 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Å designe krympepunkter for tilkobling av ledningsnett innebærer å velge passende krympeterminaler og sikre riktige krympeteknikker for å skape pålitelige og sikre forbindelser. Denne prosessen inkluderer å velge riktig terminaltype for den spesifikke trådmåleren og applikasjonen, ved hjelp av et egnet krympeverktøy, og verifisere kvaliteten på krympen for å forhindre problemer som shorts eller svake forbindelser.
Design krympepunkter for tilkobling av ledningsnett
1. Terminalvalg:
Trådmåler:
Størrelsen på ledningen (American Wire Gauge eller AWG) dikterer krympeterminalens størrelse og type.
Terminal Type:
Vanlige terminaltyper inkluderer ringterminaler, spadeterminaler, og rumpekoblinger. Ringterminaler festes til skruer eller bolter, spadeterminaler har en gaffelform, og butt-kontakter forbinder to ledninger.
Materiale og finish:
Vurder materialer som kobber eller messing og overflater som tinnbelegg for korrosjonsbestandighet og lav motstand.
Isolasjon:
Terminaler kan ha isolasjon, gir beskyttelse og enkel tilkobling.
2. Krympeprosess:
Klargjør ledningen:
Strip isolasjon fra trådenden til riktig lengde, sikre at ingen tråder blir ødelagt.
Velg et krympeverktøy:
Velg et verktøy som passer for terminaltypen og trådmåleren.
Plasser krympen:
Sett ledningen og terminalen inn i krympeverktøyet, sikre riktig plassering.
Krymping:
Bruk tilstrekkelig kraft for å lage en sikker krympe, følge verktøyets instruksjoner.
Bekreftelse:
Sjekk krympekvaliteten ved å måle crimphøyde, sjekke for riktig isolasjonsgjennomtrengning, og verifisere tilkoblingens holdbarhet.
3. Kvalitetskontroll:
Krympehøyde: En bestemt høyde er nødvendig for riktig isolasjonsgjennomtrengning og wiregrep.
Trådgjennomtrengning: Sørg for at terminalens løp penetrerer ledningstrådene helt.
Vibrasjonstesting: Utsett krympede koblinger for vibrasjon for å sjekke om de løsner eller brekker.
Strekkstyrke: Sjekk den krympede forbindelsens motstand mot trekkkrefter.
4. Designhensyn:
Koblingstype: Velg kontakter som passer til trådmåler og terminaltype.
Kretsetetthet og -størrelse: Vurder antall ledninger og kontaktens totale størrelse.
Miljøfaktorer: Ta hensyn til faktorer som temperatur, fuktighet, og vibrasjon.
Standarder og sertifiseringer: Sikre samsvar med relevante industristandarder.
5. Automatisert krymping:
Automatiserte maskiner:
Bruk maskiner for repeterende krympeoppgaver for å sikre konsistens og effektivitet.
Automatiseringsfordeler:
Reduser manuelle feil, øke produksjonshastigheten, og opprettholde jevn krympekvalitet.
Tilkobling Sele krympepunkt, også kalt piercingpunkt, kontaktpunkt, skjøtepunkt. Utformingen av krympepunktet har stor innvirkning på stabiliteten til kjøretøyets elektriske funksjoner og kostnadene for ledningsnettet. Denne artikkelen diskuterer utformingen av krympepunkter.
Definisjon av krympepunkt:
Krympepunktet for ledningsnettet refererer til tilkoblingspunktet hvor mer enn 2 ledninger i ledningsnettet er hengslet.
Som vist i figuren nedenfor, dette krympepunktet (Sp) består av tråd 1, Metalltråd 2, og Wire 3. De 3 ledninger er koblet til hverandre inne i selen. Det hengslede koblingspunktet til de tre ledningene inne i selen er krympepunktet, også kalt skjøtepunktet, og selens piercingspunkt.
Type krympepunkt
Skjøtepunkter for ledningsnett for biler, Vanlige metoder inkluderer ultralydsveising, U-formet terminalpressing, osv.
Ultralydsveising
Prinsippet for ultrasonisk metallsveising er å bruke vibrasjonsenergi ved ultralydfrekvens (20-40kHz) å overføre vibrasjonsbølger til overflatene til to metallgjenstander som må sveises. Under statisk trykk, de to metalloverflatene gnis mot hverandre, og danner dermed en fusjon mellom de molekylære lagene.
