 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
புதிய தயாரிப்பு மேம்பாட்டு செயல்பாட்டில் வயரிங் சேணம் சட்டசபை பின்வரும் கட்டமைக்கப்பட்ட செயல்முறையைப் பின்பற்ற வேண்டும், வடிவமைப்பு திட்டமிடலை ஒருங்கிணைத்தல், செயல்முறை செயல்படுத்தல் மற்றும் தர சரிபார்ப்பு:
1. ஆரம்ப வடிவமைப்பு மற்றும் மேம்பாடு
தேவை பகுப்பாய்வு மற்றும் வரைதல் வடிவமைப்பு
மின் அளவுருக்களை தீர்மானிக்கவும், தயாரிப்பு செயல்பாட்டுத் தேவைகளின் அடிப்படையில் வயரிங் சேனலின் பரிமாணங்கள் மற்றும் நிறுவல் இடம், இரு பரிமாண/முப்பரிமாண வரைபடங்களை வரைய தொழில்முறை மென்பொருளைப் பயன்படுத்தவும், மற்றும் கம்பி விவரக்குறிப்புகளை தெளிவுபடுத்தவும், இணைப்பு உறவுகள் மற்றும் திசைகள்.
மாதிரிகளை உருவாக்கி, மின் செயல்திறன் மூலம் வடிவமைப்பின் பகுத்தறிவை சரிபார்க்கவும், இயந்திர வலிமை மற்றும் சுற்றுச்சூழல் தகவமைப்பு சோதனைகள்.
மின்சாரம் மற்றும் அதனுடன் தொடர்புடைய தயாரிப்புகள் மூலம் சீனாவில் சிறந்த விலையில் வயர் ஹார்னஸ் அசெம்பிளிகள்
தயாரிப்புக்குத் தேவையான மின் இணைப்புகளை வரையறுக்கவும், கம்பி வகைகள் உட்பட, இணைப்பு தேவைகள், மற்றும் சுற்றுச்சூழல் நிலைமைகள்.
ஒரு திட்டத்தை உருவாக்கவும்:
சேனலின் அமைப்பு மற்றும் இணைப்புகளை காட்சிப்படுத்தும் வயரிங் வரைபடத்தை உருவாக்கவும்.
கூறுகளைத் தேர்ந்தெடுக்கவும்:
பொருத்தமான கம்பிகளைத் தேர்ந்தெடுக்கவும், இணைப்பிகள், டெர்மினல்கள், மற்றும் பாதுகாப்பு பொருட்கள்.
சேணம் வெளியே போடவும்:
கம்பிகள் மற்றும் கூறுகளின் உடல் அமைப்பை திட்டமிடுங்கள், இடக் கட்டுப்பாடுகள் மற்றும் அசெம்பிளின் எளிமை ஆகியவற்றைக் கருத்தில் கொண்டு.
பொருள் திட்டமிடல் மற்றும் கொள்முதல்
வயரிங் சேணம் பொருட்களை அடையாளம் காணவும் (கம்பிகள், இணைப்பிகள், காப்பு சட்டைகள், முதலியன.), மூலப்பொருட்களின் விநியோகத்தை உறுதிசெய்ய சப்ளையர் ஆதார நூலகத்தை நிறுவுதல்.
சிறப்பு காட்சிகள் (உயர் மின்னழுத்த வயரிங் சேணம் போன்றவை) உயர்-வெப்பநிலை/உயர் மின்னழுத்த கம்பிகள் மற்றும் சுடர்-தடுப்பு இன்சுலேடிங் பொருட்கள் பயன்படுத்த வேண்டும்.
2. சட்டசபை மற்றும் செயலாக்க செயல்முறை
துணை பொருள் எண் உற்பத்தி
அளவு விலகல் காரணமாக கழிவுகளைத் தவிர்க்க, பொருத்துதல் தட்டுக்கு ஏற்ப கம்பிகளை துல்லியமாக வெட்டுங்கள், மற்றும் முடிந்த பிறகு மின் சோதனை மற்றும் முழு ஆய்வு செய்யவும்.
வயரிங் மற்றும் பிளக்கிங்
வரைதல் பகிர்வுகளின்படி துணைப் பொருள் எண்களை சாய்க்கவும், மற்றும் ஒற்றை பகுதியின் வயரிங் வரிசையை முதலில் பின்பற்றவும், குறுக்கு பகுதி இரண்டாவது, முதலில் எளிமையானது, மற்றும் சிக்கலான இரண்டாவது. பின்னைச் செருகும் போது, முனையம் இணைப்பியுடன் பொருந்துகிறது என்பதை உறுதிப்படுத்தவும், மற்றும் குறுக்கு பகுதி கம்பிகள் பொருத்தமான நீளத்தை ஒதுக்க வேண்டும்.
