 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Uue tootearendusprotsessi juhtmestiku komplekt peab järgima järgmist struktureeritud protsessi, disaini planeerimise integreerimine, protsessi rakendamine ja kvaliteedi kontrollimine:
1. Eelprojekteerimine ja arendus
Nõuete analüüs ja jooniste projekteerimine
Määrake elektrilised parameetrid, juhtmestiku mõõtmed ja paigalduskoht vastavalt toote funktsionaalsetele nõuetele, kasutada professionaalset tarkvara kahe-/kolmemõõtmeliste jooniste joonistamiseks, ja täpsustage traadi spetsifikatsioonid, ühendussuhted ja suunad.
Tehke näidiseid ja kontrollige konstruktsiooni ratsionaalsust elektrilise jõudluse kaudu, mehaanilise tugevuse ja keskkonnaga kohanemise katsed.
Juhtmekomplektid parima hinnaga Hiinas elektri- ja sellega seotud toodete poolt
Määratlege toote jaoks vajalikud elektriühendused, sealhulgas traadi tüübid, pistikunõuded, ja keskkonnatingimused.
Looge skeem:
Koostage juhtmestiku skeem, mis visualiseerib rakmete struktuuri ja ühendusi.
Valige komponendid:
Valige sobivad juhtmed, pistikud, terminalid, ja kaitsematerjalid.
Asetage rakmed välja:
Planeerige juhtmete ja komponentide füüsiline paigutus, arvestades ruumipiiranguid ja kokkupaneku lihtsust.
Materjalide planeerimine ja hankimine
Tuvastage juhtmestiku materjalid (juhtmed, pistikud, isoleerivad varrukad, jne), ja luua tarnijate ressursside raamatukogu, et tagada tooraine tarnimine.
Erilised stsenaariumid (nagu kõrgepinge juhtmestikud) nõuavad kõrge temperatuuri/kõrgepinge juhtmete ja leegiaeglustavate isolatsioonimaterjalide kasutamist.
2. Kokkupanek ja töötlemisprotsess
Alammaterjali numbri tootmine
Lõika juhtmed täpselt vastavalt positsioneerimisplaadile, et vältida mõõtmete kõrvalekalde tõttu raiskamist, ja pärast lõpetamist teostama elektrilised testid ja täielik ülevaatus.
Juhtmed ja pistikud
Kallutage alammaterjalide numbreid vastavalt joonise vaheseintele, ja järgige esmalt ühe piirkonna juhtmestiku järjestust, ristala teine, lihtne kõigepealt, ja keeruline teine. PIN-koodi sisestamisel, veenduge, et klemm sobib pistikuga, ja piirkonnaülesed juhtmed peavad reserveerima sobiva pikkuse.
Köitmine ja kinnitamine
Kasutage juhtmete sidumiseks kaablisidemeid või teipe. Lähtepunkt valitakse kahejuhtmelises asendis. Traadi sidumisaasade vaheline kaugus on umbes 25 mm. Ots on reserveeritud 10 mm ja seotakse lahti, et vältida lahti.
Märgistamine ja märgistamine: Märgistage rakmed ja üksikud juhtmed tuvastamiseks ja jälgimiseks.
Pakendamine: Valmistage valmis rakmed saatmiseks ja ladustamiseks ette.
Järgides neid samme, tootjad saavad tagada, et juhtmestikud on projekteeritud, kokku pandud, ja testitud, et vastata uute toodete spetsiifilistele vajadustele, mille tulemuseks on usaldusväärsed ja tõhusad elektriühendused.

Kõige arenenum juhtmestiku projekteerimis- ja montaažitöökoda
3. Kvaliteedikontrolli link
Elektriline mõõtmine ja funktsionaalne testimine
Juhtimise teostamiseks kasutage automatiseeritud seadmeid, isolatsiooni- ja pingekindluskatsed, ja samaaegselt jälgida terminali pressimiskvaliteeti (nagu survesüsteemi testimine).