Som vist i figuren over, de 50/60 Hz strøm omdannes til 15, 20, 30 eller 40 KHz elektrisk energi fra en ultralydgenerator. Den konverterte høyfrekvente elektriske energien omdannes igjen til mekanisk bevegelse med samme frekvens gjennom svingeren, og deretter overføres den mekaniske bevegelsen til sveisehodet gjennom et sett med hornenheter som kan endre amplituden. Sveisehodet overfører den mottatte vibrasjonsenergien til skjøten til arbeidsstykket som skal sveises. I dette området, vibrasjonsenergien omdannes til varmeenergi gjennom friksjon, smelte metallet.
Ultralydsveising kan brukes til å sammenføye både identiske materialer og forskjellige materialer, som kobber og aluminium. Fordi metallene er sveiset direkte sammen, ingen tilleggsmaterialer som hylser, loddetinn, eller fluks er nødvendig. I tillegg, ultralydsveising gir lav termisk belastning på delene (sveisetemperaturen er mye lavere enn delenes smeltepunkt), så egenskapene til selve det sveisede materialet og egenskapene til omkringliggende materialer endres ikke. Hvis isolasjonshylsen forblir intakt.
Hvordan lodde & Krympe billedninger
Ultralydsveisestandarder
Den mest autoritative sveisestandarden SAE/USCAR-38 i fellesskap utstedt av American Society of Automotive Engineers og United States Automobile Survey Committee. En omfattende definisjon av ultralydsveiseprosessen mellom bilkabler og terminaler gir en viktig referanse for bransjespesifikasjoner.
Fordeler og ulemper med ultralydsveising:
Fordelene med denne metoden er høy hastighet, energisparing, høy fusjonsstyrke, god ledningsevne, ingen gnister, nær kaldbehandling, høy effektivitet, god ledningsevne, miljøvern og sikkerhet. Det er utviklingstrenden for ledningsnettkontakter.
Ulempene er at metalldelene som skal sveises ikke kan være for tykke (generelt mindre enn eller lik 5 mm), loddeforbindelsene kan ikke være for store, og trykk kreves. Sveiseutstyrspriser og vedlikeholdskostnader er relativt høye.
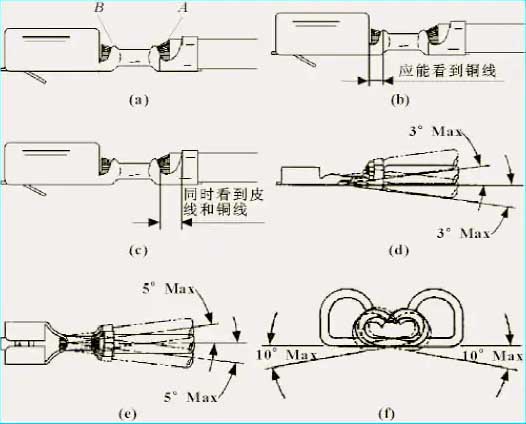
U-formet terminalpressing
Krymping er en prosess som påfører trykk på kontaktområdet mellom ledninger og terminaler for å danne en tett forbindelse. Under krympingsprosessen, lederen klemmes av hylsen og deformeres i både lengde- og bredderetning, danner en kald sveis. Den originale oksidfilmen på overflaten av lederen og hylsen er deformert og ødelagt, lederen og den rene metalloverflaten til terminalhylsen er i full og nær kontakt, og mikrobevegelser oppstår under ekstruderings- og deformasjonsprosessen.
Fysisk og jevn krymping av kobbertråder til ledninger gjennom U-formede terminaler er en vanlig kontaktmetode for tiden. Det U-formede klemmediagrammet er vist i figuren nedenfor.
