 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Elektrisõidukite ühendusjuhtmete ultrahelikeevitustehnoloogia analüüs
I. Protsessi eelised
Kõrge efektiivsus ja töökindlus
Ultraheli keevitamine saavutab metalliaatomite vahel tahkissideme kõrgsagedusliku vibratsiooni tekitatud hõõrdesoojuse kaudu. Jootet ega räbustit pole vaja. Keevitusliidesel on madal takistus ja suurepärane juhtivus, mis võib oluliselt vähendada energiakadu ja kütteriske. See sobib kõrgepinge juhtmestike ja pistikusüsteemide jaoks.
Võrreldes traditsiooniliste pressimis- või jootmisprotsessidega, selle keevitusaeg on lühike (vaid paar sekundit), ja liigendi tugevus on kõrge, mis talub vibratsiooni ja mehaanilist pinget sõiduki juhtimise ajal.

Kohandatud erinevad siinid – jäigad, paindlik
Lai materjali kohandatavus
See tehnoloogia suudab töödelda mitmesuguseid materjale, näiteks vaske, alumiinium ja selle sulamid. See sobib eriti hästi õhukese läbimõõduga mitmeahelaliste juhtmestike ja lamedate siinide keevitamiseks (nagu vask/alumiinium vardad) uutes energiasõidukites, vastab kerguse ja ruumi optimeerimise nõuetele.
Keskkonnakaitse ja energiasääst
Madala energiatarbimise omadused vähendavad tootmiskulusid, vältides samal ajal räbustijääkidest põhjustatud korrosiooniprobleeme, ja juhtmestiku pikaajalise töökindluse parandamine.
2. Tüüpilised rakendusstsenaariumid
Kõrgepinge juhtmestiku ühendus
Kasutatakse kõrgepingekaablite keevitamiseks akude ja ajamimootorite vahel, et rahuldada suurte voolude ülekandenõudeid (näiteks juhtmestikud, mille ristlõikepindala on ≥50 mm²) ning tagada madal sisetakistus ja kõrge mehaaniline tugevus.

Kohandatud paindlik siiniriba
Siinisüsteemi integreerimine
Aku sees, ultrahelikeevitus ühendab mitu lamedat siini (tavaliselt vask või alumiinium) aku pooluste külge, ruumi hõivatuse vähendamine ja voolujaotuse tõhususe parandamine.
Laadimissüsteemi komponendid
Rakendatakse võtmekomponentidele, nagu kiirlaadimisliidesed ja vedelikjahutusega laadimispüstolid, et tagada kontaktide stabiilsus ja vastupidavus suure võimsusega laadimise ajal.
3. Tehnilised väljakutsed ja lahendused
Raskused suurte ruudukujuliste traatjuhtmete keevitamisel
Juhtmed, mille ristlõikepindala on üle 50 mm², nõuavad suurema võimsusega seadmeid (näiteks ≥10 kW), ja suurenenud keevitusrõhk põhjustab traditsiooniliste konsoolseadmete deformatsiooni, energia muundamise tõhususe parandamiseks on vaja jäigemat konstruktsiooni.

Siinide ultrahelikeevitus elektrisõidukites
Keevituskvaliteedi jälgimine
Keevitusprotsessis tuleb jälgida selliseid parameetreid nagu energia, amplituud, ja survet reaalajas, ja analüüsige keevituskõverat vibratsiooni võrgutuvastussüsteemi kaudu, et vältida külmkeevitamise või lahtijootmise probleeme. Näiteks, Jiaocheng Ultrasonicu välja töötatud seirelahendus suudab dünaamiliselt jälgida keevitamise olekut ja parandada saagise määra.
Iv. Arengutrend
Arukas uuendus: Kombineeritud AI-algoritmiga, et optimeerida keevitusparameetrite adaptiivset reguleerimist, et rahuldada uute juhtmestike, nagu vask-alumiinium komposiitjuhtmed ja kattematerjalid, keevitusvajadusi8.
Suure võimsusega seadmete uurimis- ja arendustegevus: Suurema ristlõikega juhtmestiku keevitusvajaduste jaoks suurema võimsuse ja rõhuga spetsiaalse varustuse väljatöötamine (näiteks 150 mm²) ülelaadimise stsenaariumide korral.