பிணைத்தல் மற்றும் சரிசெய்தல்
கம்பிகளை பிணைக்க கேபிள் டைகள் அல்லது டேப்களைப் பயன்படுத்தவும். தொடக்க புள்ளி இரட்டை கம்பி நிலையில் தேர்ந்தெடுக்கப்பட்டது. கம்பி பிணைப்பு சுழல்களுக்கு இடையிலான இடைவெளி சுமார் 25 மிமீ ஆகும். முடிவு 10 மிமீக்கு ஒதுக்கப்பட்டு, தளர்த்தப்படுவதைத் தடுக்க கட்டப்பட்டுள்ளது.
லேபிளிங் மற்றும் குறிக்கும்: அடையாளம் மற்றும் கண்டறியும் தன்மைக்காக சேணம் மற்றும் தனிப்பட்ட கம்பிகளை லேபிளிடுங்கள்.
பேக்கேஜிங்: ஏற்றுமதி மற்றும் சேமிப்பிற்காக முடிக்கப்பட்ட சேனலை தயார் செய்யவும்.
இந்த வழிமுறைகளைப் பின்பற்றுவதன் மூலம், கம்பி சேணங்கள் வடிவமைக்கப்பட்டுள்ளன என்பதை உற்பத்தியாளர்கள் உறுதிசெய்ய முடியும், கூடியிருந்தனர், மற்றும் புதிய தயாரிப்புகளின் குறிப்பிட்ட தேவைகளை பூர்த்தி செய்ய சோதிக்கப்பட்டது, இதன் விளைவாக நம்பகமான மற்றும் திறமையான மின் இணைப்புகள்.

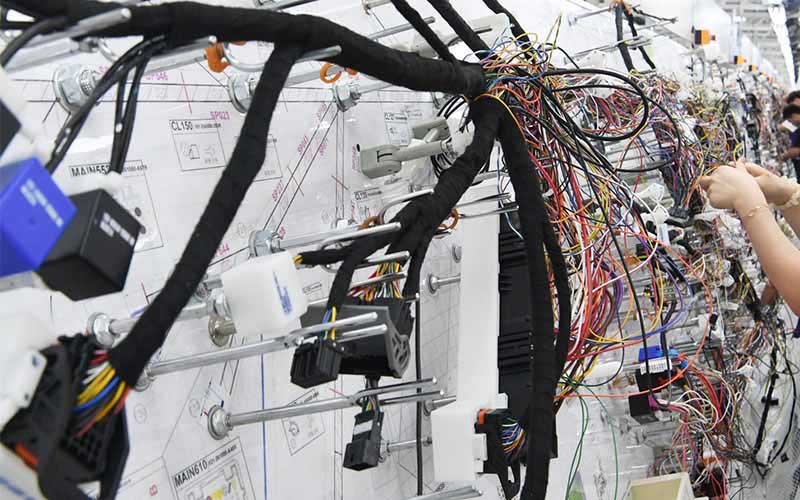
மிகவும் மேம்பட்ட கம்பி சேணம் வடிவமைப்பு மற்றும் சட்டசபை பட்டறை
3. தர சரிபார்ப்பு இணைப்பு
மின் அளவீடு மற்றும் செயல்பாட்டு சோதனை
கடத்தலைச் செய்ய தானியங்கி உபகரணங்களைப் பயன்படுத்தவும், மின்னழுத்த சோதனைகளை காப்பு மற்றும் தாங்கும், மற்றும் ஒரே நேரத்தில் டெர்மினல் கிரிம்பிங் தரத்தை கண்காணிக்கவும் (அழுத்தம் அமைப்பு சோதனை போன்றவை).
சோதனைத் திட்டம் செயல்படுத்தப்படுவதற்கு முன், சிக்கலான வயரிங் சேணம் PE/QE ஆல் உறுதிப்படுத்தப்பட வேண்டும்.
முழு ஆய்வு மற்றும் கிடங்கு
முனைய சகிப்புத்தன்மையை சரிபார்க்கவும், கம்பி பிணைப்பு சீரான தன்மை மற்றும் கூறு சட்டசபை சரியானது. வெப்ப சுருக்கக் குழாய் மஞ்சள் நிறமாகவோ அல்லது சேதமடையவோ கூடாது.