Enne katseplaani täitmist peavad keerukad juhtmestikud kinnitama PE/QE.
Täielik ülevaatus ja ladustamine
Kontrollige terminali tolerantsi, traadi sidumise ühtlus ja komponentide kokkupaneku korrektsus. Termokahanevad torud ei tohi olla koltunud ega kahjustatud.
Pärast OQC kontrolli läbimist, see pannakse lattu, et tagada vastavus IPC-620 ja RoHS standarditele.
4. Protsessi optimeerimise suund
Tutvustage intelligentseid tootmisseadmeid (nagu masinnägemise positsioneerimine, servo juhtimissüsteem) automatiseerimise kiiruse parandamiseks ja käsitsi sekkumise vähendamiseks. Optimeerige juhtmestiku radu ja materjalivoo tõhusust säästliku juhtimise abil, et vähendada arendustsükleid.
See protsess tagab juhtmestike kõrge töökindluse ja protsesside jälgitavuse uute tootearenduste käigus mitmelülilise koostöö ja range kontrolli kaudu.
Juhtmete komplekteerimisprotsessi tipptasemel tehnika
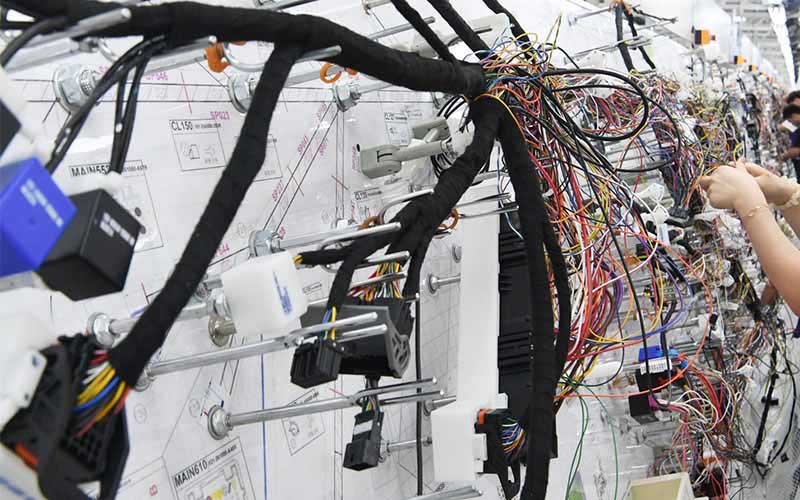
Mis on autotööstuse juhtmestike uus tootearendusprotsess? Selles artiklis, juhtmestiku insenerid räägivad peamiselt autotööstuse juhtmestiku tööstuse projektijuhtimisest juhtmestiku tehase vaatenurgast. Juhtmete tootearendusprotsessi täpne mõistmine aitab meil mõista juhtmekimbu toodete disaini ja arendust globaalsest vaatenurgast.
01. Eessõna: Projektijuhtimine autode juhtmestikutööstuses, juhtmestiku tootearendusprotsessi täpne mõistmine aitab meil mõista juhtmestiku toodete disaini ja arendust globaalsest vaatenurgast.
Täna on ajastu, mil globaalne äri- ja majanduskeskkond muutub kiiresti ning konkurents turul muutub järjest karmimaks. Uute toodete väljatöötamine on otseselt seotud ettevõtte püsimajäämisega, eriti autotööstuse jätkuva languse kontekstis. Seetõttu, See, kuidas arendusprojekti hästi läbi viia, et ettevõttel oleks võimalik saavutada jätkusuutlik areng, on väga oluline küsimus.
Tere kõigile, see on midagi, mida olen tahtnud teiega juba pikka aega jagada. Ühelt poolt, autor on tehnilise taustaga, nii et suurem osa tema karjäärist on kulunud käsitööle, teadus- ja arendustegevus, projektid, jne. Teisest küljest, raiskamiste kõrvaldamine esiotsa uue toote arendusprotsessist on rohkem kooskõlas säästlike tavadega. Põhineb isiklikul töökogemusel (juhtmestiku tootja seisukohast), räägime projektijuhtimisest autotööstuse juhtmestikutööstuses. Juhtmete tootearendusprotsessi täpne mõistmine aitab meil mõista juhtmekimbu toodete disaini ja arendust globaalsest vaatenurgast.