Kokkuvõte
Ultraheli keevitusest on saanud selle suure tõhususega elektrisõidukite kõrgepingejuhtmestiku ja siinide ühendamise põhiprotsess., madal tarbimine, ja kõrge töökindlus. Aku mahu suurenemise ja kiirlaadimistehnoloogia arenguga, see tehnoloogia peab veelgi läbi murdma suure ruudu juhtmestiku keevitamise kitsaskohast ja tagama ohutuse intelligentse kvaliteediseire abil.
Painduvad siinid ja massiivsed siinid, mis on keevitatud tahketele siinidele
Autode juhtmestiku tootmistööstus on olnud suurim ultrahelikeevituse kasutaja alates 1980. aastate lõpust, kasutades peamiselt traadi splaissimise tehnoloogiat. Siiski, tehnoloogia uusi rakendusi kasutatakse osana tulevastest protsessidest, mis lõpuks pakuvad autotootjatele lahendusi paljudele tänapäeva elektrisõidukite tehnoloogia puudustele.. See artikkel tutvustab peamiselt autode juhtmestiku siinide ja siinide ultrahelikeevitamist.
1. Praegune elektrisõidukite tootmise maastik
Elektrisõidukites, suuri akupakette, mis on kombineeritud suletud pakendites, kasutatakse sõiduki elektrimootori toiteks vajaliku tööpinge ja voolu saavutamiseks. Praegu, EV/HEV valdkonna kaks peamist probleemi on energia salvestamine ja sõiduulatus. OEM-id käsitlevad neid probleeme kahel viisil: suuremate akude valmistamine suurema ulatuse saavutamiseks, ja võimsamate akude valmistamine kiiremaks laadimiseks. Mõlemal lähenemisviisil on väljakutsed. Jah, akud võivad suuremaks minna, kuid need võivad jõuda vaid teatud suuruseni, enne kui need muutuvad elujõuliseks lahenduseks liiga kalliks ja raskeks.
Traditsiooniline juhtmestik ei ole tavaliselt esimene koht, kus inimesed EV uuendusi otsivad, kuid hiljutised edusammud avaldavad EV loole suurt mõju. Sest nad annavad originaalseadmete tootjatele kaks asja, mida nad elektrisõidukite arhitektuuris hädasti vajavad: vähem massi ja rohkem ruumi. Üks võimalus ruumi vabastamiseks ja massi vähendamiseks on minna ringikujuliselt juhtmestikult lamejuhtmetele. Siin on selleks mõeldud.

Massiivse siini mõlemas otsas keevitatud kaablid
2. Mis on elektrisiin?
Tuleneb ladinakeelsest sõnast “omnibus,", mis tõlkes tähendab "kõik" (nagu "kõik voolud antud süsteemis"), siinid on lamedad juhid, millest on saamas osa elektrisõidukite arhitektuurist. Siinid paigaldatakse tavaliselt jaotusseadmetesse, jaotuskilbid ja siinide ümbrised lokaliseeritud suure voolu jaotamiseks. Neid kasutatakse ka elektrijaotlate kõrgepingeseadmete ja akupankade madalpingeseadmete ühendamiseks. Siinid on vasest valmistatud metallvardad või -vardad, messing, või alumiinium, mida kasutatakse maandamiseks ja elektri juhtimiseks. Elektrilisi siine saab katta erinevate materjalidega, nagu vask, pakkuda erinevaid juhtivuse piire ja variatsioone. Siinid on erineva kuju ja suurusega, ning need kujud ja suurused määravad maksimaalse vooluhulga, mida juht võib kanda enne riknemist.
Täna, on kuni 20+ siinid akupakis, ja see arv suureneb, kui akud muutuvad suuremaks ja/või võimsamaks, samas kui aku sees jääb ruum väga kitsaks. Ultraheli keevitamine on elektrisõidukites kasutatavate siinide eelistatud ühendamisprotsess. Aga kuna need võimsamad akud on võimelised vaid kiirlaadimiseks, me võime varsti näha rohkem siini uuendusi peale akude. Suure võimsuse ülekandmine laadimisavast akusse ja teistele suure võimsusega mootoritele ja seadmetele suurendab vajadust uuenduslike ultrahelikeevitusrakenduste järele.
