van het proces tijdens de officiële lancering te garanderen. Problemen die tijdens het verificatieproces worden ontdekt, kunnen zo snel mogelijk worden opgelost en blijven niet achter tijdens de massaproductie.
2. Er zullen geen grote problemen of knelpunten zijn in de vroege stadia van de massaproductie.
3. Het stelt het team in staat om de massaproductie binnen de gestelde tijd te voltooien, soepel de SOP-fase ingaan, en sluit naadloos aan op de SOP-fase van de klant.
4. Zorg ervoor dat de kwaliteit van de kabelboom die in de massaproductiefase wordt geproduceerd intact is.

Op maat industrieel & Medische controleharnassen
Criteria voor het bepalen van het definitieve ontwerp van de verbindingskabelboom
A. Elk station loopt soepel volgens de procesmethode. De zogenaamde gladheid betekent dat de procesmethode soepel verloopt, en mensen en mensen en machines werken stilzwijgend met elkaar samen, zonder conflicten of wachten. De specifieke normen zijn als volgt:
Juiste montagevolgorde
Voor de montage van de kabelboommontage, de handmatige stappen zijn ingewikkeld. Bij het formuleren van de procesmethodiek, Er moet speciale aandacht worden besteed aan de montagevolgorde. Hoewel de montagevolgorde in eerste instantie is geverifieerd bij het accepteren van de bedieningskaart, wanneer het definitieve plan wordt vastgesteld, de inhoud en volgorde van de montage moeten nog bestudeerd en geanalyseerd worden, omdat deze werkinhoud binnen de cyclustijd moet worden afgerond. In dit stadium, er wordt meer aandacht besteed aan de details van de handelingen van de operator op het werkstation, zoals of het afgenomen materiaal in overeenstemming is met de bedieningsvolgorde, of er conflicten zijn in de activiteiten van meerdere mensen op het werkstation, enz.
B. De tijd die elk station nodig heeft om de kabelboommontage te voltooien, valt binnen de cyclus. Wij eisen dat het effectief is (toegevoegde waarde) De bedrijfstijd van elk werkstation moet niet alleen binnen de cyclustijd vallen, maar moet ook oneindig dicht bij de cyclustijd liggen, om ervoor te zorgen dat de efficiëntie van de operator wordt gemaximaliseerd. Het maximaliseren van efficiëntie betekent het maximaliseren van het effectieve (toegevoegde waarde) bedrijfstijd van het personeel binnen de gespecificeerde tijd. Het concept impliceert effectief, bedrijfstijd met toegevoegde waarde, hetgeen specifiek als volgt wordt begrepen:
Voor de werkzaamheden in het kabelboomproductieproces, het is onderverdeeld in de volgende vier typen:
1. Acties met toegevoegde waarde: effectieve operaties, bewerkingen die nodig zijn voor de productie van kabelbomen, zoals het insteken van terminals, inpaktape, en het installeren van positioneringsonderdelen. Dit zijn noodzakelijke handelingen bij het assembleren van componenten. Zonder deze operaties, de kabelboom kan niet worden gemonteerd.
2. Acties die geen waarde toevoegen: Dat is, ongeldige bewerkingen, onnodige handelingen bij de productie van kabelbomen. Zoals het rechttrekken van de draden om te voorkomen dat ze in de war raken; de klemmen in de verkeerde richting houden bij het insteken van de klemmen; het is nodig om de draden te draaien om de richting van de aansluitingen aan te passen, gevallen materialen oppakken, enz. Deze acties zijn extra acties die tijdens de montage worden gegenereerd en hebben invloed op de montagetijd. Deze acties zijn acties die IE moet ontdekken en elimineren.
3. Wachten: dat is, wachten binnen de aangegeven tijd. Er zijn twee soorten wachten: één is wanneer de werknemer al het werk op dit station heeft voltooid, maar de takttijd is nog niet bereikt en er is niets te doen, wat aangeeft dat de werkdruk op dit station niet voldoende is. De andere is dat werknemers de lijn nodig hebben die vanaf het vorige werkstation is doorgegeven om de werking van dit werkstation te voltooien. Echter, op het opgegeven tijdstip, de vorige werkplek passeerde de inkomende lijn niet, waaruit blijkt dat er op de vorige werkplek een knelpunt was en dat de werkzaamheden niet binnen de gestelde tijd konden worden afgerond en naar de volgende werkplek konden worden overgebracht. Deze wachttijden zijn ook wat IE moet elimineren.
Loop heen en weer:
Wanneer medewerkers opereren, ze moeten van punt A naar punt B gaan voordat ze aan de operatie kunnen beginnen; Echter, er vindt geen bediening plaats tijdens het doorschieten van A naar B, alleen lopen. De meest voorkomende situatie is dat één medewerker twee werkplekken bedient, en de werknemer moet van A naar B. Deze tijden van verhuizen zijn ook ongewenst. Daarom, bij het inrichten van de werkplek, probeer de content die dezelfde medewerker nodig heeft om te kunnen werken op één werkstation te plaatsen, of plaats de onderdelen van het werkstation zo dicht mogelijk bij elkaar om heen en weer bewegen te voorkomen.