OQC பரிசோதனையில் தேர்ச்சி பெற்ற பிறகு, இது IPC-620 மற்றும் RoHS தரநிலைகளுக்கு இணங்குவதை உறுதி செய்வதற்காக சேமிப்பகத்தில் வைக்கப்பட்டுள்ளது.
4. செயல்முறை தேர்வுமுறை திசை
அறிவார்ந்த உற்பத்தி உபகரணங்களை அறிமுகப்படுத்துங்கள் (இயந்திர பார்வை பொருத்துதல் போன்றவை, சர்வோ கட்டுப்பாட்டு அமைப்பு) ஆட்டோமேஷன் விகிதத்தை மேம்படுத்த மற்றும் கைமுறை தலையீட்டைக் குறைக்க. வளர்ச்சி சுழற்சிகளைக் குறைப்பதற்காக லீன் மேலாண்மை மூலம் வயரிங் பாதைகள் மற்றும் பொருள் ஓட்ட செயல்திறனை மேம்படுத்தவும்.
பல இணைப்பு ஒத்துழைப்பு மற்றும் கண்டிப்பான சரிபார்ப்பு மூலம் புதிய தயாரிப்பு மேம்பாட்டில் வயரிங் சேணங்களின் அதிக நம்பகத்தன்மை மற்றும் செயல்முறைத் தடயத்தை இந்த செயல்முறை உறுதி செய்கிறது..
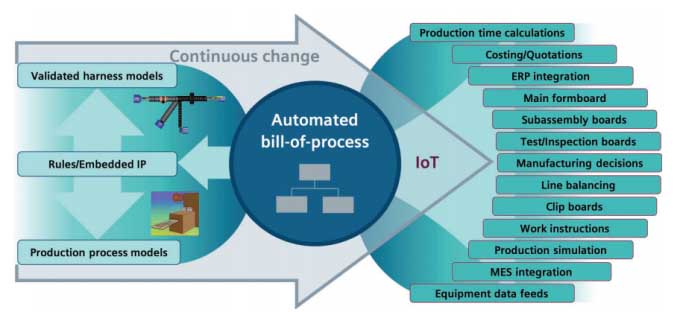
வயர் ஹார்னஸ் அசெம்பிளி செயல்முறையின் அதிநவீன
வாகன வயரிங் சேணங்களுக்கான புதிய தயாரிப்பு மேம்பாட்டு செயல்முறை என்ன? இந்த கட்டுரையில், வயரிங் சேணம் பொறியாளர்கள் முக்கியமாக வயரிங் சேணம் தொழிற்சாலையின் கண்ணோட்டத்தில் வாகன வயரிங் சேணம் துறையில் திட்ட மேலாண்மை பற்றி பேசுகிறார்கள். கம்பி சேணம் தயாரிப்பு மேம்பாட்டு செயல்முறையை துல்லியமாகப் புரிந்துகொள்வது, உலகளாவிய கண்ணோட்டத்தில் கம்பி சேணம் தயாரிப்புகளின் வடிவமைப்பு மற்றும் மேம்பாட்டைப் புரிந்துகொள்ள உதவுகிறது..
01. முன்னுரை: வாகன வயரிங் சேணம் துறையில் திட்ட மேலாண்மை, வயரிங் சேணம் தயாரிப்பு மேம்பாட்டு செயல்முறையை துல்லியமாகப் புரிந்துகொள்வது உலகளாவிய கண்ணோட்டத்தில் வயரிங் சேணம் தயாரிப்புகளின் வடிவமைப்பு மற்றும் மேம்பாட்டைப் புரிந்துகொள்ள உதவுகிறது..
இன்று உலகளாவிய வணிகம் மற்றும் பொருளாதார சூழல் வேகமாக மாறிவரும் ஒரு சகாப்தம் மற்றும் சந்தை போட்டி பெருகிய முறையில் கடுமையானதாகி வருகிறது.. புதிய தயாரிப்புகளின் வளர்ச்சி நேரடியாக ஒரு நிறுவனத்தின் உயிர்வாழ்வோடு தொடர்புடையது, குறிப்பாக ஆட்டோமொபைல் துறையின் தொடர்ச்சியான வீழ்ச்சியின் பின்னணியில். எனவே, ஒரு வளர்ச்சித் திட்டத்தை எவ்வாறு சிறப்பாகச் செயல்படுத்துவது, அதன் மூலம் நிறுவனம் நிலையான வளர்ச்சியை அடைய முடியும் என்பது மிக முக்கியமான பிரச்சினை.