3. Miks eelistavad ettevõtted siine?
Pikas perspektiivis, arvatakse, et autotööstuses võib mõne juhtmestiku puhul eelistada standardkaablitele siine. Elektrisõidukite populaarsuse kasv, tasuvus, paigaldamise lihtsus, autobussilattide madalad hooldus- ja hoolduskulud, ja elektrisõidukite laadimisinfrastruktuuri arendamine on mõned võtmetegurid, mis suurendavad nõudlust autobusside järele. Lisaks, elektrisõidukite tootmise ja laadimise infrastruktuuri tehnoloogilised arengud toovad eeldatavasti kasu ülemaailmsele autotööstuse siinide turule. Turu-uuringute järgi, nende tegurite tõttu, turg peaks tootma rohkem kui $170 miljonit tulu aastal 2030, kasvab CAGR-iga 24.6% alates 2021-2030.

Kaablitele keevitatud tugevad siinid
Siinide kasutamise eelised:
• Vähendage rajatise kulusid ja kiirendage paigaldamist
• Võimalus lisada, eemaldage või paigutage toiteallikaid lihtsalt ja kiiresti ilma seisakuta
• Tulevikukindel ja väga paindlik, kuna mõningaid pistikprogramme saab lahti ühendada ja uuesti ühendada ilma toitekatkestuseta
• Rutiinset hooldust pole vaja
• Laiendamine või renoveerimine on kiirem ja odavam
• Keskkonnasõbralikum, kuna see nõuab üldiselt vähem paigaldusmaterjale ja pistikupesad on korduvkasutatavad ja hõlpsasti ümber paigutatavad
• Lamejuhtmed võtavad vähem ruumi ja on 70% kõrguselt lühem
• Oskab toetada 15% rohkem võimsust kui sama ristlõikepindalaga kaablitel
• Vähem kaal ja pakendamisruum, parem paindlikkus. Näiteks, 160 mm² Painduv lamealumiinium (Ff-al) kaablid on uuenduslik ja alternatiivne lahendus 200 mm² ümarad alumiiniumkaablid.
• Kinnitus poltidega, kõige usaldusväärsem tänapäeval saadaolev ja odavam protsess. Kuid see lisab lisaosi (poldid) ja nõuab konkreetseid pöördemomendi väärtusi
• Tõhus soojuse hajumine – tõhusam kui keerdunud kaabel
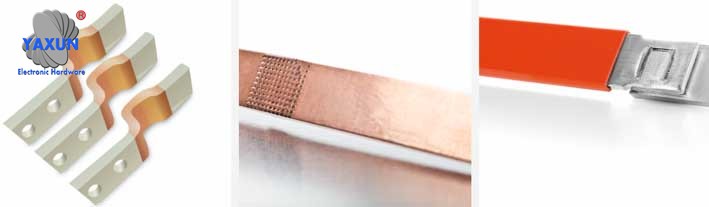
• Erinevad konstruktsioonid – vask ja alumiinium, jäik või painduv, lamineeritud. vaata pilti 1
• Sisemine aku ei vaja elektromagnetilist ühilduvust
• Edendada automatiseerimist, parandada ohutust ja kvaliteeti
Arv 1 – Erinevate siinide näited – jäigad, paindlik, kohandatud kujundused

Tugevad siinid, mis on ühendatud lamedate põimitud juhtmetega
4. Siini materjali ja suuruse tähtsus
Siinid on tavaliselt valmistatud korrosioonikindlast vasest, messingist või alumiiniumist ja mahutatud tahketesse või õõnsatesse torudesse. Siinide kuju ja suurus, kas lamedad ribad, tahked vardad või vardad, võimaldavad tõhusamat soojuse hajumist tänu suurele pindala ja ristlõike pindala suhtele.
Kuigi vask oksüdeerub aja jooksul, see jääb juhtivaks, kuid see tähendab tavaliselt, et suurem võimsus võib elektrit piki pinda lükata. Kuigi see ei takista täielikult pikaajalist oksüdatsiooni, see vähendab oluliselt mõju. Siini pinna katmine aitab vältida oksüdeerumist.
