 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Ühendusjuhtmete projekteerimise ja tootmise arendamise põhipunktid
I. Disain ja arendus
Disainiprotsess
Nõuete analüüs: Selgitage elektrilisi parameetreid (näiteks 400A voolu kandevõime), füüsiline suurus (terminali tihedus suurenenud 30%) ja rakmete paigalduskoht, ja kohandada disaini koos sõiduki arhitektuuriga (nagu domeenikontroller).
Modulaarne disain: Võtke kasutusele platvormilahendused (nagu MX suur pistikute süsteem), integreerida toiteallikas, signaali edastamise ja soojuse hajumise funktsioonid, toetage kuuma ühendamist, et lühendada OTA uuendamise aega 70%.
Joonise väljund: Joonistage professionaalse tarkvara abil kolmemõõtmeline paigutusskeem, märkige traadi spetsifikatsioonid, pistikute tüübid ja kaitsenõuded, ning genereerida samaaegselt ahelatabel ja rakmete suunadiagramm.
Kohandatud traadi rakmete montaaži prototüübid ja tootmine
Võtmetehnoloogia
Elektromagnetilise ühilduvuse disain: Kasutage elektromagnetiliste häirete mahasurumiseks põimitud varjestatud traati ja varjestuskihiga pistikuid (ülekanne on kontrollitud alla -50dB).
Kõrge- ja madalpingejuhtmete kihiline või paralleelne paigutus, et vähendada kõrgepinge häireid madalpingesüsteemis.
Kõrgepingesüsteemi optimeerimine:
Kahe rajaga disain tagab alalisvoolu kõrgepingeahela stabiilsuse. Pistik peab vastama kõrgepinge takistuse nõuetele (näiteks 48V süsteem), kõrge kaitsetase ja silmuste blokeerimine.
Dünaamiline pingekompensatsiooni algoritm kontrollib toiteallika kõikumist ±0,5 V piires, et parandada süsteemi töökindlust.
Skeemi ja ühendusskeemi väljatöötamine:
Koostage üksikasjalikke skeeme ja ühendusskeeme, et määratleda komponentide koostoimed ja füüsilised ühendused.
Komponentide valik:
Valige sobivad juhtmed, pistikud, terminalid, ja isolatsioonimaterjalid vastavalt nõuetele.
Rakmete paigutuse disain:
Planeerige juhtmete füüsiline paigutus, pistikud, ja muud elemendid, ruumipiiranguid arvestades, marsruutimine, ja pingevabastus.
Prototüüpimine:
Ehitage prototüüp, et kinnitada disain ja teha vajalikud kohandused enne täismahus tootmist.
2. Tootmine ja arendus
Põhiprotsess
Tooraine valik:
Traat kasutab kõrgtemperatuurikindlat vasest või alumiiniumist südamikuga traati (nagu kõrgepinge juhtmestik uute energiasõidukite jaoks), ja pistik peab kohanema klemmi tiheduse ja voolunõuetega (nagu DF53 seeria 10A pideva vooluga).
Isolatsioonimaterjalil peab olema leegiaeglustus ja elektrolüüdikindlus (nagu TB4-seeria FPC-pistik).
Töötlemisprotsess:
Traadi lõikamine: Lõika vastavalt joonise täpsusele, ja tolerants peab vastama traadi pikkuse arvutamise standardile.
Klemmi pressimine: Kontaktikindluse tagamiseks kasutage täisautomaatset pressimisseadet <5mΩ.
Montaaži kaitse: Sisestage gofreeritud toru või voolik, kinnitage see kaablisidemega, ja lisage sildimärk.

Modulaarne juhtmestiku disain lihtsustab tootmist ja hooldust
Kvaliteedikontroll
Elektriline test:
Järjepidevuse test, et kontrollida avatud vooluringi, isolatsioonitakistuse test lekke tuvastamiseks, ja taluma pingetesti, et kontrollida stabiilsust kõrgepingekeskkonnas.
Biti veamäära test (nagu IT14 seeria hooldab 0.01% biti veamäär 85°C juures) tagab kiire signaaliedastuse usaldusväärsuse.
Mehaaniline ja keskkonnakatse:
Vibratsioon, soolapihustus ning kõrge ja madala temperatuuriga tsüklitestid, et tagada juhtmestiku vastupidavus ekstreemsetes töötingimustes.
Välimuse ülevaatus ei näita jäsemeid ega kahjustusi, ja kaitsematerjal on täielikult kaetud.