அனைவருக்கும் வணக்கம், இது நான் நீண்ட நாட்களாக உங்களுடன் பகிர்ந்து கொள்ள விரும்பிய ஒன்று. ஒருபுறம், ஆசிரியர் தொழில்நுட்ப பின்னணியில் இருந்து வந்தவர், எனவே அவரது தொழில் வாழ்க்கையின் பெரும்பகுதி கைவினைத் தொழிலில் செலவிடப்பட்டது, ஆராய்ச்சி மற்றும் மேம்பாடு, திட்டங்கள், போன்றவை. மறுபுறம், முன்-இறுதியில் புதிய தயாரிப்பு மேம்பாட்டு செயல்முறையிலிருந்து கழிவுகளை நீக்குவது மெலிந்த நடைமுறைகளுடன் மிகவும் ஒத்துப்போகிறது. தனிப்பட்ட பணி அனுபவத்தின் அடிப்படையில் (வயரிங் சேணம் உற்பத்தியாளரின் கண்ணோட்டத்தில்), வாகன வயரிங் சேணம் துறையில் திட்ட மேலாண்மை பற்றி பேசலாம். கம்பி சேணம் தயாரிப்பு மேம்பாட்டு செயல்முறையை துல்லியமாகப் புரிந்துகொள்வது, உலகளாவிய கண்ணோட்டத்தில் கம்பி சேணம் தயாரிப்புகளின் வடிவமைப்பு மற்றும் மேம்பாட்டைப் புரிந்துகொள்ள உதவுகிறது..
02 RFQ விசாரணை
1. புதிய தயாரிப்பு பொருள் அடையாளம்: சப்ளையர் இணையதளத்தை வினவவும் மற்றும் "சப்ளையர் இணையதள இணைப்பை" பயன்படுத்தவும், கீழே காட்டப்பட்டுள்ளபடி.
கம்பி சேணம் பொருள் கலவை: கம்பிகளின் வகைப்பாடு மற்றும் அடையாளம், உறைகள், டெர்மினல்கள், குழல்களை, போன்றவை. அரிய பொருட்களை ஆன்லைனில் கண்டுபிடிக்க முடியாத நிகழ்வுகளும் உள்ளன. இந்த நேரத்தில், வயரிங் சேணம் தொடர்பான குழுக்களில் நீங்கள் உதவி கேட்கலாம். நிச்சயமாக, வார நாட்களில் சில சப்ளையர் ஆதாரங்களையும் நீங்கள் உருவாக்கலாம், மேலும் அவசரநிலைகளுக்கு ஒரு தரவுத்தளத்தை உருவாக்கவும்.
2. மேற்கோள் தயாரிப்பு: சர்க்யூட் டேபிளை உருவாக்க எக்செல் மென்பொருளைப் பயன்படுத்தவும்
சிறப்பு கவனம்: வளைய அட்டவணை: கலங்களில் உள்ளடக்கம் இருக்க வேண்டும், போன்றவை: புத்தகம், இரட்டை யூனியன் Vlookup, சுமிஃப், கவுண்டிஃப், கணித செயல்பாடு சூத்திரங்களில் தேர்ச்சி,
3. BOM அட்டவணையை நிறுவுதல் மற்றும் மேம்படுத்துதல்
உற்பத்தி திட்டமிடல் துறையானது செயல்முறைத் துறையால் நிறுவப்பட்ட BOM அட்டவணையை பட்டறை உற்பத்திக்குத் தேவையான பொருட்களாக சிதைக்கிறது, பின்னர் உற்பத்திக்குத் தேவையான பொருட்களை உருவாக்க வழங்கப்படும் ஒவ்வொரு நிலையான வாகன மாதிரியின் செயல்முறை ஒதுக்கீட்டையும் சேர்க்கிறது.
உற்பத்தியின் போது நிறுவுதல் மற்றும் பராமரிப்பு
அனைத்து உற்பத்தி செயல்முறைகளையும் சராசரி மற்றும் சமநிலைப்படுத்துதல், ஒவ்வொரு செயல்முறையின் பணிச்சுமையையும் சரிசெய்யவும், ஒவ்வொரு செயல்முறையின் வேலை நேரத்தை முடிந்தவரை ஒத்ததாக ஆக்குங்கள், மேலும் ஒவ்வொரு செயல்முறைக்கும் இடையே வேலை நேரத்தை முடிந்தவரை சமப்படுத்தவும்.03 செயல்முறை பாதை திட்டமிடல்
1. வரைதல் பகுப்பாய்வு
① தேர்வு மற்றும் தயாரிப்பு அட்டவணை, ② லூப் கம்பி தயாரிப்பு அட்டவணை, ③ வயர் சேணம் திசை அமைப்பு வரைபடம்.