Siinikatted täidavad tavaliselt kolme peamist eesmärki:
1. Korrosiooni pärssimine
2. Parandage elektrijuhtivust
3. Kosmeetilistel eesmärkidel
Lamineeritud siine kasutatakse elektrivoolude tsirkuleerivate voolude vältimiseks paralleellülitusseadmetes jõuelektroonikaahelates. Lisaks oma olulistele rakendustele elektrisõidukites, sellel on ka laialdased rakendused päikese- ja tuuleenergia kogumisel ja jaotamisel tänu oma madalatele induktiivsusomadustele. Tõhusam ja kulutõhusam meetod on kasutada isoleerivat epoksükattepulbrit. Epoksiidkatte pulbrid on äärmiselt kõrge dielektrilise tugevusega ja neid saab ühendada otse siini vasega, alumiiniumist või hõbedast kattekihid.
Siini suurus sõltub selle konkreetsest kasutusest. Levinumad kaubanduslikud ja tööstuslikud siinide suurused on 40–60 amprit, 100 amprid, 225 amprid, 250 amprid, 400 amprid, ja 800 amprid.
Autotööstuses kasutatavate siinide praegused suurused on 35, 50 või 90 mm².
Ultraheli keevitusega tahkestatud ja keevitatud lame punutud kaabel
Siinid on saadaval kahes materjalis: vask ja alumiinium. Peamised erinevused, mida materjalide valimisel arvesse võtta, on järgmised:
• tõmbetugevus
• Praegune kandevõime
• Vastupidavus
• kaal
• maksumus
Alumiiniumist siinid on odavamad ja töötavad hästi kõrge õhuniiskuse tingimustes. Kuid alumiiniumil on madalam voolutugevus ja väiksem takistus kui vasel. Vasel on paremad soojusomadused kui alumiiniumil.
Siinitootjad saavad üle vaadata EV/HEV või muude elektrijaotusrakenduste siinidele esitatavad miinimumnõuded, kulude ja materjalivaliku kompromisside täpsustamine jõudlusega. Muidugi, EV/HEV elektrijaotusrakenduste jaoks, Täiendavaks probleemiks on juhi ohutus. Siini materjalide valimisel, tuleks saavutada kõrgeim võimalik töökindlus, mitte ainult sõiduki garantiinõuete täitmiseks, aga ka juhi ja kaasreisijate ohutuse tagamiseks.
Juhtide mõõtmete arvutamine on eriti oluline siinide elektriliste ja mehaaniliste omaduste jaoks. Praegused kandenõuded määravad juhtme minimaalse laiuse ja paksuse. Mehaanilised kaalutlused hõlmavad jäikust, kinnitusavad, ühendused, ja muud allsüsteemi elemendid. Juhi laius peaks olema vähemalt kolm korda suurem juhi paksusest. Kõrvade ja kinnitusavade lisamine muudab juhtmete ristlõike pindala, potentsiaalsete kuumade kohtade loomine busside baaridesse. Kuumade kohtade vältimiseks tuleb arvestada maksimaalse vooluga lõigu või otsaku kohta.

LEONI ühenduspoltidele keevitatud siinid
5. Tugevad ja painduvad siinid
Teine oluline erinevus, mida tuleb arvestada, on tahked siinid vs. painduvad siinid. Autotööstuses kasutamiseks EV akude sees, kasutatakse tahkeid siine (vaata joonist 2). Painduvaid siine kasutatakse lühikeste sektsioonide korral, kui kokkupanemiseks või rakendamiseks on vaja teatud ala teisaldada. See toimib elektrilise "hüppajana". Painduva siini näide on näidatud joonisel 3.