02 RFQ päring
1. Uue toote materjali identifitseerimine: Tehke päring tarnija veebisaidilt ja kasutage tarnija veebisaidi linki, nagu allpool näidatud.
Juhtmete materjali koostis: juhtmete klassifikatsioon ja identifitseerimine, kestad, terminalid, voolikud, jne. On ka juhtumeid, kus haruldasi koostisosi ei leia Internetist. Sel ajal, saate abi küsida juhtmestikuga seotud rühmades. Muidugi, saate luua ka mõned tarnijaressursid tööpäeviti, ja isegi luua hädaolukordade jaoks andmebaasi.
2. Hinnapakkumise koostamine: Kasutage vooluringitabeli loomiseks Exceli tarkvara
Erilist tähelepanu: silmuslaud: lahtrites peab olema sisu, nagu näiteks: raamat, topeltliit Vlookup, Sumif, Countif, matemaatiliste funktsioonide valemite valdamine,
3. BOM-tabeli koostamine ja täiustamine
Tootmise planeerimise osakond lagundab protsessiosakonna koostatud BOM-tabeli tsehhi tootmiseks vajalikeks materjalideks, ja seejärel lisab tootmiseks vajalike materjalide moodustamiseks iga pakutava standardse sõidukimudeli protsessikvoodid.
Tootmise ajal asutamine ja hooldus
Keskmista ja tasakaalusta kõik tootmisprotsessid, kohandada iga protsessi töökoormust, muuta iga protsessi tööaeg võimalikult sarnaseks, ja tasakaalustada võimalikult palju töötunde iga protsessi vahel.03 Protsessi marsruudi planeerimine
1. Jooniste analüüs
① Valiku- ja ettevalmistustabel, ② Silmustraadi ettevalmistamise tabel, ③ Juhtmete juhtmestiku suunaskeem.
2. Töötle faili väljund
① Põhiandmete statistika
Loop teave: silmuste kaupa statistika, traadi tüüp, traadi pikkus, traadi materjal, klemmid ja tihenduskorgid.
Sammud: Nummerdage valmistoote joonisel iga ümbris vasakult paremale ja ülalt alla, nagu on näidatud numbrites Z1, Z2, Z3, jne;
②Voolustabeli tootmine
A. Erinevus sirgjoonte ja juhtmestiku vahel
B. Teave, mida tuleb vooluringi tabelis väljendada, päiste eemaldamine mõlemast otsast, eelmärkmed, topeltparalleelid, terminalid, jne.
Eemaldamise ja juhtmestiku väljendus, topeltparalleelsuse väljendus
C. Joone pikkuse arvutamine
Tangensi pikkus = põhipikkus + abipikkus + kaevandamise pikkus
Põhipikkus = sama vooluringi mõõtmete summa ühe või kahe ümbrisejuure vahel või mõõtmete summa ühest ümbrisejuurest keskmise väljalaskeavani.