2. செயல்முறை கோப்பு வெளியீடு
① அடிப்படை தரவு புள்ளிவிவரங்கள்
லூப் தகவல்: லூப்-பை-லூப் புள்ளிவிவரங்கள், கம்பி வகை, கம்பி நீளம், கம்பி பொருள், டெர்மினல்கள் மற்றும் சீல் பிளக்குகள்.
படிகள்: முடிக்கப்பட்ட தயாரிப்பு வரைபடத்தின் ஒவ்வொரு உறையையும் இடமிருந்து வலமாகவும் மேலிருந்து கீழாகவும் வரிசையாக எண்ணுங்கள், Z1 எண்களில் காட்டப்பட்டுள்ளது, Z2, Z3, முதலியன.;
②சர்க்யூட் டேபிள் தயாரிப்பு
A. நேர் கோடுகள் மற்றும் வயரிங் இடையே வேறுபாடு
பி. சுற்று அட்டவணையில் வெளிப்படுத்த வேண்டிய தகவல், இரு முனைகளிலும் தலைப்புகளை அகற்றுதல், முன் குறிப்புகள், இரட்டை இணைகள், டெர்மினல்கள், போன்றவை.
அகற்றுதல் மற்றும் வயரிங் ஆகியவற்றின் வெளிப்பாடு, இரட்டை இணையான வெளிப்பாடு
சி. வரி நீளம் கணக்கீடு
தொடு நீளம் = அடிப்படை நீளம் + துணை நீளம் + சுரங்க நீளம்
அடிப்படை நீளம் = ஒன்று அல்லது இரண்டு உறை வேர்களுக்கு இடையே உள்ள ஒரே சுற்றுகளின் பரிமாணங்களின் கூட்டுத்தொகை அல்லது ஒரு உறை வேரில் இருந்து நடுப்பகுதி வரையிலான பரிமாணங்களின் கூட்டுத்தொகை.
டி. வயரிங் சேணம் நீளம் சகிப்புத்தன்மை கருதுகின்றனர்
③ வயரிங் வரைபடம் தயாரிப்பு
A. வயரிங் உறவுகளின் வெளிப்பாடு, இணைப்பு மற்றும் நோக்குநிலை;
பி. டெர்மினல் தேர்வு விதிகள் (வெவ்வேறு கம்பி விட்டம் வெவ்வேறு டெர்மினல்களுக்கு ஒத்திருக்கிறது);
சி. கவச கம்பிகளை எப்படி வரைய வேண்டும்;
டி. தொடர்பு அமைப்புகள் நியாயமானவை;
④ முன் நிறுவல் படங்களை உருவாக்கவும்
A. அனைத்து நேர் கோடுகளும் ஏற்பாடு செய்யப்பட்டு முன் கூட்டப்பட்டவை;
பி. எளிய வயரிங் ஏற்பாடு முன்கூட்டியே கூடியது (ஒரு தனி கிளையின் ஒரு முனையை ஏற்பாடு செய்யுங்கள்) மற்றும் சிக்கலான ஏற்பாடு தேவையில்லை;
சி. ஒற்றை-துளை உறை முன்கூட்டியே கூடியிருக்க ஏற்பாடு செய்யப்பட்டுள்ளது;
டி. முனையம் செருகுவது கடினம் மற்றும் உறை செயல்படுவது சிக்கலாக இருந்தால், முடிந்தவரை பல சுற்றுகளை ஏற்பாடு செய்ய முயற்சிக்கவும்;
ஈ. லாக் பீஸ் மற்றும் லாக் கொக்கி கொண்ட உறை பூட்டு கொக்கியுடன் அல்லது இல்லாமலே நிறுவப்பட்டுள்ளது என்பதை நினைவில் கொள்ளவும்;
எஃப். கிளைகளுக்கு மூடிய நெளி குழாய்களின் பயன்பாடு முன்-அசெம்பிளி வரைபடத்தில் பிரதிபலிக்கிறது. ரப்பர் பாகங்கள் மற்றும் அடைப்புக்குறிகளை முதலில் போட வேண்டும் என்றால், ஒரு நினைவூட்டல் சேர்க்கப்பட வேண்டும்;
ஜி. பார்வை திசையின் விளக்கம் முன் நிறுவல் வரைபடத்துடன் இணைக்கப்பட்டுள்ளது;
எச். இழுத்தல் முறையின் விளக்கத்தைத் தவிர்க்க முடியாது;
முதன்மை மற்றும் இரண்டாம் நிலை உறைகளின் தேர்வு: முதன்மை உறையாக அதிக சுற்றுகள் கொண்ட உறையைத் தேர்ந்தெடுக்க முயற்சிக்கவும். பல வயரிங் கிளைகள் இருந்தால், முன் நிறுவல் இல்லாமல் அவற்றை நேரடியாக கருவிப் பலகையில் செருகலாம்.