Painduvatel siinidel on mitu õhukest vase- või alumiiniumikihti ning need on loodud tõhusalt jaotama voolu vahelduv- või alalisvoolusüsteemides. Jootke vaskfooliumi virn montaažipiirkonnas nii, et otsad on jäigalt ühendatud, samas kui keskmine jääb painduvaks. Painduvaid siine nõudvate rakenduste näited hõlmavad järgmist:
• Elektriline, hübriid- ja kütuseelemendiga sõidukid
• Jaotusseadmed ja trafod energeetika- ja avameretööstusele
• Generaatorite kasutamine laevaehitustööstuses
• Trafod ja laadimisjaamad
• Jaotusseadmed ja alajaamad raudteerakendustes, keemiatehased ja kõrgepinge elektrijaotus
• Generaatori toitelüli
• Elektriühendused jaotuskapis
Autobusside kasutamine tulevikus
Siini uuendus väljaspool akut on tulevikus kuum teema, suure võimsuse edastamine laadimissisendist akule ja seejärel teistele suure võimsusega mootoritele ja seadmetele (vaata joonist 4).
Kõik originaalseadmete tootjad ja Tier tunnevad üha enam huvi siinide vastu 1 tarnijad, peamiselt kõrgepingerakenduste jaoks. Täna, akupakkides on ligikaudu 15-20 siinid. Pakendi välisküljele, vaja on automatiseeritud maskeerimisprotsessi, mida tänapäeval ei eksisteeri. Praeguseks, fookus on akul.
Kuna tulevased uuendused suurendavad akukomplekti väliste siinide kasutamist, need uued rakendused loovad olulisi võimalusi ultraheli keevitamiseks, et parandada tulevaste siinikonstruktsioonide ühenduste üldist kvaliteeti. Ultraheli keevitamine, täpsemalt keerdkeevitustehnika, võimaldab keevitada suuremaid mõõtmeid, õrn vibratsioon, ja võime liituda raskemini ligipääsetavate piirkondadega. Tööstuse arenedes, need võimalused võimaldavad siini edasist rakendamist väljaspool elektrisõidukite akusid. Arv 5 pakub mitmeid näiteid selle kohta, kuidas ultrahelikeevitust saab tulevikus elektrisõidukite rakendustes rakendada.
Sellised ettevõtted nagu Tesla, BMW ja Ford suruvad siinide kasutamist akuplokist väljapoole. Hiljuti, ülemaailmne tehnoloogiaettevõte APTIV omandas Itaalia ettevõtte Intercable ligikaudu $600 miljonit, püüab aktiivselt kasutada siinid suure võimsuse jaotamiseks väljaspool akut. BMW, üks kolmest suurimast kliendist, näitab tugevaid märke selle uue elektri jaotamise viisi järgimisest. Käputäis teisi ettevõtteid arendab varjestatud siine Ameerika Ühendriikides ja Euroopas.
7 Väljakutsed, millega seisavad silmitsi rakendused väljaspool akut:
1. Akukomplektist väljas olev siiniriba peab olema varjestatud, mis ei ole hetkel saadaval – akul on kest, mis on suletud ja varjestatud elektromagnetiliste häirete eest.
2. Probleem tekib siis, kui siinid tuleb ümber painutada – need võivad olla liiga jäigad või kurvide nurkades kahjustatud
3. Poltidega kinnitamise protsess nõuab täiendavaid osi ja konkreetseid pöördemomendi väärtusi. Poldiaukudega siinid saab asendada muude siinirakenduste jaoks peale akude
4. Korrosiooni tõttu, alumiiniumist siinid vajavad plaaditud poldi auke
5. Klemmid on lihtsaks automatiseerimiseks ühendatud tahke siiniga
6. Automatiseerimist pole varjestuse tõttu veel täielikult rakendatud
7. Keevisõmblused ja sõlmed võivad nõuda uusi standardeid ja kontrolli
8 Siinivardade praegused rakendused ultrahelikeevitamisel
Ultraheli keevitustehnoloogia on tõestatud liitmisprotsess, mida autotootjad kasutavad elektrisõidukites üha enam kaabli ja terminali ühendamiseks, siinid, akude tootmine ja jõuelektroonika. Lineaarne jootmine on traditsioonilisem ja tuntum tehnika, mida kasutavad kõik seadmete tootjad ning see on juhtmete ühendamise standardprotsess.. Siiski, nagu paljud teised liitumisprotsessid, lineaarsel keevitamisel on suurusepiirangud, keevitusraskused väiksematel aladel ja teatud geomeetriatel, keevitamise orientatsiooni probleemid, ja vibratsiooni mõju perifeersetele komponentidele.