D. Võtke arvesse juhtmestiku pikkuse tolerantsi
③ Elektriskeemi tootmine
A. Juhtmete suhete väljendamine, ühenduvus ja orientatsioon;
B. Terminali valiku reeglid (erinevad traadi läbimõõdud vastavad erinevatele klemmidele);
C. Kuidas varjestatud juhtmeid tõmmata;
D. Kontakti seaded on mõistlikud;
④ Tehke installieelsed pildid
A. Kõik sirgjooned on paigutatud ja eelnevalt kokku pandud;
B. Lihtne juhtmestiku paigutus on eelnevalt kokku pandud (korraldada eraldi haru üks ots) ja keeruline korraldus pole vajalik;
C. Ühe auguga ümbris on eelnevalt monteeritav;
D. Kui terminali on raske sisestada ja kesta on keeruline kasutada, proovige korraldada võimalikult palju vooluringe;
E. Pange tähele, et lukuosa ja lukupandlaga kest paigaldatakse koos lukupandlaga või ilma;
F. Suletud gofreeritud torude kasutamine filiaalide jaoks kajastub montaažieelsel skeemil. Kui esmalt tuleb peale panna kummist osad ja kronsteinid, tuleb lisada meeldetuletus;
G. Vaatesuuna kirjeldus on kombineeritud paigalduseelse skeemiga;
H. Tagasitõmbemeetodi kirjeldust ei saa mainimata jätta;
Primaarsete ja sekundaarsete ümbriste valik: Proovige valida primaarseks ümbriseks rohkemate vooluringidega ümbris. Kui juhtmestiku harusid on palju, saate need otse tööriistaplaadile sisestada ilma eelpaigaldamiseta.
⑤ BOM-loendi loomine ja täiustamine
1. Jooniste põhjal, analüüsida ahelaid, kestad, käsnad, jne, ja koostage juhtmestiku toote materjalide nimekiri, et vähendada väljajätmiste võimalust;
2. Vaadake jaotist "ERP tööprotseduurid" ja sisestage materjalide loend ERP-süsteemi;
3. Pärast sisestamise lõpetamist, enne ülevaatamist, uut toodet kontrollitakse esimest korda vastavalt “BOM-i kontrollimise protseduurile”. Säilitage kinnitust toetav teave ja esitage see ülevaatajale, et BOM-i üle vaadata;
3. ERP-süsteemi BOM-i auditeerimisasutusega audiitorid peavad enne auditit kontrollima kontrollimist toetavaid materjale, ja sisestage ERP-süsteemi pärast nende õigsuse kinnitamist. Viige läbi auditeerimist vajavate toodete auditeerimistoimingud;
Juhtmed, terminalid, kestad, tihenduskorgid, pistikud, kinnitusjalad, lukustada sidemeid, pandlad, sulgudes, erinevad torud.
Kvalifikatsioonimärgis, algusest lõpuni nummerdatud kummidetailide kindlustuskaart: funktsionaalne tüüp, korpuse tüüp. Aksessuaarid, jne. vaja tagada 100% protsessi täpsus ja sisend BOM.
⑥ Tööriistajooniste joonistamine ja valmistamine
Tööriistajooniste joonistamisel, põhimõte on alustada juhtmestikku vasakult paremale. Kohapealse töö ja montaaži mugavuse arvestamiseks, harujooned jaotuvad üldiselt esimeses ja neljandas kvadrandis.
Ergonoomiliselt kujundatud: ülemise külje tahvli keskkoha lähedal, väiksema paigutusega alumisel küljel, et minimeerida painutusliigutusi.
Alustage põhijoone paigaldamist tööriistaplaadi vasakult küljelt. Lähtudes põhimõttest, et pealiini pole vaja keerata, valige sobiva pikkusega paberi ja tööriistaplaadi spetsifikatsioonid. Graafika, pilte, ja tekst tuleks hoida seadme paigaldusalast eemal.
Märkus: Tööriistade paigutust ja kinnitusdetailide paigaldamist mõjutamata, ümbrisdiagrammi ja nime saab skaalas suurendada ja värviga tähistada, et operaator saaks seda hõlpsasti vaadata.
Numbrid on paigutatud otsimise hõlbustamiseks.
Tehnilised nõuded nagu joonistusraamid, tehnilised nõuded, revisjoni ajalugu, disaini muudatused, tööpunktid, jne. ei saa ära jätta.
⑦ Tööstandardiraamat ja ülevaatuse standardiraamat
Objekti spetsiifiline tööstandard, mis on koostatud tootmisprotsessi kvaliteedi ja ohutuse tagamiseks. Kodutöö õpetus peaks olema tegevuse algusest lõpuni, ja iga tegevust keskel tuleks üksikasjalikult selgitada.