III. Tööstuse suundumused
Arukas integratsioon: Andurite liitmise kaudu (näiteks RNC teemüra andurid) ja algoritmid, saavutatakse müra vähendamise täpsus ±0,5 dB, ja energiatõhusus on optimeeritud.
Kerge ja tõhus: Modulaarne disain vähendab jooteühenduste ja juhtmestiku pikkust (nagu TB4 seeria vähendab montaažitunde võrra 70%), aidates vähendada sõiduki kaalu 12 kg võrra.
Ülaltoodud protsesse ja tehnoloogilisi uuendusi on kontrollitud selliste ettevõtete masstootmisprojektides nagu Molex ja Hirose Electric, hõlmates uusi energiasõidukeid, andmekeskused, ja humanoidrobotid.
Ühenduse rakmete arendamine hõlmab mitmeastmelist protsessi disainist kuni tootmiseni. See algab nõuete määratlemisega, skemaatilise loomine, komponentide valimine, ja siis rakmete füüsiliselt välja pannes. Tootmine hõlmab lõikamist, riisumine, juhtmete ühendamine, kokkupanek, ja valmistoote testimine.
Kinnitatakse lõplik ühendusjuhtme projekteerimise plaan:
Kontseptsioon: Enne ühendatud juhtmestike masstootmist, protsessiinsenerid peavad pärast töökohtade jagamist protsessimeetodit kontrollima (see tähendab, SOP ajal kasutatud protsessimeetod). Kinnitusprotsessi käigus tehakse kohandusi ja uuesti kontrollimisi, ja lõplik protsess on lõplik plaan.
Aeg plaan kindlaks määrata: PPAP etapi hilisemates etappides, enne ametlikku ülestõusu, protsessiinsenerid peavad lõpliku plaani viimistlema.
Määrake programmi eesmärk
1. Et tagada protsessi sujuv kulgemine ametliku käivitamise ajal. Taatlusprotsessi käigus avastatud probleeme saab lahendada võimalikult varakult ja need ei jää masstootmise käigus maha.
2. Masstootmise algfaasis suuri probleeme ega kitsaskohajaamu ei teki.
3. See võimaldab meeskonnal masstootmise lõpetada määratud aja jooksul, sujuvalt siseneda SOP etappi, ja ühendage sujuvalt kliendi SOP etapiga.
4. Veenduge, et masstootmisetapis toodetud juhtmestiku kvaliteet oleks terve.

Kohandatud tööstuslik & Meditsiinilised kontrolli rakmed
Ühendusjuhtmestiku lõpliku konstruktsiooni määramise kriteeriumid
A. Iga jaam töötab sujuvalt vastavalt protsessimeetodile. Niinimetatud sujuvus tähendab, et protsessi meetod töötab sujuvalt, ning inimesed ja inimesed ja masinad teevad omavahel vaikivat koostööd, ilma konfliktide ja ootamiseta. Konkreetsed standardid on järgmised:
Õige kokkupaneku järjekord
Juhtmestiku koostu kokkupanekuks, manuaalsed sammud on keerulised. Protsessi meetodi sõnastamisel, erilist tähelepanu tuleks pöörata kokkupaneku järjestusele. Kuigi operatsioonikaardi vastuvõtmisel on algselt kontrollitud kokkupaneku järjekorda, kui lõplik plaan on kindlaks määratud, kokkupaneku sisu ja järjekord tuleb veel uurida ja analüüsida, sest see töösisu tuleb tsükli aja jooksul lõpetada. Selles etapis, rohkem tähelepanu pööratakse operaatori toimingute üksikasjadele tööjaamas, näiteks kas võetud materjal on tööjärjekorraga kooskõlas, kas tööjaamas on mitme inimese töös konflikte, jne.
B. Iga jaama jaoks kuluv aeg juhtmestiku komplekti lõpuleviimiseks on tsükli sees. Nõuame, et oleks tõhus (lisandväärtust) iga tööjaama tööaeg ei pea jääma ainult tsükliaja sisse, kuid peab olema ka tsükliajale lõpmatult lähedal, et tagada operaatori efektiivsuse maksimeerimine. Tõhususe maksimeerimine tähendab efektiivsuse maksimeerimist (lisandväärtust) personali tööaeg määratud aja jooksul. Kontseptsioon hõlmab tõhusat, lisandväärtust loov tööaeg, mida konkreetselt mõistetakse järgmiselt:
Juhtmete juhtmestiku tootmisprotsessi toiminguteks, see jaguneb neljaks järgmiseks tüübiks:
1. Lisandväärtust loovad tegevused: tõhusad toimingud, juhtmestiku tootmiseks vajalikud toimingud, nagu klemmide sisestamine, ümbrislint, ja positsioneerimisosade paigaldamine. Need on komponentide kokkupanemisel vajalikud toimingud. Ilma nende operatsioonideta, juhtmestikku ei saa kokku panna.