We hopen de activiteiten met toegevoegde waarde van medewerkers binnen een beperkte cyclustijd volledig te kunnen plannen en tijdens de voltooiing van de oplossing te verifiëren of dit haalbaar is.
C. De verbinding tussen werkplekken is helder en soepel. Concreet tot uiting in de volgende aspecten:
1. Wanneer kabelbomen tussen werkstations worden overgedragen, de hulpmiddelen die bij de overdracht worden gebruikt, zijn redelijkerwijs ontworpen om het voor werknemers gemakkelijker te maken de kabelbomen te plaatsen. De kabelboom wordt overzichtelijk op de transfertool geplaatst, zonder de kabelboom te beschadigen, en de geplaatste hoeveelheid is duidelijk gedefinieerd.
2. Het overdrachtsproces is eenvoudig en gemakkelijk te bedienen voor werknemers. Tegelijkertijd, De kabelboom kan eenvoudig worden opgehaald op de volgende werkplek.
3. De informatie wordt volledig zonder verlies overgedragen. Nadat ik de kabelboom op dit station had gekregen, geef duidelijk het model of de ID van de kabelboom in de hand aan. Bij het testen van de kabelboom, u moet de kabelboom-ID gebruiken om het bijbehorende kabelboomprogramma op te halen. Daarom, tijdens het leveringsproces, de vervoerder die de harnas-ID weergeeft, zoals de harnasvolgorde of het label, moet consistent zijn met het harnas zelf, en de identiteit kan tijdens de bezorging niet verloren gaan.
Productieproces van verbindingsharnassen
A. Voorbereidende werkzaamheden: Er zijn enkele voorbereidende voorbereidingen nodig voordat het definitieve plan wordt vastgesteld. Deze taken moeten vooraf worden voorbereid voordat de verificatie van procesmethoden kan worden geïmplementeerd. De specifieke details zijn als volgt:
1. De status van de gereedschappen en apparatuur is actueel en vrijgegeven. Omdat er vaak wijzigingen in de bedradingstechniek plaatsvinden, technische veranderingen zijn onvermijdelijk, zelfs tijdens de opstartfase. Daarom, de gereedschappen en apparatuur ter plaatse moeten ervoor zorgen dat de technische wijzigingen correct zijn geïmplementeerd, zijn geaccepteerd door de kwaliteitsafdeling en kunnen worden gebruikt voor productie.
2. De indeling van de productieruimte ter plaatse is compleet en er zijn geen gebreken. Het gereedschapsrek wordt in de juiste positie geplaatst, het gereedschap en de uitrusting zijn intact en storingsvrij, en de gebruikte gereedschappen worden in de juiste positie geplaatst.
3. De procesmethode is in eerste instantie geverifieerd door IE, en de technische status is de laatste.
4. De status van benodigde parameters voor diverse producties is actueel en geverifieerd en vrijgegeven.
5. Draden en andere grondstoffen moeten op de juiste manier worden vervoerd (geleiders, materiaal dozen, enz.) en in de juiste positie op het gereedschapsrek geplaatst.
6. Het verbindingssysteem is voltooid: de gebruikte verbindingshulpmiddelen zijn redelijk ontworpen, de informatieoverdracht is continu en volledig, en de informatiedragers (bestellingen van kabelbomen, informatiekaarten, etiketten) gebruikt aan het begin van de informatie zijn allemaal klaar.
7. De netwerkverbinding is goed: Registratie en communicatie van testresultaten, Volgsysteem voor kabelbomen, enz. lopen normaal, Het afdrukken van etiketten is normaal en de informatie op het etiket is correct.
8. Operators zijn aanwezig. Operators moeten ervaren productiemedewerkers zijn. Het vereist medewerkers met een rijke productie-ervaring, of medewerkers met ervaring in de productie van deze kabelboom, die bekend zijn met het montageproces van deze kabelboom en vaardig zijn in de bediening. Wanneer meerdere medewerkers op dezelfde werkplek werken, het aantal medewerkers op deze werkplek moet tegelijkertijd worden gematcht en geverifieerd. Anders, het is niet te verifiëren of er sprake is van een conflict tussen werkstations.
Volgens de proceskaart, de werkingsinhoud van elk werkstation wordt opgedeeld in verschillende actie-eenheden en in de actielijst geplaatst. Bij het verdelen, je moet letten op de juiste grootte van de actieafdeling. Algemeen, IE wordt ter plaatse handmatig gemeten met een stopwatch, en er zitten fouten in de meting zelf. Als de verdeling te fijn is, de fouten in de meting worden versterkt, resulterend in onnauwkeurige werkuren voor deze actie. Als de verdeling te grof is, de werkelijke werkuren van deze actie nadat sommige acties naar andere stations zijn verplaatst, kunnen niet worden verkregen bij het balanceren van het werkstation. Volgens ervaring, deze verdelingsmethode wordt over het algemeen gevolgd:
1: Neem de draden uit het materiaalrek, plaats de klemmen, en leg de draden (deze drie acties vormen doorgaans een actie-eenheid voor metingen).