⑤ BOM பட்டியலை உருவாக்குதல் மற்றும் மேம்படுத்துதல்
1. வரைபடங்களின் அடிப்படையில், சுற்றுகளை பகுப்பாய்வு செய்யுங்கள், உறைகள், கடற்பாசிகள், முதலியன., மற்றும் குறைபாடுகள் சாத்தியம் குறைக்க வயரிங் சேணம் தயாரிப்பு ஒரு பொருள் பட்டியல் செய்ய;
2. "ஈஆர்பி இயக்க நடைமுறைகள்" ஐப் பார்க்கவும் மற்றும் பொருள் பட்டியலை ஈஆர்பி அமைப்பில் உள்ளிடவும்;
3. உள்ளீடு முடிந்ததும், மதிப்பாய்வுக்கு முன், புதிய தயாரிப்பு "BOM சரிபார்ப்பு நடைமுறை" படி முதல் முறையாக சரிபார்க்கப்படும். சரிபார்ப்பு ஆதரவு தகவலை வைத்து, BOM இன் மதிப்பாய்வுக்காக மதிப்பாய்வாளரிடம் சமர்ப்பிக்கவும்;
3. ERP அமைப்பின் BOM தணிக்கை அதிகாரம் கொண்ட தணிக்கையாளர்கள் தணிக்கைக்கு முன் சரிபார்ப்பு துணைப் பொருட்களை சரிபார்க்க வேண்டும்., மற்றும் அவை சரியானவை என்பதை உறுதிசெய்த பிறகு ERP அமைப்பை உள்ளிடவும். தணிக்கை செய்யப்பட வேண்டிய தயாரிப்புகளுக்கான தணிக்கை நடவடிக்கைகளை மேற்கொள்ளுங்கள்;
கம்பிகள், டெர்மினல்கள், உறைகள், அடைப்பு பிளக்குகள், பிளக்குகள், இறுகிய கால்கள், பூட்டு உறவுகள், கொக்கிகள், அடைப்புக்குறிகள், பல்வேறு குழாய்கள்.
தகுதி முத்திரை, ரப்பர் பாகங்கள் காப்பீட்டு அட்டை ஆரம்பம் முதல் இறுதி வரை எண்: செயல்பாட்டு வகை, உறை வகை. பாகங்கள், போன்றவை. உறுதி செய்ய வேண்டும் 100% செயல்பாட்டில் துல்லியம் மற்றும் உள்ளீடு BOM.
⑥ வரைதல் மற்றும் கருவி வரைபடங்களின் உற்பத்தி
கருவி வரைபடங்களை வரையும்போது, இடமிருந்து வலமாக வயரிங் தொடங்குவதே கொள்கை. ஆன்-சைட் வேலை மற்றும் சட்டசபையின் வசதியைக் கருத்தில் கொள்வதற்காக, கிளைக் கோடுகள் பொதுவாக முதல் மற்றும் நான்காவது குவாட்ரன்ட்களில் விநியோகிக்கப்படுகின்றன.
பணிச்சூழலியல் ரீதியாக வடிவமைக்கப்பட்டுள்ளது: மேல் பக்கத்தில் பலகையின் மையத்திற்கு அருகில், வளைக்கும் இயக்கங்களைக் குறைக்க கீழ் பக்கத்தில் குறைவான ஏற்பாட்டுடன்.
கருவிப் பலகையின் இடது பக்கத்திலிருந்து பிரதான வரியை அமைக்கத் தொடங்குங்கள். பிரதான வரியைத் திருப்ப வேண்டிய அவசியமில்லை என்ற கொள்கையின் அடிப்படையில், பொருத்தமான நீளத்துடன் காகிதம் மற்றும் கருவிப் பலகை விவரக்குறிப்புகளைத் தேர்ந்தெடுக்கவும். கிராபிக்ஸ், படங்கள், மற்றும் உரையை பொருத்துதல் நிறுவல் பகுதியிலிருந்து விலக்கி வைக்க வேண்டும்.