2. Tegevused, mis ei lisa väärtust: See on, kehtetud toimingud, mittevajalikud toimingud juhtmeköidikute tootmiseks. Näiteks juhtmete sirgendamine, et vältida nende korralagedust; hoidke klemmide sisestamisel klemmid vales suunas; klemmide suuna reguleerimiseks on vaja juhtmeid pöörata, mahakukkunud materjalide korjamine, jne. Need toimingud on monteerimisel genereeritud lisatoimingud ja mõjutavad kokkupaneku aega. Need toimingud on toimingud, mille IE peab avastama ja kõrvaldama.
3. Ootan: see tähendab, oodates määratud aja jooksul. Ootamist on kahte tüüpi: üks on siis, kui töötaja on selles jaamas kõik tööd lõpetanud, aga taktiaeg pole veel kätte jõudnud ja pole midagi teha, mis näitab, et selle jaama töökoormus ei ole piisav. Teine on see, et töötajatel on vaja eelmisest töökohast läbitud liini, et selle töökoha töö lõpetada. Siiski, määratud ajal, eelmine tööjaam ei läbinud sissetulevat liini, mis näitab, et eelmises töökohas oli kitsaskoht ja töid ei saanud määratud aja jooksul lõpule viia ja järgmisse töökohta üle viia. Need ootamised on ka see, mida IE peab kõrvaldama.
Kõndige edasi-tagasi:
Kui töötajad tegutsevad, enne operatsiooni alustamist peavad nad liikuma punktist A punkti B; siiski, punktist A punkti B ületamise ajal toimingut ei tehta, ainult kõndides. Kõige tavalisem olukord on see, et üks töötaja juhib kahte töökohta, ja töötaja peab minema punktist A punkti B. Sellised liikumise ajad on samuti ebasoovitavad. Seetõttu, tööjaama paigutamisel, proovige ühele tööjaamale panna sisu, mida sama töötaja tööks vajab, või asetage tööjaama osad nii lähedale kui võimalik, et vältida edasi-tagasi liikumist.
Loodame täielikult ajastada töötajate lisandväärtust loovad toimingud piiratud tsükliaja jooksul ja veenduda, et see on teostatav lahenduse valmimise ajal.
C. Ühendus tööjaamade vahel on selge ja sujuv. Täpsemalt kajastub järgmistes aspektides:
1. Juhtmete juhtmete teisaldamisel tööjaamade vahel, teisaldamiseks kasutatavad tööriistad on mõistlikult konstrueeritud nii, et töötajatel oleks lihtsam juhtmekimbu paigutada. Juhtmed asetatakse ülekandetööriistale selgelt, ilma juhtmekimbu kahjustamata, ja paigutatud kogus on selgelt määratletud.
2. Üleviimise protsess on lihtne ja töötajate jaoks hõlpsasti juhitav. Samal ajal, juhtmestikku on lihtne järgmises töökohas kätte saada.
3. Teave edastatakse täielikult ilma kadudeta. Pärast juhtmestiku saamist selles jaamas, juhtige selgelt käes oleva juhtmestiku mudelit või ID-d. Juhtmestiku testimisel, vastava juhtmestiku programmi hankimiseks peate kasutama juhtmestiku ID-d. Seetõttu, tarneprotsessi ajal, kandur, mis kuvab rakmete ID, nagu rakmete tellimus või etikett, peab olema kooskõlas rakmete endaga, ja identiteeti ei saa tarne ajal kaotada.