Telsonic Twist SONIQTWIST® ja PowerWheel® tehnoloogiad pakuvad uuenduslikke lahendusi elektrisõidukite ühenduvusrakendustele, mis varem olid võimatud. Need uuenduslikud tehnoloogiad võimaldavad paljusid siinirakendustega seotud ühenduskonstruktsioone, kus lineaarne keevitamine poleks võimalik. Juba on olemas väiksemaid siinirakendusi, mis kasutavad ühenduste jaoks ultrahelikeevitust. Ultraheli keevitamine on paljude siinide eelistatud ühendamisprotsess, nagu painduvad lamedad siinid kuni 160 mm². Tulevikus, tekib palju uusi rakendusi, mis kasutavad juhtmestiku siini rakendamisel ultrahelikeevitust. Allpool kirjeldatakse mõningaid ultrahelikeevituse kasutusalasid siinirakendustes.
9 Painduvate siinide kõvenemine
Painduvad siinid vajavad kinnitamiseks ühendusosas kõvenemist (kinnitada) need standardsete kaablite või pistikutega. Mõnel juhul, kaablite või klemmide ühendamise ja tahkestamise saab teostada ühe jootmisetapiga. Olenevalt painduva siini üldmõõtmetest, metalli ultraheli keevitamine võib olla kvaliteetne, ökonoomne lahendus. Keerdkeevitusprotsessi kasutamine, materjali ristlõiked kuni 200 mm² saab keevitada. See keevitustehnika hoiab ära ühendusmaterjali kõvenemise, mis võib põhjustada materjali haprust ja märgatavaid muutusi materjali omadustes. Lisaks, koagulatsiooni saab automatiseerida Telsonicu seadmetega, nagu TT7 PowerWheel®, nagu on näidatud joonistel olevates rakendustes 6 ja 7.
Arv 6 – TT7-Tonic Power Wheel®
Arv 7 - Tahkestatud painduvate siinide ja massiivsete siinide keevitamine tahketeks siinideks, kasutades TT7 Telsonic PowerWheel®
10 standardkaablile keevitatud siinid
Mõnes rakenduses, siinid on joodetud oranži kaabli külge, mis joodetakse voolupistiku külge. Arv 8 näitab lühikest kaablit, mis on keevitatud keerdunud kaabliga. Lühikeste kaablite keevitamine mõlemas otsas võib põhjustada ebaühtlase keevisõmbluse kvaliteedi, kuna esimene keevisõmblus võib muutuda nõrgemaks teise keevisõmbluse põhjustatud vibratsiooni tõttu. USCAR-38 nõuab kaablite testimist vähem kui 500 mm pikkusega. Torsioonkeevitus annab nii õrna vibratsiooni, mida uuringud on näidanud, sõltuvalt terminali konstruktsioonist, mõju keerdunud kaablitele ja painduvatele siinidele on palju väiksem (vaata joonist 9). See võimaldab lühemaid kaableid ja sobivaid pistikuid kokku joota.
Arv 8 – Standardkaabli külge keevitatud tugev siinivarras
Arv 9 – Lühike kaabel (200 mm) joodetud mõlemast otsast
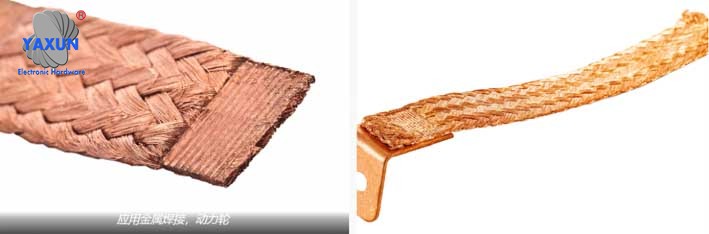
11 Lamedad põimitud kaabli keevisõmblused
Mõnel juhul, tootjad kasutavad oranžide kaablite asemel lamedaid põimitud kaableid. Lamedad põimitud kaablid keevitatakse ja lõigatakse automaatselt kindla pikkusega osadeks ja keevitatakse mõlemas otsas (vaata joonist 10). Punutud kaableid, mille mõlemas otsas on keevisõmblused, nimetatakse ka šuntideks. Šundi valmistamisel ultrahelikeevituse kasutamise eeliseks on see, et šundi valmistamisel ja šundi siini külge keevitamisel on vaja minimaalset soojust (vaata joonist 11). See hoiab ära haprate kiudude teket ja ebatavaliselt õhukeste kiudude kriimustusi, mis on põhjustatud takistuskeevitamisel tekkivast kuumusest (veel üks tehnika, mida saab kasutada).