Autode juhtmestiku struktuuri vaatenurgast, tootmisprotsess sõltub suuresti käsitsitööst, ja tootmisvorm on töömahukas ettevõte. Seetõttu, heast tööjuhendist on lihtne aru saada, piltide ja tekstidega, mis aitab töötajatel järgida tööspetsifikatsioone ja saavutada visuaalse juhtimise eesmärke.
Pärast tööjuhendi esmast koostamist, tootmisprotsessi tootmiseelse ülevaatuse saab läbi viia, et varakult avastada ja parandada protsessi kavandamise defektid ning edendada protsessi täiustamist, et see vastaks pideva toote täiustamise nõuetele.
Kontrollistandardid: Ülevaatus, mis tehakse selleks, et vältida projekti defektsete toodete sattumist järgmisse projekti. Selle sisu sisaldab: ülevaatuse esemed, võrdlusalused, meetodid, mõõteseadmed, sagedus, jne.
04 Iga etapi väljund
1. Järgige programmiraamatu nõudeid
"Uue tootearenduse protseduuriraamat"
A. Uue toote valmistamise teostatavuse aruanne
B. APQP meeskonnaliikmete moodustamine
C. Disaini lühikirjeldus
D. Esialgne materjalide nimekiri
E. Protsessi vooskeem
F. Tootegarantii plaan
G. Tooteprotsessi eriomaduste loetelu
H. Töötle FMEA
I. PPAP andmete esitamine
2. Süsteemi sisselogimine ja kasutamine
Iga etapp peab väljastama vormi nime ja loendi. Täielikud tehnilise arengu andmed, sealhulgas: joonised, vooluringi tabelid, tööriistade joonised, montaažieelsed joonised, BOM, tööstandardid, kontrollivormid ja muud protsessi voo dokumendid.
3. Kolmanda toodang- ja neljanda taseme vormid
Eesmärk: Kõiki vorme saab teha vastavalt tegelikele tingimustele
05 Esialgne voolu juhtimine
Seda kohaldatakse alates uute toodete masstootmise algusest kuni kolmekuulise masstootmiseni või kuni kvaliteet muutub stabiilseks pärast seda, kui kvaliteedieesmärk on saavutanud tõstetingimused. Kui materjalid, ehitusmeetodid, ja seadmeid vahetatakse tehniliste muudatuste käigus, esialgne vooluaja periood määratakse nende tähtsuse alusel. Sellel perioodil, kvaliteedi ja tarnimise tagamiseks viiakse läbi rida juhtimist.
06 Järeldus
Uute toodete arendamisel, kui tooteprotsessi ei määrata varajases staadiumis, ei ole valitud sobivaid materjale ja seadmeid, ja piisavat kontrollitööd ei tehta, see põhjustab hilisemale masstootmisele suuri kahjusid. Juhtmestiku jooniste analüüs on juhtmekimbu töötlemisel põhiline ja kriitiline ülesanne.
Seetõttu, joonise analüüsi täpsus ja efektiivsus on väga olulised, ja see mõjutab otseselt toote maksumuse koostist, näiteks millised standardmaterjalid, standardsed osad, ja töötundide arvestust kasutatakse. Juhtmete kulude mõistlik kontroll muudab juhtmestiku kulude analüüsi läbipaistvamaks ja ratsionaalsemaks. Seetõttu, arendusprotsessi käigus, teostatakse mõistlik kulude optimeerimine, osade ja komponentide asendamiseks ja lokaliseerimiseks viiakse läbi asjakohased katsed, mis aitab kaasa tootekulude kokkuhoiule.
R&D protsess, tootmisprotsessi eelkäijana, peab alati kaaluma, kuidas disainitud tooteid saab masstootma. Rõhutab harmooniat kliendi ettepanekute ja tootmisprotsessi vahel (eesmärk on saavutada lahja tootmine), seega pööratakse rohkem tähelepanu vastava personali osalemisele tootmisprotsessis.