Ühendusjuhtmete tootmisprotsess
A. Ettevalmistustööd: Enne lõpliku plaani kindlaksmääramist on vaja mõningaid eelettevalmistusi. Need ülesanded tuleb eelnevalt ette valmistada, enne kui protsessimeetodite kontrollimist saab rakendada. Konkreetsed üksikasjad on järgmised:
1. Tööriistade ja seadmete olek on ajakohane ja välja antud. Kuna juhtmestiku tehnilisi muudatusi tehakse sageli, insenertehnilised muudatused on vältimatud isegi tõusufaasis. Seetõttu, kohapealsed tööriistad ja seadmed peavad tagama, et tehnilisi muudatusi on õigesti rakendatud ja kvaliteediosakond on need heaks kiitnud ning neid saab tootmises kasutada.
2. Kohapealse tootmispinna planeering on terviklik ja defekte ei esine. Tööriistariiul on asetatud õigesse asendisse, tööriistad ja seadmed on terved ja veatud, ja kasutatavad tööriistad asetatakse õigesse asendisse.
3. Protsessi meetodi on algselt kontrollinud IE, ja inseneri staatus on viimane.
4. Erinevate lavastuste jaoks vajalike parameetrite olek on ajakohane ning kontrollitud ja vabastatud.
5. Juhtmeid ja muid tooraineid tuleb kanda õigel viisil (dirigendid, materjalist kastid, jne) ja asetatakse tööriistariiulile õigesse asendisse.
6. Ühendussüsteem on valmis: kasutatavad ühendusvahendid on mõistlikult kavandatud, info edastamine on pidev ja täielik, ja infokandjad (juhtmestiku tellimused, teabekaardid, sildid) alguses kasutatud teave on kõik valmis.
7. Võrguühendus on hea: testitulemuste salvestamine ja suhtlemine, juhtmestiku jälgimissüsteem, jne. töötavad normaalselt, etiketi printimine on normaalne ja sildil kuvatav teave on õige.
8. Operaatorid on paigas. Ettevõtjad peavad olema kogemustega tootmistöötajad. See nõuab rikkaliku tootmiskogemusega töötajaid, või töötajad, kellel on selle juhtmestiku tootmise kogemus, kes tunnevad selle juhtmestiku monteerimisprotsessi ja oskavad seda kasutada. Kui ühes töökohas töötab mitu töötajat, selle töökoha töötajate arv tuleb ühtlustada ja samal ajal kontrollida. Muidu, ei saa kontrollida, kas tööjaamade vahel on konflikt.
Vastavalt protsessi kaardile, iga tööjaama töösisu on jagatud mitmeks tegevusüksuseks ja paigutatud tegevusloendisse. Jagamisel, peate pöörama tähelepanu tegevusjaotuse sobivale suurusele. Üldiselt, IE-d mõõdetakse käsitsi stopperiga kohapeal, ja mõõtmisel endal on vigu. Kui jaotus on liiga peen, mõõtmisel esinevad vead võimenduvad, mille tulemuseks on selle toimingu jaoks ebatäpne tööaeg. Kui jaotus on liiga karm, selle toimingu tegelikku tööaega pärast mõne tegevuse teisaldamist teistesse jaamadesse ei saa töökoha tasakaalustamisel saada. Kogemuste järgi, üldiselt järgitakse seda jagamismeetodit:
1: Võtke juhtmed materjaliriiulilt, sisestage klemmid, ja asetage juhtmed (need kolm tegevust moodustavad üldiselt mõõtmisüksuse).
2: Võtke plastosad materjaliriiulilt ja asetage need fikseeritud kinnitusse.
3: Samas töökohas ja samas plastosas olev ahel on testimiseks jagatud mitmeks tegevusüksuseks. Tegevusüksus sisaldab rohkem kui 2 silmuseid.
4: Võtke lint materjaliriiulilt, rebi lint ära, ja mässida oksa. Üldiselt, haru kohta on üks tegevusüksus.
5: Võtke positsioneerimisdetail materjaliriiulilt, paigaldage positsioneerimisdetail, ja lõikas saba ära.
Ühendusjuhtmete tootmise töötundide mõõtmine:
Pärast ettevalmistustöö lõpetamist, IE peab uurima iga tööjaama ja mõõtma selle töötunde. Konkreetsed rakendusmeetodid on järgmised:
Tegelik tööaeg:
Pärast tegevusüksuste jagamist, täida töötundide mõõtmise tabel, ja siis mõõta töötunde vastavalt tegudele. 10 kehtivad andmed tuleb salvestada. Otsus kehtivate andmete kohta
põhimõtteliselt:
Kui seadme tööaeg on ≤30 sekundit, ulatus 10 andmekogumid peaksid olema: 90% * Keskmine (10 andmekogumid) ~ 110% * Keskmine (10 andmekogumid).