குறிப்பு: கருவி அமைப்பு மற்றும் பொருத்துதல் நிறுவலை பாதிக்காமல், உறை வரைபடம் மற்றும் பெயர் அளவில் பெரிதாக்கப்பட்டு, ஆபரேட்டரால் எளிதாகப் பார்க்க வண்ணம் குறிக்கப்படும்..
எளிதாக தேடும் வகையில் எண்கள் வரிசைப்படுத்தப்பட்டுள்ளன.
வரைதல் சட்டங்கள் போன்ற தொழில்நுட்ப தேவைகள், தொழில்நுட்ப தேவைகள், திருத்த வரலாறு, வடிவமைப்பு மாற்றங்கள், இயக்க புள்ளிகள், போன்றவை. தவிர்க்க முடியாது.
⑦ வேலை நிலையான புத்தகம் மற்றும் ஆய்வு நிலையான புத்தகம்
உற்பத்தி செயல்முறையின் தரம் மற்றும் பாதுகாப்பை உறுதி செய்வதற்காக உருவாக்கப்பட்ட பொருளுக்கான ஒரு குறிப்பிட்ட செயல்பாட்டு தரநிலை. வீட்டுப்பாடம் செயலின் ஆரம்பம் முதல் முடிவு வரை இருக்க வேண்டும், மேலும் நடுவில் உள்ள ஒவ்வொரு செயலையும் விரிவாக விளக்க வேண்டும்.
ஆட்டோமொபைல் வயரிங் சேணம் கட்டமைப்பின் கண்ணோட்டத்தில், உற்பத்தி செயல்முறை கைமுறை வேலையை பெரிதும் நம்பியுள்ளது, மற்றும் உற்பத்தி வடிவம் ஒரு உழைப்பு மிகுந்த நிறுவனமாகும். எனவே, ஒரு நல்ல வேலை அறிவுறுத்தல் புத்தகம் புரிந்து கொள்ள எளிதானது, படங்கள் மற்றும் உரைகளுடன், இது பணியாளர்கள் பணி விவரக்குறிப்புகளுக்கு இணங்கவும் காட்சி மேலாண்மை நோக்கங்களை அடையவும் உதவுகிறது.
வேலை வழிமுறைகளின் ஆரம்ப தயாரிப்புக்குப் பிறகு, உற்பத்தி செயல்முறையின் முன் தயாரிப்பு மதிப்பாய்வு, செயல்முறை வடிவமைப்பு குறைபாடுகளை முன்கூட்டியே கண்டறிந்து சரிசெய்வதற்கும், தொடர்ச்சியான தயாரிப்பு மேம்பாட்டிற்கான தேவைகளைப் பூர்த்தி செய்ய செயல்முறை மேம்பாட்டை மேம்படுத்துவதற்கும் மேற்கொள்ளப்படலாம்..
ஆய்வு தரநிலைகள்: திட்டத்தில் இருந்து குறைபாடுள்ள தயாரிப்புகள் அடுத்த திட்டத்திற்கு வருவதைத் தடுக்க நிகழ்த்தப்பட்ட ஆய்வு. அதன் உள்ளடக்கம் அடங்கும்: ஆய்வு பொருட்கள், வரையறைகள், முறைகள், அளவிடும் சாதனங்கள், அதிர்வெண், போன்றவை.
04 ஒவ்வொரு கட்டத்தின் வெளியீடு
1. நிரல் புத்தகத்தின் தேவைகளுக்கு இணங்க
"புதிய தயாரிப்பு மேம்பாட்டு செயல்முறை புத்தகம்"
A. புதிய தயாரிப்பு உற்பத்தி சாத்தியக்கூறு அறிக்கை
பி. APQP குழு உறுப்பினர்களின் உருவாக்கம்
சி. சுருக்கமான வடிவமைப்பு
டி. ஆரம்ப பொருள் பட்டியல்
ஈ. செயல்முறை ஓட்ட விளக்கப்படம்
எஃப். தயாரிப்பு உத்தரவாத திட்டம்
ஜி. தயாரிப்பு செயல்முறையின் சிறப்பு பண்புகளின் பட்டியல்
எச். செயல்முறை FMEA
I. PPAP தரவு சமர்ப்பிப்பு
2. கணினி உள்நுழைவு மற்றும் பயன்பாடு
ஒவ்வொரு நிலையிலும் படிவத்தின் பெயர் மற்றும் பட்டியலை வெளியிட வேண்டும். முழுமையான தொழில்நுட்ப வளர்ச்சி தரவு, உட்பட: வரைபடங்கள், சுற்று அட்டவணைகள், கருவி வரைபடங்கள், சட்டசபைக்கு முந்தைய வரைபடங்கள், BOM, வேலை தரநிலைகள், ஆய்வு படிவங்கள் மற்றும் பிற செயல்முறை ஓட்ட ஆவணங்கள்.