Arv 10 – Tugevad siinid, mis on ühendatud lamedate põimitud džempritega
Arv 11 – Ultraheli keevitusega kõvastunud ja keevitatud lame punutud kaabel
12- Siinide torsioonkeevitusrakendus
Painduvad siinikiled on oksüdatsiooniprobleemide vältimiseks lamineeritud/kaetud selliste materjalidega nagu vask. Tahketele siinidele, poltide avade ühendused peavad olema plaaditud. Alumiiniumist massiivsetele siinidele, ühenduskontaktid peavad olema vasest. Seetõttu, kasutatakse vaskseibe, mis ühendatakse siinide külge keerdjootmise teel (vaata joonist 12). Tõestatud SONIQTWIST® tehnoloogia ja Telsonic TSP keevitusmasin (Joonis fig. 13) saab selle rakenduse jaoks kasutada.
Arv 12 – Al-siiniga keevitatud vaskmutter Telsonic keerdkeevitusseadmega SONIQTWIST®
Arv 13 – Telsonic SONIQTWIST® TSP
Briti autotootja Jaguar kasutab praegu elektrijaotussiinide jaoks SONIQTWIST® ja PowerWheel® keerdkeevitusvõimalusi. Ettevõte kasutas F-TYPE sportauto kaalu ja maksumuse oluliseks vähendamiseks vaskkaablite asemel siine (vaata joonist 14). Iga siinivarras juhib toidet sõiduki pagasiruumis olevast akust mootoriruumi elektriseadmetesse. Kuna alumiiniumi suhteline tihedus on oluliselt madalam kui vasel, alumiiniumvarraste kaal on ainult 40% juurde 60% traditsioonilistest vaskkaablitest. See võib ainuüksi akuühenduste osas säästa kuni 3 kg.
Arv 14 – siinide külge keevitatud LEONI ühenduspoldid
13 Järeldus
Uuenduslik ja kiiresti kasvav elektrisõidukite turg nõuab tulevaste väljakutsetega toimetulemiseks uusi ja arenevaid lahendusi. Varsti, kõrgepingesiinide kasutamine asendab mõned praegused kõrgepingekaabli otste rakendused. Kuna tööstus liigub siinide kasutamise suunas väljaspool akut, uued väljakutsed kerkivad esile enne, kui autotööstuses siinijuhtmete standardiseerimine kehtestatakse. Kuna uued rakendused nõuavad uuenduslikumaid keevituslahendusi, väljakutsed tekivad kõigil tasanditel, sealhulgas keevitusseadmete tootjad. Kuid uued protsessid ja kontseptsioonid pakuvad elektrisõidukite turul tõhusamaid ja ökonoomsemaid lahendusi juhtmestike jaoks. Torsioonkeevitusest on saanud tööstuses oluline liitmisprotsess. Lisaks akukaabli otste lahendustele erinevatele pistikutele, tehnoloogia pakub ka keevituslahendusi elektrisõidukite kaalu kontrollimiseks, aku pakend, siinid, akude tootmine ja jõuelektroonika. Rakenduse funktsionaalsus on senisest arvatust kaugemale laienenud.
Kuna tootedisainerid ja protsessiinsenerid saavad tuttavaks keerdkeevitusprotsessi ja selle võimalustega, tehnoloogia aitab tõsta elektrisõidukite tööstust järgmisele tasemele. Tihedamad töösuhted originaalseadmete tootjate vahel, Tase 1 tarnijad ja seadmete tarnijad on siini kasutamise suurendamiseks vajalikud. Kindlasti õpime rohkem ja tutvustame aja jooksul uuenduslikke ideid. Kuid ultrahelikeevitus on kahtlemata osa lahendusest madalamate materjalikulude eesmärkidele, kaalu ja ruumi vähendamine, ja töömahukad tootmisprotsessid.