Kui seadme tööaeg on >30 sekundit, ulatus 10 andmekogumid peaksid olema: 95%*Keskmine (10 andmekogumid) ~ 105%*Keskmine (10 andmekogumid).
Samuti tuleb mõõta aega, mis kulub ringi jalutamisele ja ootamisele. Lisaks tegelike töötundide registreerimisele, ka tegutsedes on vaja jälgida töötajate üksikasju. Töötundide mõõtmisel, peate eristama lisandväärtust loovaid ja väärtust mitteloovaid tegevusi. Kui leitakse, et toimingus on mittelisandväärtusega toiminguid, mõõdetud töötunnid tuleb eraldi märkida, ja pärast paranemist testitakse testi uuesti.
Tasakaalustusjaam ühendusjuhtmete tootmiseks:
Iga tööjaama töötunnid liidetakse ja ekstraheeritakse, et moodustada tööjaama tasakaaluseina. Analüüsige ja reguleerige töökoha tasakaaluseina:
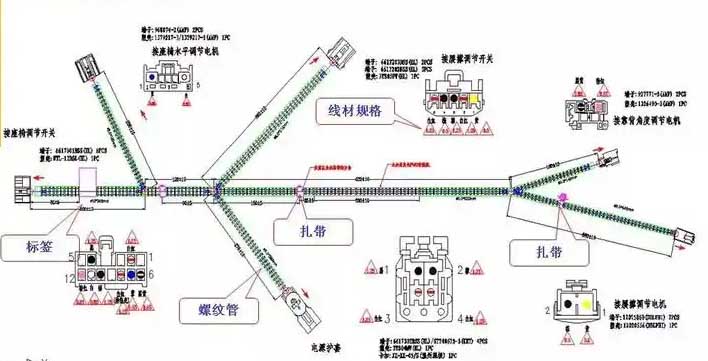
a. Likvideerige kitsaskohad: Viige töö, mis ületab tsükliaega, jaama, mis pole täis. Nagu on näidatud alloleval pildil, osa tööst jaamas 3 on viidud jaama 2.
b. Kõrvaldage kõndimisaeg: jälgige tegelikku tööd ja pange liigutamist vajavad osad nii palju kokku kui võimalik
c. Kõrvaldage ooteaeg: teisaldada ülevoolutööd teistest jaamadest sellesse jaama
d. Avastage tööd, mis ei loo lisaväärtust, optimeerida töökohti, suurendada lisandväärtusega töö sisu, ja tõhustada
-Pärast tööjaama tasakaalustamist
Pärast töökoha uue töösisu saamist, on vaja uuesti mõõta töökoha tööaega, et kontrollida, kas tasakaalustatud lahendus on teostatav. Kui pärast kontrollimist on endiselt tasakaalustamatus, ülaltoodud toimingut tuleb uuesti korrata.
C. Värskendusprotsess: Pärast seda, kui töökoht on tasakaalus, värskendamist vajav sisu on järgmine: Määrake konkreetsed värskendusüksused vastavalt tegelikule olukorrale.
1. Värskendage protsessi toimimise kaarti ja esitage see uuesti kvaliteetsele versioonile.
2. Värskendage tööjaama tasakaaluseina
3. Värskendage tööriistaplaadi sisu, eriti komplektplaadi ja koosteliini montaažiplaadi sisu; pärast värskendamist on endiselt vaja kvaliteetset väljalaset.
4. Värskendage seadmete töö sisu, parameetrite reguleerimine, jne, ja esitage see pärast värskendamist kvaliteetsele väljalasele.
5. Värskendage tööriistariiulit, et lisada tööriistu süsteemi ühendamiseks. Seoses töökoormuse korrigeerimisega, kohandatakse ka vastavaid kasutatud materjale. Vastavad tööriistariiulid võtavad materjalide paigutamiseks kasvavaid ja kahanevaid positsioone, ja samal ajal uuendatakse ka materjalide silte.
6. Uuenda teabevoogu, juhtmestiku tellimused/sildid ja muu teave, mida tuleb parandada tööjaama uusima teabe põhjal
7. Uuenda tööplaani kohapeal, rakendada uusimat disainiplaani, ja vabastage uuesti kvaliteet.
8. Koolitage kohapealseid operaatoreid vastavalt uusimale tootmisprotsessi plaanile, et neid meetoditega kurssi viia.