3. மூன்றாவது உற்பத்தி- மற்றும் நான்காவது நிலை வடிவங்கள்
இலக்கு: அனைத்து வடிவங்களும் உண்மையான நிலைமைகளின்படி செய்யப்படலாம்
05 ஆரம்ப ஓட்ட மேலாண்மை
புதிய தயாரிப்புகளின் வெகுஜன உற்பத்தியின் தொடக்கத்திலிருந்து மூன்று மாத வெகுஜன உற்பத்தி வரை அல்லது தர இலக்கு தூக்கும் நிலைமைகளை அடைந்த பிறகு தரம் நிலையானதாக மாறும் வரை இது பொருந்தும்.. போது பொருட்கள், கட்டுமான முறைகள், மற்றும் பொறியியல் மாற்றங்களின் போது உபகரணங்கள் மாற்றப்படுகின்றன, ஆரம்ப ஓட்டம் காலம் அவற்றின் முக்கியத்துவத்தின் அடிப்படையில் தீர்மானிக்கப்படும். இந்த காலகட்டத்தில், தரம் மற்றும் விநியோகத்தை உறுதிப்படுத்த ஒரு தொடர் மேலாண்மை மேற்கொள்ளப்படுகிறது.
06 முடிவு
புதிய தயாரிப்பு வளர்ச்சியில், தயாரிப்பு செயல்முறை ஆரம்ப கட்டத்தில் தீர்மானிக்கப்படவில்லை என்றால், பொருத்தமான பொருட்கள் மற்றும் உபகரணங்கள் தேர்ந்தெடுக்கப்படவில்லை, மற்றும் போதுமான சரிபார்ப்பு பணி செய்யப்படவில்லை, இது பிற்கால வெகுஜன உற்பத்திக்கு பெரும் இழப்பை ஏற்படுத்தும். கம்பி சேணம் வரைபடங்களின் பகுப்பாய்வு கம்பி சேணம் செயலாக்கத்தில் ஒரு அடிப்படை மற்றும் முக்கியமான பணியாகும்.
எனவே, வரைதல் பகுப்பாய்வின் துல்லியம் மற்றும் செயல்திறன் மிகவும் முக்கியமானது, மற்றும் உற்பத்தியின் விலை கலவையை நேரடியாக பாதிக்கும், என்ன நிலையான பொருட்கள் போன்றவை, நிலையான பாகங்கள், மற்றும் வேலை நேர மதிப்பீடுகள் பயன்படுத்தப்படுகின்றன. வயர் சேணம் செலவுகளின் நியாயமான கட்டுப்பாடு கம்பி சேணம் செலவு பகுப்பாய்வை மிகவும் வெளிப்படையானதாகவும் பகுத்தறிவுமிக்கதாகவும் ஆக்குகிறது.. எனவே, வளர்ச்சி செயல்பாட்டின் போது, நியாயமான செலவு மேம்படுத்தல் மேற்கொள்ளப்படுகிறது, மற்றும் பாகங்கள் மற்றும் கூறுகளின் தொடர்புடைய மாற்று மற்றும் உள்ளூர்மயமாக்கலை மேற்கொள்ள தொடர்புடைய சோதனை ஆர்ப்பாட்டங்கள் மேற்கொள்ளப்படுகின்றன, இது தயாரிப்பு செலவு சேமிப்புக்கு பங்களிக்கும்.
ஆர்&டி செயல்முறை, உற்பத்தி செயல்முறையின் முன்னோடியாக, வடிவமைக்கப்பட்ட தயாரிப்புகளை எவ்வாறு பெருமளவில் உற்பத்தி செய்ய முடியும் என்பதை எப்போதும் கருத்தில் கொள்ள வேண்டும். வாடிக்கையாளர் பரிந்துரைகளுக்கும் உற்பத்தி செயல்முறைக்கும் இடையே உள்ள இணக்கத்தை வலியுறுத்துகிறது (மெலிந்த உற்பத்தியை அடைவதே குறிக்கோள்), எனவே உற்பத்தி செயல்பாட்டில் தொடர்புடைய பணியாளர்களின் பங்கேற்புக்கு அதிக கவனம் செலுத்தப்படும்.