 English
English العربية
العربية bosanski jezik
bosanski jezik Български
Български Català
Català 粤语
粤语 中文(漢字)
中文(漢字) Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Eesti keel
Eesti keel Suomi
Suomi Français
Français Deutsch
Deutsch Ελληνικά
Ελληνικά עברית
עברית Magyar
Magyar Italiano
Italiano 日本語
日本語 한국어
한국어 Latviešu valoda
Latviešu valoda Bahasa Melayu
Bahasa Melayu Norsk
Norsk پارسی
پارسی Polski
Polski Português
Português Română
Română Русский
Русский Cрпски језик
Cрпски језик Slovenčina
Slovenčina Slovenščina
Slovenščina Español
Español Svenska
Svenska தமிழ்
தமிழ் ภาษาไทย
ภาษาไทย Tiếng Việt
Tiếng Việt
Elektri- ja signaalide rakmete tootmisprotsessi peamised punktid
1. Disainilava
VAKKUMISE ANALÜÜS JA PARATERI MITTE MÄÄRATLUS
Vastavalt seadme funktsionaalsetele nõuetele, Selgitage selliseid parameetreid nagu elektri jõudlus, mehaaniline tugevus, Temperatuuri takistus ja rakmete sekkumisvastane võime.
Signaalide rakmed peavad arvestama signaali ülekande stabiilsusega ja kasutama varjestuskihti, Keeratud paar või koaksiaalkaabli kujundus.
Drawings ja Process Faili ettevalmistamine
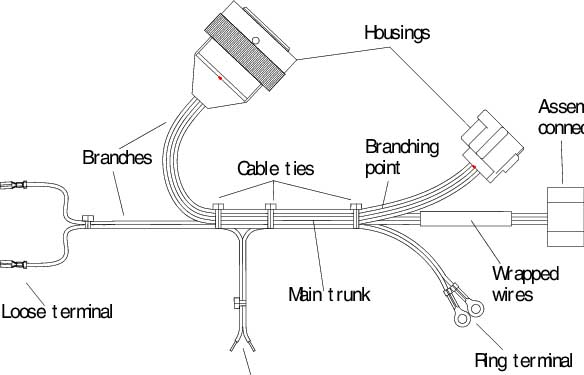
Joonistage rakmete paigutuse skeem ja märkige traadi pikkus, traadi läbimõõt, Värvikodeerimine ja pistiku tüüp.
Genereerige protsessifailid automaatselt disainitarkvara modelleerimise kaudu (nagu MBD) Käsitsi sekkumise vähendamiseks.

Lihtne paigaldada, säilitama, ja veenduge, et elektriseadmed traadi rakmete tootmine
Protsess algab projekteerimisfaasiga, kus insenerid määravad rakmete spetsifikatsioonid, sealhulgas juhtmete arv, pistikud, ja üldine marsruutimine.
See etapp hõlmab sageli spetsialiseeritud tarkvara kasutamist rakmete üksikasjaliku kujunduse loomiseks.
Prototüüpimine:
Kujunduse testimiseks ja vajalike muudatuste tegemiseks võib enne masstootmist luua prototüübi.
2. Materiaalne ettevalmistamine ja eeltöötlus
Law materjali sõeluuring ja ülevaatus
Traatmaterjal (vask, sulami, jne) peab vastama juhtivuse ja korrosioonikindluse nõuetele, ja pistik peab läbima kontakttakistuse testi.
Signaalide rakmed eelistavad madala kaduga isoleermaterjale (nagu FEP, Ptfe).
Wire lõikamine ja triibutamine
Traadilõikamismasin lõikab traadi vastavalt eelseade pikkusele, ja viga kontrollitakse ± 0,5 mm piires. Lõpp nägu peab olema tasane ja burrsist vaba.
Tüübimispikkus peab juhi kahjustamise vältimiseks täpselt vastama terminali krimmimisnõuetele.

Professionaalne traadi rakmete tootja_electrical, Signaal, Elektrooniline traadi rakmed
3. Terminali kriminaal- ja neetimine
DRIMMING protsess
Reguleerige krimmismasina parameetreid (surve, löök) et klemmi ja traadi tihedalt ühendatud, ja kontrollige tugevust tõmbekatse kaudu pärast kriminamist.
Signaali terminal on kullatud/hõbedaga, et vähendada kontakttakistust ja oksüdatsiooniriski.
Vette seadme rakendus
Automatiseeritud seadmed (nagu patent CN 222785620 U) saavutab terminali kinnituse ja fikseerimise ühendusmehhanismi kaudu, et vähendada käsitsi töövigu.
Kuidas lisaainete tootmine võib parandada traadi rakmete komplekti
4. Montaaž ja vormimine
ühendamine sidumine
Pange juhtmed välja vastavalt positsioneerimisplaadile, ja sidu neid sektsioonides, et vältida risthäireid.
Mehaanilise kaitse ja isolatsiooni jõudluse parandamiseks paigaldage põhitorud või soojuskarandustorud võtmekohtadesse.
Connector Assamblee
Enne tihvti sisestamist puhastage klemmi kontaktpind, et tagada stabiilne pistikprogramm; Signaaliühendust tuleb ravida antistaatilisega.
V. Testimine ja kontrollimine
Elektrilise jõudluse test
Juhtivuse test: Kontrollige liini järjepidevust ja lühist.
Taluma pingetesti: Kontrollige isolatsioonikihi vastupidavust (nagu 500 V/1min).
Signaalne terviklikkuse tuvastamine
Kõrgsageduslike signaalide rakmed peavad testima Crosstalk, sumbumine ja takistus sobitamine (nagu TDR -test).
Vi. Spetsiaalne protsessi optimeerimine
süstimine vormimine
Signaalide rakmete pistik kasutab sissepritsevormimisprotsessi, et saavutada tihendus- ja vibratsioonivastane kujundus.
Automatsiooni uuendamine
Tutvustage selliseid protsesse nagu robotite abil juhtmestik ja lasermärgistus, et parandada tõhusust ja järjepidevust.
Võtmeseadmed ja tehnoloogia patendid: Klemmikinnitus ja neetimine täidetakse sünkroonselt ühenduse mehhanismi kaudu, et vähendada aeganõudvat protsessi.
Multi-kihi PCB protsess: Kasutatakse keerukate rakmete vooluringi integreerimiseks (nagu CN115103531b patent).
Ülaltoodud protsess integreerib disaini, materjalid, töötlemine, testimine ja muud aspektid, Võttes arvesse signaalide rakmete mitmekülgsust ja erivajadusi, et tagada toode elektri- ja signaali edastamise standarditele.