Figur U-formet klemmediagram
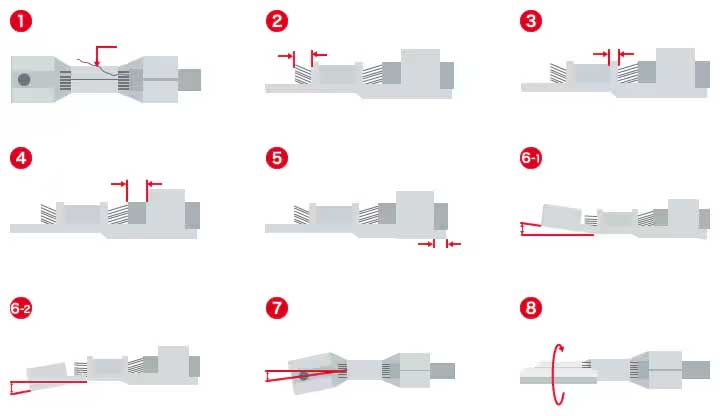
U-formet terminalkrympestandard
USCAR-standarden er en spesialisert koblingsstandard, og USCAR 21 er en ytelsesspesifikasjon for terminal krymping. En omfattende definisjon av krympeprosessen for ledningsnettet for biler er gitt, gir en viktig referanse for bransjespesifikasjoner.
U-formet terminal krymping fordeler og ulemper:
Fordelene med denne metoden er enkel betjening, høy effektivitet, god ledningsevne, og billigere krympeutstyr og U-formede terminaler;
Ulempen er den sammenlignet med ultralydsveising, det krever bruk av krympematerialer og øker vekten.
Valg av plassering av krympepunktet:
Plasseringen av krympepunktet er ikke bare relatert til kostnaden for ledningsnettet, men også kvaliteten på ledningsnettet. Urimelig skjøtedesign vil ikke bare øke kostnadene for ledningsnettet, men også øke vekten på ledningsnettet, og kan også forårsake monteringsvansker og andre problemer.
Velg et sted hvor ledningsnettet er relativt stabilt. Ikke velg bevegelige deler eller steder med større interferens.
Ordne krympepunktet nær skjæringspunktet mellom hver signallinje og stammen, som effektivt kan redusere ledninger og spare kostnader.
3. Valg av kontaktplasseringer for å unngå loopback-seler. Spesielt i det våte området, det er returseler, som ikke bidrar til skjøtepunktforsegling.
Unngå vanlig press på mer enn 10 ledninger på samme krympepunkt. En gang mer enn 10 ledninger presses sammen, ekstra krympepunkter må angis.
For samme krympepunkt, diameteren på minimum ledningsdiameter kan ikke være mindre enn 10% av summen av ledningsdiametrene til alle ledningene ved krympepunktet.
6. Summen av tråddiametrene på venstre og høyre side av krympepunktet bør være så lik som mulig, og den minste bør ikke være mindre enn 50% av den andre siden.
7. Tråddiameteren til minste tråddiameter ved krympepunktet bør være så stor som 16% av maksimal tråddiameter ved krympepunktet.
8. Når en ledning forbinder to krympepunkter, avstanden mellom de to krympepunktene skal ikke være mindre enn 150 mm. På bildet under, avstanden mellom SP1 og SP2 er større enn 150 mm.
Avstanden mellom krympepunktet og forgreningspunktet, spenne/slips må være større enn 50 mm, og avstanden mellom kontaktene bør også være større enn 50 mm (bortsett fra bokslinjen), slik at man effektivt unngår kontakt mellom kontakter.
Krympepunktbeskyttelse
Hvis beskyttelsen av ledningsnettets kontakter er urimelig, isolasjonen ved ledningsnettkontaktene kan være punktert, eller vann kan komme inn i kontaktene, forårsaker kortslutningsfeil.
Generelt sett, fordelingen av bilkontakter er delt inn i to kategorier: tørt område og vått område. Kontakter i det tørre området må beskyttes med spesiell tape; kontakter i det våte området må beskyttes med limholdig varmekrympeslange eller butyllim for å oppnå en vanntett forseglingseffekt.
Som vist i figuren over, området under vadelinjen kalles våtområdet, og resten utenfor avfuktingsområdet er det tørre området.
Oppsummer:
Denne artikkelen introduserer systematisk definisjonen, klassifikasjon, plasseringsvalg og beskyttelse av krympepunkter. Når du driver med layoutdesign og prinsippdesign, du må være oppmerksom på krympepunktene. Hvis du raskt vil forbedre ledningsnettets designmuligheter for biler, vær oppmerksom på ledningsnettkursene til YAXUN ledningsnettingeniører.