2: Neem de kunststof onderdelen uit het materiaalrek en plaats deze in de vaste bevestiging.
3: Het circuit in hetzelfde werkstation en hetzelfde plastic onderdeel is verdeeld in verschillende actie-eenheden om te testen. Een actie-eenheid bevat meer dan 2 lussen.
4: Neem de tape uit het materiaalrek, scheur de tape af, en wikkel de tak. Algemeen, er is één actie-eenheid per tak.
5: Neem het positioneringsstuk uit het materiaalrek, installeer het positioneringsstuk, en snijd de staart af.
Meting van manuren voor het produceren van verbindingskabelbomen:
Nadat het voorbereidende werk is voltooid, IE moet elk werkstation bestuderen en de bedrijfsuren ervan meten. De specifieke implementatiemethoden zijn als volgt:
Werkelijke werktijden:
Na het verdelen van de actie-eenheden, vul de werkurenmeettabel in, en meet vervolgens de werkuren volgens de acties. 10 Er moeten geldige gegevens worden vastgelegd. Beoordeling van geldige gegevens
in principe:
Wanneer de bedrijfstijd van het apparaat ≤30 seconden bedraagt, het bereik van 10 datasets zouden moeten zijn: 90% * Gemiddeld (10 reeksen gegevens) ~ 110% * Gemiddeld (10 reeksen gegevens).
Wanneer de bedrijfstijd van het apparaat is >30 seconden, het bereik van 10 datasets zouden moeten zijn: 95%*Gemiddeld (10 reeksen gegevens) ~ 105%*Gemiddeld (10 reeksen gegevens).
De tijd die wordt besteed aan rondlopen en wachten moet ook worden gemeten. Naast het registreren van de werkelijke bedrijfsuren, het is ook noodzakelijk om de details van werknemers tijdens het werk te observeren. Bij het meten van werkuren, je moet onderscheid maken tussen acties met toegevoegde waarde en acties zonder toegevoegde waarde. Als wordt vastgesteld dat er acties zijn die geen waarde toevoegen aan de bewerking, de gemeten werkuren moeten speciaal worden gemarkeerd, en de test zal na verbetering opnieuw worden getest.
Balanceerstation voor het maken van verbindingskabelbomen:
De werkuren van elk werkstation worden opgeteld en geëxtraheerd om een balansmuur voor het werkstation te vormen. Analyseer en pas de balanswand van de werkplek aan:
A. Elimineer knelpuntstations: Verplaats werk dat de cyclustijd overschrijdt naar een station dat niet vol is. Zoals weergegeven in de onderstaande afbeelding, onderdeel van het werk in het station 3 is naar het station verplaatst 2.
B. Elimineer de wandeltijd: observeer de daadwerkelijke werking en plaats de te verplaatsen onderdelen zoveel mogelijk bij elkaar
C. Elimineer wachttijd: verplaats overloopwerk van andere stations naar dit station
D. Ontdek werk zonder toegevoegde waarde, optimaliseer werkplekken, werkinhoud met toegevoegde waarde verhogen, en de efficiëntie verbeteren
-Na het uitbalanceren van het werkstation
Na het verkrijgen van de nieuwe werkinhoud van de werkplek, het is noodzakelijk om de werkuren van de werkplek opnieuw te meten om na te gaan of de evenwichtige oplossing haalbaar is. Als er na verificatie nog steeds sprake is van een onbalans, de bovenstaande handeling moet opnieuw worden herhaald.
C. Updateproces: Nadat het werkstation in evenwicht is gebracht, de inhoud die moet worden bijgewerkt, is als volgt: Bepaal de specifieke update-items op basis van de feitelijke situatie.
1. Werk de procesbewerkingskaart bij en dien deze opnieuw in voor kwaliteitsvrijgave.
2. Werk de balansmuur van het werkstation bij
3. Werk de inhoud van het toolbord bij, vooral de inhoud van het bouwpakketbord en het montagebord voor de assemblagelijn; kwaliteitsrelease is nog steeds vereist na de update.
4. Update de inhoud van de werking van de apparatuur, parameteraanpassing, enz., en dien het in voor een kwaliteitsrelease na het updaten.
5. Werk het gereedschapsrek bij met gereedschappen voor het aansluiten van het systeem. Wegens aanpassing van de werkdruk, Ook de bijbehorende gebruikte materialen worden aangepast. De bijbehorende gereedschapsrekken zullen toenemende en afnemende posities innemen om de materialen te plaatsen, en tegelijkertijd worden de labels van de materialen bijgewerkt.
6. Informatiestroom bijwerken, bestellingen/labels van kabelbomen en andere informatie die moet worden gecorrigeerd op basis van de meest recente werkstationinformatie
7. Updaten van de werkindeling op locatie, implementeren van het nieuwste ontwerpplan, en laat de kwaliteit weer los.
8. Train operators ter plaatse volgens het meest recente productieprocesplan om hen vertrouwd te maken met de methoden.